(54) СПОСОБ ИЗГОТОВЛЕНИЯ РЫМ-БОЛТОВ
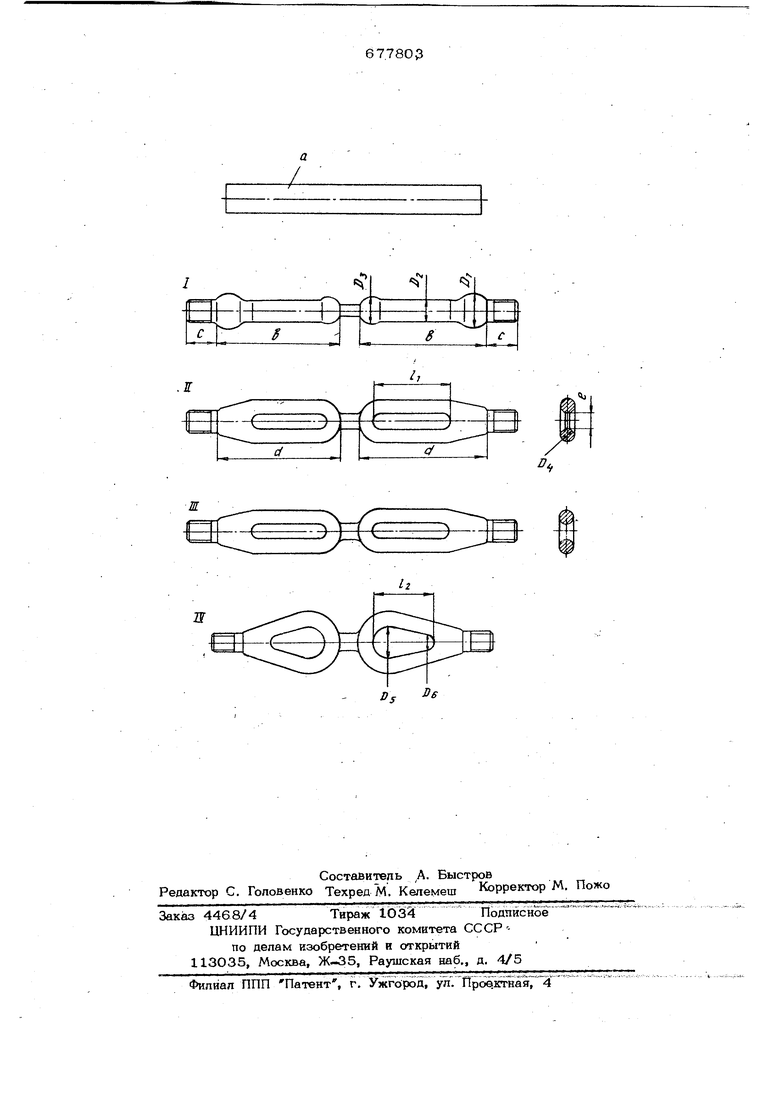
изводят предварительное форкв5образова- ние головок рым-болтов, при этом кажды профильный участок в Полученного по луфабриката подвергают фасонному плю- шению, в результате которого получают в области рымов предварительную фэрму головок в вше удлиненного кольца d с перемычкой с . На третьей операции перемычку е удаляют пробивкой. На следующей операции производят окончатёльнЬе формообразование колеи рымболтов: осушествл яют раздачу удлиненного кольца до размеров и формы , соответствующих чертежу изделия.
П р и м е р. Для изготовления детали Ушко подъема двигателя автомобиля ЗиЛ-130 от прутка отрубают заготовку диаметром 20 мм и длиной. I8O мм и профилируют ее на станке путем попереч- но-клиновЬй прокатки с получением на концах цилиндрических крепежных частей с резьбой М16 и двух профильных поверхностей переменного сечения с размерами: с - 30 мм, в 95 мм, Д-2ОмМв Д - 15 мм, Д - 26 мм.
Полученную заготовку подвергают фа сонному плющению в зоне профильных поверхностей с получением пре/шарительной формы головки в виде удлиненного кольца с перемычкой. Длина кольца в - 95мм Ширина перемычки, е- Ю мм. Длина перемычки ;( 64 мм. Диаметр сечения ушка Ю мм. Расчетное усилие плющения 150-200 т.
На следующей операции осуществляют раздачу удлиненного кольца пуансоном до получения полукруглой формы с раз. мерами: Д - 30 мм, MM,t250 мм.
Затем заготовки разделяют- и удаляют из зоны штамповки.
Транспортировку заготовок с позиции на позицию осуществляют при помоши грейферной подачи за крепежные части заготовок. При изготовлении детали Ушко подъема двигателя автомобиля сокращение трудоёмкости составило 0,65 мин на одну деталь, а экономия мталла - 0,155 кг.
Предлагаемый способ изготовления рым-болтов холодной объемной штамповкой обеспечивает значительное сокращение трудоемкости изготовления и снижение расхода металла. Формула изобретения
Способ изготовления рым-болтоВ, заключающийся в объемной ш амповке прутковой заготовки и последующей механической обработке, о т л и ч а ю- ш и и с я тем, что, с целью сокраше- ния трудоемкости изготовления и снижения расхода металла, предварительно пруток профилирутот поперечно-клиновой прокаткой, образуя спаренную головками друг к другу заготовку Под два рымболта, а при объемной штамповке производят предварительное формообразование головок рлм-болтов путем фасон- : ного плющения с образованием удлиненгаых колец с перемычками, которые затем у ааляют пробивкой, а также окончателыяое формообразование путем раздачи удлиненных колец.
Источники информации, принятые во внимание при экспертизе
1. Справочник по кювке и объемной штамповке. Под ред. М. В. Сторожева Машиностроение, и. 1, с. 321.
/
S
I
/;
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 1990 |
|
RU2036048C1 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1328055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ СЕЧЕНИЕМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2381861C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |