у;, ./...,Л ..;.- I ; ; ИзЬфвТенйе отвоситЬя к автбмйтиэации п;роизводс: &енных процессов в Maunjностроеийи И может быть испопьвйватйр. приГзйг узКё аэгрузке металлорежущих сташсрв..
Известно устройство для подачи штучных заготовок стержневого типа, содержащее подвижный магазин с полками, йаждая из 1()Ш еыпЬпнена из двух регулируемых одна относительно другой призматических oiiopt и механизмы шагового перЩШенйя 6 вертикальной и горизон- .
тальвой linocKocTm (ll.Недостаток этого устройства заключается в том что полки с призматичёсквдли
опорами вьшолнены выдаижными с. noMOi-шью противовеса. Это усложняет конструхЩЙоТЯйГаЭИна и снижает надежность его работы.
С целью устранения этих недостатков в предлагаемом устройстве призматически опоры полок магазина жестко закреплейы на боковых сторонах каркаса, образуя
- прохбд мёжду опорами в полке, а механиём шагового niepi wiemeHmi в вертикальной и горизонтальной плоскостях снабжены соответственно приводом дополнительных малых перемещений и кареткой с призматическими опорами, ширина которой соответствует проходу между опорами полок магазина.
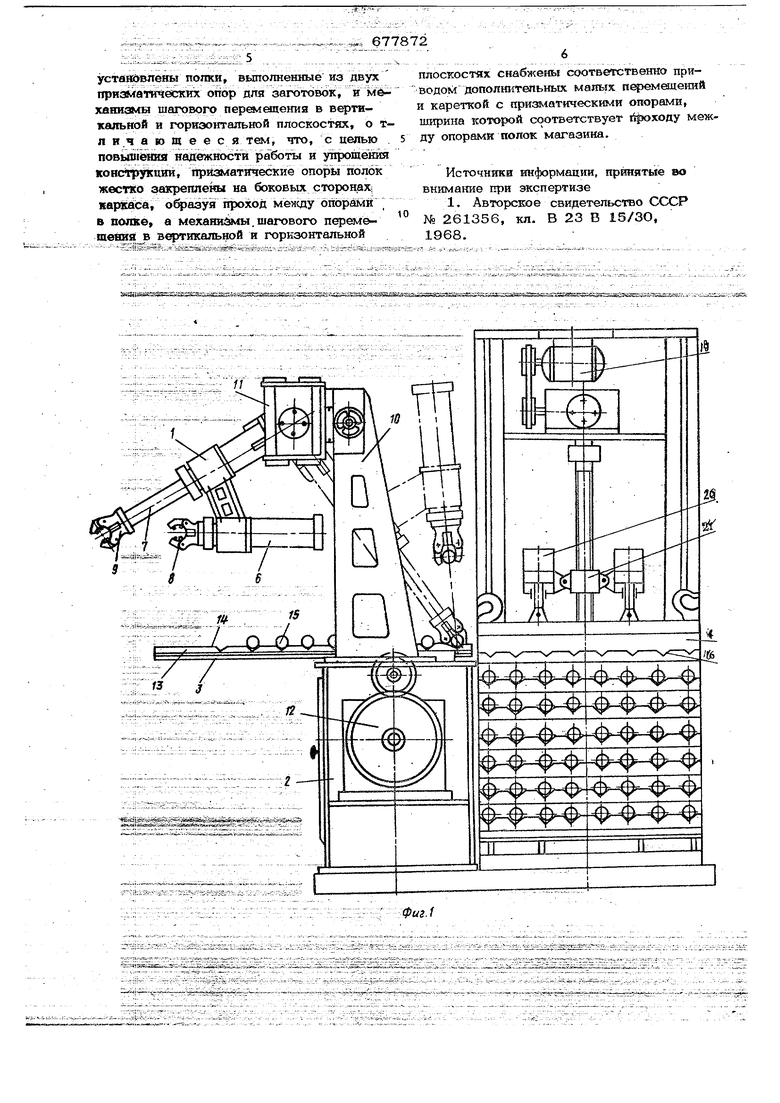
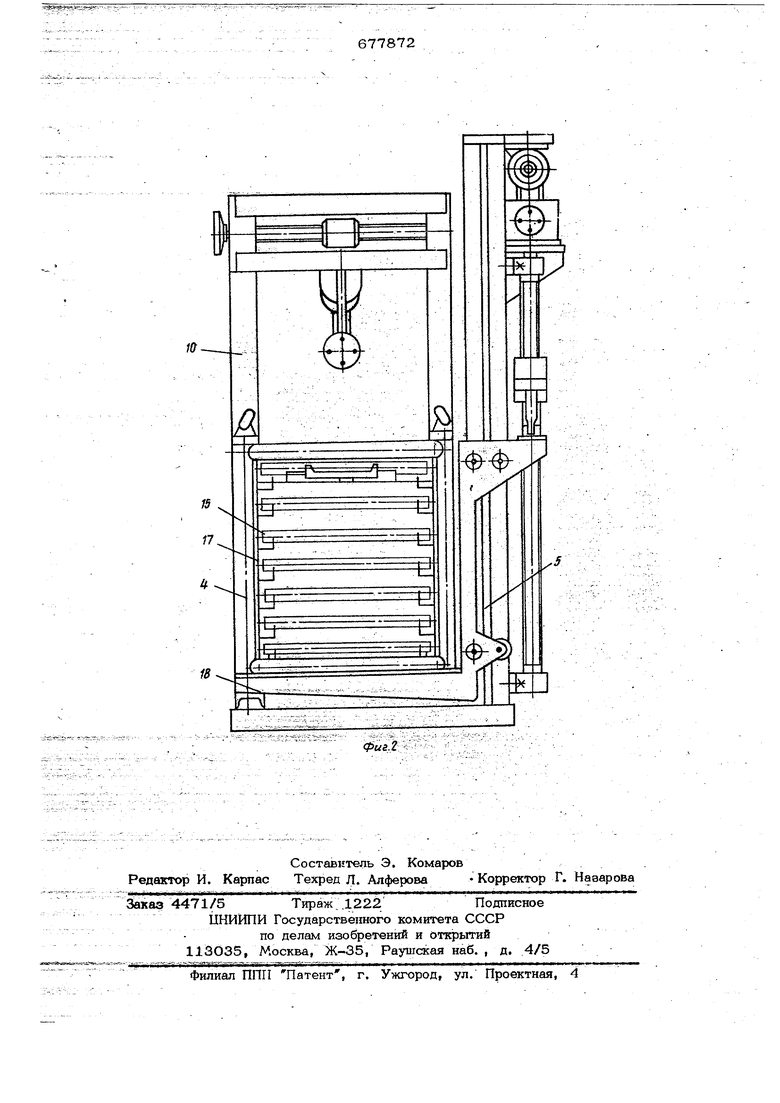
На fT. 1 изображено загрузо ч ю-раэ грузочное устройство, общий вкд; на фиг. 2 - то же,вид справа.
Устройство состоит иа манипулятора 1, станины 2 с кареткой 3, магазина контейн ра 4 и подъй«1ного устройства 5, Манипулятор 1 снабжен двумя жестко связанньЫи между собой руками 6 и 7, имеющими сменные захваты 8 и 9, закреплён на раме 10 и от привода 11 может поворачиваться вокруг гориэов альяо оси. По станине 2 от привода 12 пер моцается наретка 3 с рамкой 13, имеющей призматические опоры 14 для размш1ения в них деталей или заготовок 15, причем рамка может настраиваться на нужную длину деталей. Магазин-контейнер 4 содержит призма тические опоры 16, жестко и консолько /закрепленные на щитах 17 которые также могут быть настроены на нужную длину деталей. Подъемное устройство 5 включает по- дъ«лный стол. 18, на который с помэщьго фикснругощих призм устанавливается магазин-контейнер 4, винтовой электромеханическнй привод 19 для шагогвого перемещения стола в вертикальной плоскости : дополнительный привод малых переметцений в виде пневмоцилийдрдэ 2О, шарнирно закрепленных па гайке 21. Устройство работает следующим обра- зом. в исходном положении подъемный стол 18 находится в крайнем нижнем положении, манипулятор 1 повёрнут в сторону под ьем вогоустройства (нафиг. 1 показанопунктиром). Рура 6, переносящая заготовкиi вдвинута с раскрытым ;захватом 8; рука 7, переносящая готовые детали, вдвинута с закрытым захватом 9. На станке (не показано) зажата деталь, обработанная при настройке с ганка} в первую призматическую опэру каретки 3 уложена дополнительно заготовка. Магазин-контейнер с заготовками установлен на по дъемный стол. При нажатик кнопки пуск подъемный стол вместе с магазином поднимаете я на малый шаг вверх от пневмопилиндрсда 2 О, каретка 3 из крайнего левого положения п ремвцается в крайнее правое положение т. е. заходит между рядами заготовой в магазцне, после чего стол 18, ас ним и магазин,; опускается вниз на малый шаг, и заготовки из верхнего ряда Maffaзинй перекладываются на призматические опоры каретки 3, Зат«л рука 6 выдвига ется вперед, забирает с каретки 3 заго- товку к возврашае тся в исходное положение. Затем( рука 7 вьщвигается , раскрывает захват (шунтирует укладку го товой детали в призматическую опору кареткн) и возвращается в исходное положе 1ше. Манипулятор 1 от привода 11 поворачивается к станку. Рука 7 выдвигается вперед и производит захват детали на станке, жвтапь открепляется, машшулято перемещается вдоль оси станка, и рука вдвигается. Затем выдвигается вперед .рука 6, манипулятор перемет1ается вдоль оси станка (ставит заготовку в зажимное устройство станка), деталь закрепляется раскрывается захват 8, и рука 6 вдвигается. Начинается обработка детали на станке. Манипулятор поворачивается в сторону подъолного устройства 5. Каретка 3 с рамкой перемещается на шаг, равный расстоянию между призматическими опорами рамки. Рука 6 забирает заготов ку с каретки, а рука 7 укладывает на это место готовую деталь и цикл повторяетрй. От датчиков, установленных на станке, контролирующих положещ1е исполнительных органов станка, подаются, команды на снятие готовой детали со станка и ус;Тановку новой заготовки в станок и т. д. Когда манипутютор снимает с каретки 3 последнюю заготовку, уложит на неву обработанную деталь н по1в рнется к стйяку, каретка 3 из крайнего левого положения першее тится в крайнее правое положение. Тогда стол 18 подъе много устройства 5 от пнёвмоиилинщюв 2О поднимается на малый шаг вверх и готовые детали с призматических опор каретки 3 переместятся на призматические опоры 16 магазина-контейнера 4. После этого каретка 3 пер&лесгщся в крайнее леэвое положение, а стол 18 подъемного устройства 5 ,рт элеКтрометашгтескрго тшввооа 19 поднимается вверх на шаг, равшлй. расстоянию между рядами деталей в магазине-контейнере. Далее цикл передачи заготовок из магазина 4 на станок и деталей .со станка в магазин повторяется аналогично от одного рейса к другх5му. Когда будут офаботаны заготовки нижнего ряда и упо5кены в магазин, каретка 9f манипулятором 1 займут исходные ,йоложешш, степ 18 опустится из крайне го верхнего положения в крайнее нижнее, йри этом машшутштор 1 повернется к станку с последней заготовкрй, устано внт ее на станок и вернется с готовой деталью в исходное положение. При во вращении м еханис гов устройства в исходные положения их приводы отключают ся . С подъамшго устройства снимается м агазин-контейнер 4 (при необхо/шмости последний поворачивается на 18О для офаботки тех же деталей с /фугой стороны), из захвата 9 удаляется деталь, ставится другой Мйгазин-жонтейнер с заготовками, и процесс офаботки гювторяетря. Формула изобретения Загрутэтчно-разгрузочное устройство, содержащее магазин, на каркасе которого
уствяйвлены попки, выполненные из дврс призматических опор для заготовок, и Kieханизмы шагового перемйцения в вертикальной и горизонтальной плоскостях, о т- ли.чающее с я тем, что, с целью повыв1ё1Шя надежности работъ и утфощёйия конструкции, призматические опоры полбк жестко закреплены на боковых сторонах; каркаса, офазуя проход меаду опорами ,
в полке, а механизмы. шагового перем шевия в вертикальной и горизонтальной
плоскостях снабжены соотБетственно приводом дополнительных маль1х п юмоцений и кареткой с призматкческими опорами, ширина которой соответствует между опорами полок магазина.
Источники информации, принятые во BHmviaHHe при экспертизе
1. Авторское свидетельство СССР № 261356, кл. В 23 В 15/ЗО, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |
| Устройство для загрузки металлорежущего станка | 1986 |
|
SU1360967A1 |
| УСТРОЙСТВО для ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК СТЕРЖНЕВОГО ТИПА | 1970 |
|
SU261356A1 |
| Линия для изготовления полых корпусов | 1985 |
|
SU1319982A1 |
| Автоматическая линия двухстороннего профильного фрезерования | 1980 |
|
SU880721A1 |
| Устройство для обработки крестовин карданов | 1974 |
|
SU637235A1 |
| Автоматическая линия | 1984 |
|
SU1187962A1 |
| Установка для контактной рельефной сварки | 1984 |
|
SU1199531A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
iSi45SS i i §a S-5S2aeii «S KSiKS3Si;ii i V/
IB
