(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДВУСТОРОННЕГО ПРОФИЛЬНОГО ФРЕЗЕРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Система для управления и диагностирования линии раскроя облицованных плит | 1990 |
|
SU1766652A1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| Устройство для подачи листовых заготовок | 1981 |
|
SU1018762A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| Устройство для укладки листового материала | 1987 |
|
SU1505870A1 |
| Станок для сборки щитов деревянной тары | 1982 |
|
SU1117215A1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
I
Изобретение относится к устройствам автоматизирующих технологические процессы изготовления штучных профильных изделий для производства мебели.
Известны копировально-фрезерные станки двусторонней обработки деталей стола, включающие возвратно-поступательную движущуюся каретку с закрепленными заготовками, фрезерные головки, столы для загрузки и разгрузки заготовок (1).
Известна линия для двустороннего профильного фрезерования, включающая копировально-фрезерный станок с возвратнопоступательно перемещающейся кареткой, наборный, приемный, подъемный столы и поддоны (2J.
Недостатком конструкции автоматической линии двусторюннего профильного фрезерования является низкая производительность, заключающаяся в необходимости применения ручной загрузки и разгрузки каретки.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что линия снабжена механизмом загрузки из контейнера и механизмом разгрузки в контейнер, которые установлены на подъемных столах, причем механизм загрузки из контейнера снабжен толкателями для послойного перемещения заготовки из контейнера на поддон, и для поштучного сдвигания заготовки на опускающийся на толщину заготовки наборный стол и захватами для подачи вертикальной стопы заготовок на каретку станка, а механизм разгрузки снабжен захватами для снятия стопы обработанных заготовок с каретки станка и подачи на рольганг, поперечным и продольным толкателями для подачи заготовок на наборный стол и с наборного стола в контейнер подвесного стола, причем в механизме загрузки поддон выполнен подвижным и снабжен поперечным толкателем.
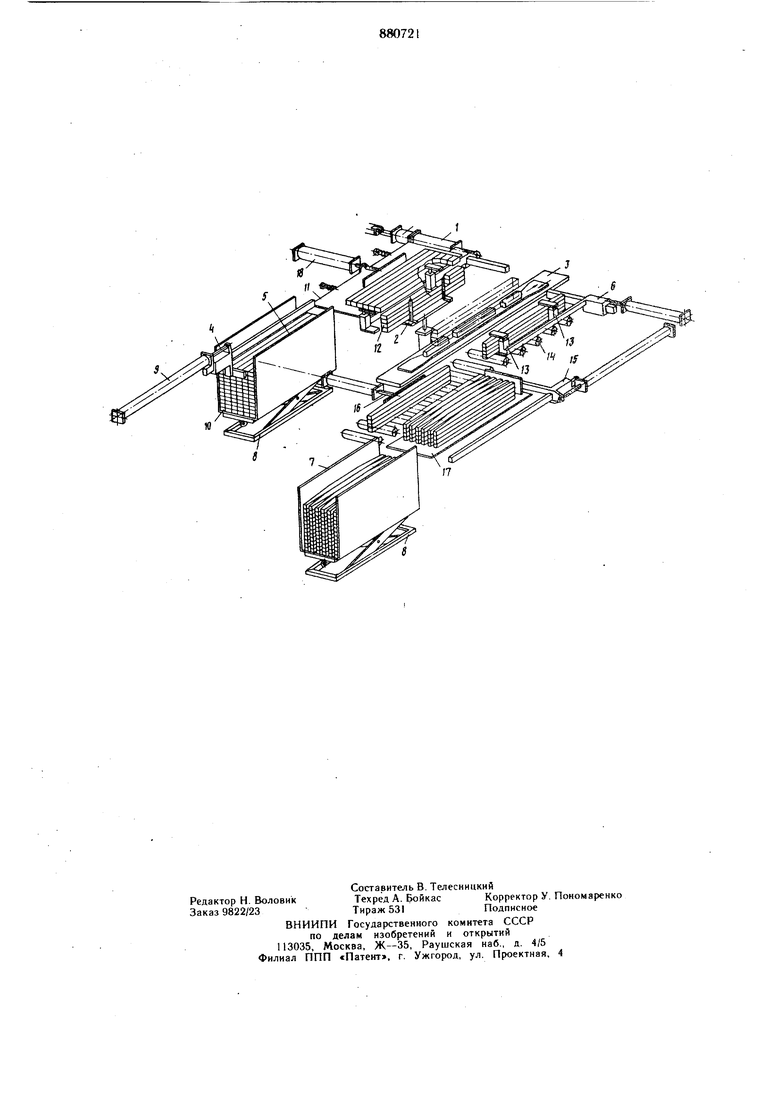
На чертеже приведена схема автоматической линии двустороннего профильного фрезерования.
Автоматическая линия двустороннего профильного фрезерования включает копировально-фрезерный станок 1 с возвратноJO поступательно перемещающейся кареткой 2, наборный стол 3, причем линия снабжена механизмом 4 загрузки из контейнера 5 н механизмом 6 разгрузки в контейнер 7, которые ycraHOBvicHH на подъемных столах 8, а механизм 4 загрузки из контейнера 5 снабжен толкателями 9 для послойного перемещения заготовки 0 из контейнера 5 на поддон J1 и для поштучного сдвигания заготовки 10 на опускающийся на толщину заготовки 10 наборный стол 3 и захватами дая подачи вертикальной стопы 12 на каретку 2 станка I, а механизм 6 разгрузки снабжен захватами 13 для снятия стопы 12 с каретки 2 станка 1 и подачи на рольганг 14, н поперечным 15 и продольным 16 толкателями для подачи заготовок 10 на наборный стол 7 к с наборного стола 17 в контейнер 7 подъемного стола 8, причем поддон 11 механизма 4 загрузки выполнен подвижным и отводится от наборного стола 3 поперечным толкателем 18 в конце его обратного хода. Линия работает следующим образом. Подъемный CTOJ 8 с установленным на нем контейнером 5, заполненным порядно уложенными заготовками 10, поднимается до уровня загрузки. Толкателем 9 верхний ряд заготовок 10 сдвигается в продольном направлении из контейнера 5 на поддон 11и толкателем 18 подается на наборный стол 3.При обратном ходе толкатель 18 отводит поддон 11, тем самым освобождаются кромки смежных заготовок 10 от касания со стопой 12, а, наборный стол 3 опускается на шаг, равный толщине заготовки 10. К стопе 12 подводятся захваты 13 и стопа 12с наборным столом 3 опускается в крайнее нижнее положение и захваты перемещают стопу 12 заготовок 10 на каретку 2. При этом срабатывают зажимы каретки 2, а захваты 13 разжимаются и возвращаются в исходное положение. Включается подача каретки, подводятся фрезерные головки станка и производится профильная обработка. При возврате каретки 2 захваты 13 подводятся к стопе 12, зажимают ее, а в это время зажимы каретки разжимаются, и стопа 12 переносится захватами 13 на рольганг 14, по которому заготовки 10 в стопе 12 транспортируются к толкателю 16 и последний передает их на наборный стол 17. Здесь детали накапливаются в внде ряда в несколько стоп и затем сдвигаются толкателем 15 в контейнер 7, который автоматически опускается на толщину заготовки. Формула изобретения 1.Автоматическая линия двустороннего профильного фрезерования, включающая копировально-фрезерный станок с возвратно-поступательно перемещаюпдейся кареткой, наборный, приемный, подъелтный столы и поддоны, отличающаяся тем, что, с целью повышения производительности, линия снабжена механизмом загрузки из контейнера и механизмом разгрузки в контейнер, которые установлены на подъемных столах, причем механизм загрузки из контейнера снабжен толкателями для послойного перемещения заготовки из контейнера на поддон, и для поштучного сдвигания заготовки на опускающийся на толщину заготовки наборный стат и захватами для подачи вертикальной стопы заготовок на каретку станка, а механизм разгрузки снабжен захватами для снятия стопы обработанных заготовок с каретки станка и подачи на рольганг, и поперечным и продольным толкателями для подачи заготовок на наборный стол и с наборного стола в контейнер подъемного стола. 2.Автоматическая линия по п. 1, отличающаяся тем, что поддон механизма загрузки выполнен подвижным и снабжен поперечным толкателем. Источники информации, принятые во внимание при экспертизе 1.Патент СССР № 531479, кл. В 27 С 1/08, 1974. 2.Проспект на копировально-фрезерный станок фирмы ВИГОМАТ (WigowaT), мод. 1091. ФРГ. 1973.
