1
Изобретение относится к области машиностроения, а именно к технологии плоского шлифования рабочих поверхностей режущих инструментов.
Известен способ плоского шлифования торцом круга, при котором съем припуска осуществляют дискретно, перемещая шлифовальный круг в направлении, перпендикулярном к обрабтываемой поверхности, в конце каждого двойного хода 1.
Недостаток этого способа состоит в том, что каждый участок шлифуемой поверхности подвергается циклически повторяющимся периодам нагрева и охлаждения, что вызывает снижение прочности поверхностного слоя и приводит ik образованию трещин, особенно при шлифовании изделий, оснащенных твердым сплавом.
Известен способ плоского щлифования торцом шлифовального круга, включающий этап врезания с заданной скоростью и зтап выхаживания 2.,
Недостатком такого способа является то, что температура щлифования достигает максималь,ного значения к окончг1нию съема припуска. В
этот момент наступает резкое охлаждение шли фуемой поверхности, что вызывает появление в поверхностном слое растягивающих напряжений и трещин и, вследствие этого, понижение 1ФОЧНОСТИ шлифуемых деталей.
Целью предлагаемого изобретения является повьпцение качества ПовёрхЯосТнЬго слоя обрабатываемой детали и обеспечение минимальной температуры в течение этапа врезания.
Поставленная цель достигается тем, что скорость врезания изменяют по закону, определяемому уравнением
Ч .,
V V®-
где VQP - скорость врезания в данный момент
времени;
УО - начальная скорость врезания; г - время от начала контакта круга с
изделием;
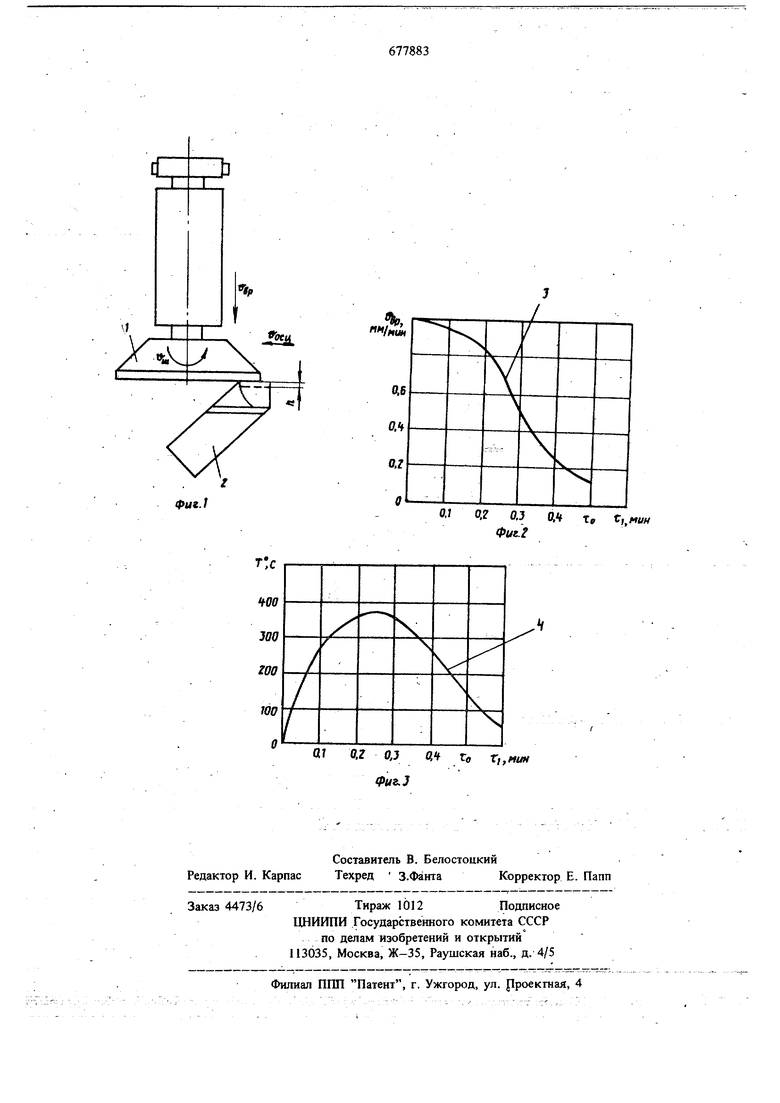
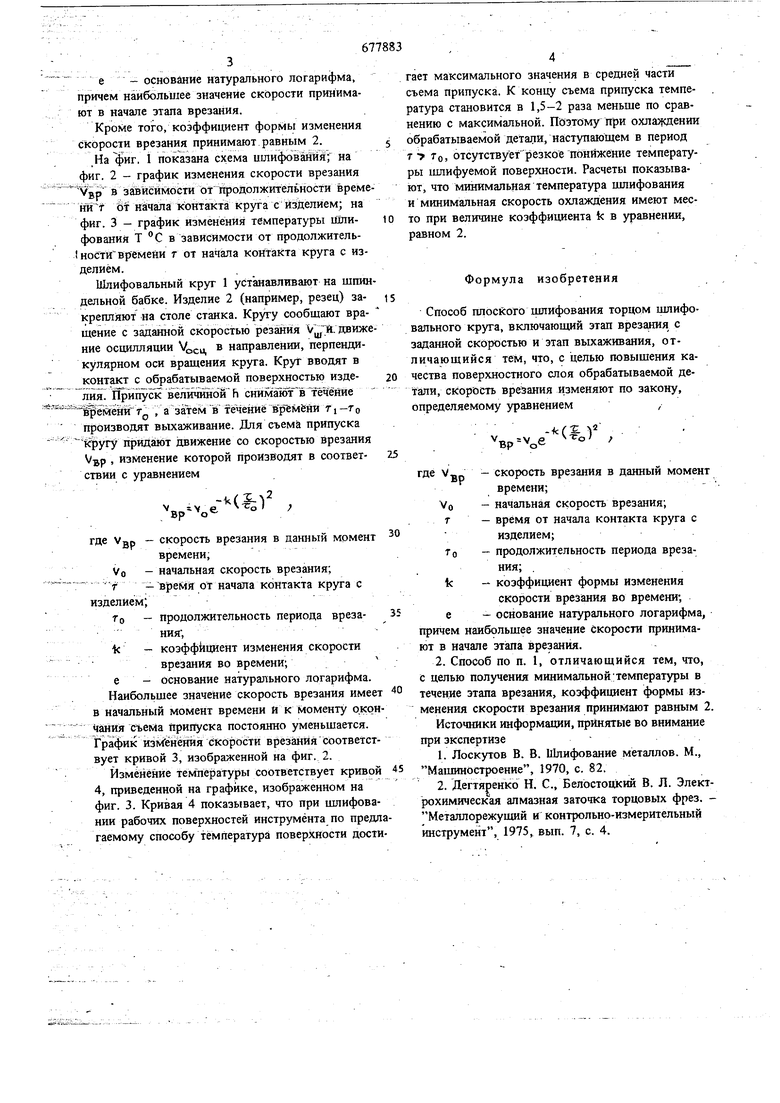
Тд - продолжительность пернода врезания; {с .- коэффициент формы изменения скорорти врезания во времени; е - основание натурального логарифма, причем наибольшее значение скорости принимают в начале этапа врезания. Кроме того, коэффициент формы изменения скорости врезания принимают равным 2. На иг. 1 показана схема ишифовайий; на фиг. 2 - график изменения скорости врезания Vgp в зависимости оТ продолжитеяьности вреМе бт начала контакта круга с изделием; на фиг. 3 - график изменения температуры шлифования Т С в зависимости от продолжитепьt ностй времени г от начала контакта круга с изделием. Шлифовальный круг 1 устанавливают на шпин дельной бабке. Изделие 2 (например, резец) закрепляют на столе станка. Кругу сообщают вращение с заданной скоростью резания движе ние осцилляции Хэси, в направлении, перпендикулярном оси вращения круга. Круг вводят в контакт с обрабатываемой поверхностью изделия Припуск величиной Pi снима1бт в течение ЩшкШт , азйеМ течение врёмёйй TI-TO производят выхаживание. Для съема припуска йругу придгиот движение со скоростью врезания Vgp , изменение которой производят в соответствии с уравнением , . -скорость врезания в данный момент времени, - начальная скорость врезания; -времй от начала контакта круга с изделием; TO - продолжительность периода врезания;k - коэффициент изменения скорости врезания во времени; е - основание натурального логарифма. Наибольшее значение скорость врезания имее в начальный момент времени и к моменту окон чгйИя съема припуска постоянно уменьшается. График изкйнёнйя скорости врезаниясоответст вует кривой 3, изображенной на фиг. 2. Изменение температуры соответствует криво 4, приведенной на графике, изображенном на фиг. 3. Кривая 4 показывает, что при шлифова нии рабочих поверхностей инструмента по пред гаемому способу температура поверхности дост ает максимального значения в средней части ъема припуска. К концу съема припуска темпеатура становится в 1,5-2 раза меньше по сравению с максимальной. Поэтому при охлащсении брабатываемой детали, наступающем в период - TO, отсутствуетрезкое понижение температуы шлифуемой поверхности. Расчеты показыват, что минимальная температура шлифования минимальная скорость охлаждения имеют месо при величине коэффициента k в уравнении, авном 2. Формула изобретения Способ плоского шлифования торцом шлифовального круга, включающий этап врезания с заданной скоростью и этап выхаживания, отичающийся тем, что, с целью повышения каества поверхностного слоя обрабатываемой детали, скорость врезания изменяют по закону, определяемому уравнением/ .-kf . ° - скорость врезания в данный момент времени; VQ - начальная скорость врезания; т - время от начала контакта круга с изделием; TO - продолжительность периода врезания;k - коэффициент формы изменения скорости врезания во времение - основание натурального логарифма, причем наибольшее значение скорости принимают в начале этапа врезания. 2. Способ по п. 1, отличающийся тем, что, с целью получения минимальной:температуры в течение этапа врезания, коэффициент формы изменения скорости врезания принимают равным 2. Источники информации, принятые во внимание при экспертизе-. 1.Лоскутов В. В. Шлифование металлов. М., Машиностроение, 1970, с. 82. 2.Дегтяренко И. С., Белостоцкий В. Л. Электрохимическая алмазная заточка торцовых фрез. Металлорежущий и контрольно-измерительный инструмент, 1975, вып. 7, с. 4.
-ЙЕЙ.
7
Фиг./
I
QJ о,г o,j а гв г,,«г/
ft о,г 0,3 ft ti, с,.му„
./
;
i
/&j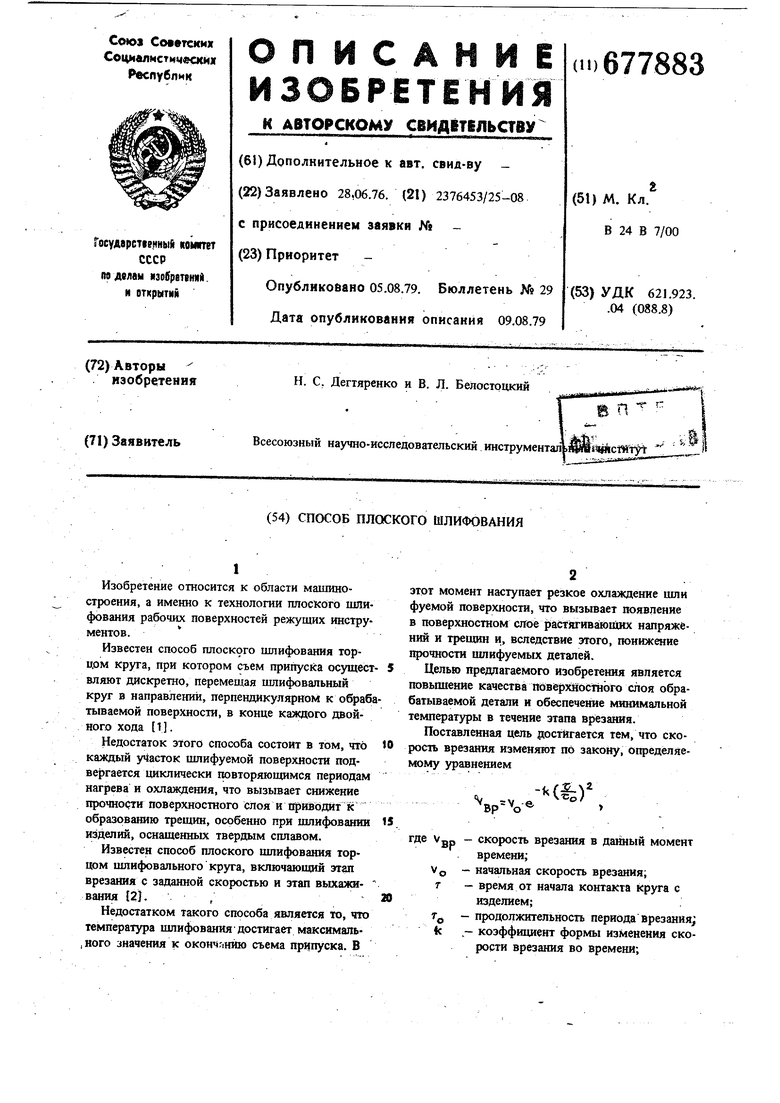
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| Способ круглого шлифования | 1984 |
|
SU1248768A1 |
| СПОСОБ ПОЭТАПНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2009 |
|
RU2424104C1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| СПОСОБ ПОЭТАПНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2011 |
|
RU2469835C1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ШЛИФОВАНИЯ | 1998 |
|
RU2173250C2 |
| СПОСОБ ШЛИФОВАНИЯ КОМБИНИРОВАННЫМ АБРАЗИВНЫМ КРУГОМ | 2004 |
|
RU2252124C1 |