1
Изобретение относится к прокатному производству, преимущественно к непрерывным прокатным станам.
Известно устройство для управления скоростным режимом непрерывного стана, содержащее регуляторы скорости каждой клети, входы которых соединены с выходами задатчиков интенсивности, подключенных входами к выходам задатчика заправочной скорости стана и задатчика ускорения стана. При этом обеспечивается согласованное изменение скоростей всех клетей стана при изменении общего уровня заправочной скорости и ускорении стана
1.
Известно также устройство, содержащее, помимо описанных выше элементе, датчики наличия металла в каждой клети стана выходы которых соединены с управляющими входами ключей, подключенных входами к выходу задатчика ускорения, а выходами - к входам сумматоров соответствующих клетей. Применение этого устройства позволяет производить торможение
главного привода каждой клети до уровня заправочных скоростей непосредственно после выхода металла из данной клети, не ожидая окончания прокатки во всех клетях стана, что обеспечивает сокращение пауз между последовательными полосами (2.
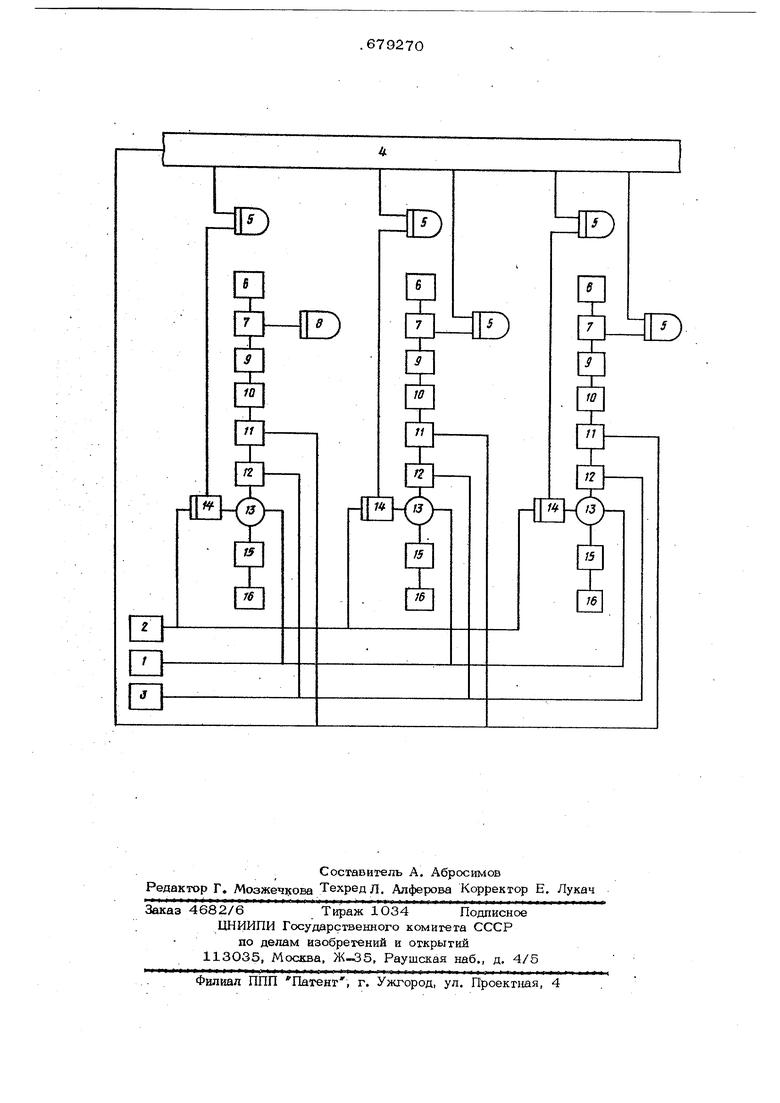
Однако известное устройство не позволяет прокатывать металл с паузами, меньшими времени окончания переходного процесса в главной линии, так как при торможении валков с рабочей скорости до заправочной максимально раскрываются зазоры в сочленениях главной линии и захват металла валками до окончания переходного процесса приводит к динамическим ударам. Кроме того, известное устройство не обеспечивает ускоренную заправку металла в непрерывный стан, так как общее для всех клетей станэ задание заправочной скорости не позволяет сократить время транспортировки металла в первых межклетевых промежутках, где оно значительно больще, чем в последних. Целью изобретения является увеличение производигельности непрерывного ста- на за счет уменьшения времени пауз меж ду двумя последовательными лрокатками и машинигого времени заправки металла в первые П клетей непрерывного стана с одновременным уменьшением динамических нагрузок при захвате металла валками. Поставленная цель достигается тем, чго в известное устройство, содержащее задатчик заправочной скорости стана, задатчик ускорения стана, датчики наличия металла в каждой клети стана, ключи для каждой клети, входы которых соединены с выходами упомянутых ранее датчиков наличия метйлла соответствующих клетей и выходом задатчика ускорения стана, а выходы подключены ко входам сумматоров соответствующих клетей, другие входы которых соединены с выходом задатчи- ка заправочной скорости стана, а выходы подключены к входам зада тч икон интенсивности, выходы которых подключены к входам регуляторов скорости соответствующих клетей, дополнительно введены задатчвк повышенной скорости, элемент ИЛИ-НЕ, входы которого соединены с выходами датчиков. наличия металла в каждой из первых клетей стана, датчиков наличия металла перед первой клетью, а так же для каждой из первых Л клетей стаНа, первый ключ, вход которого подключен к выходу датчика скорости металла в предыдущей клети, а выход пошшючен к вход пропорционально-интегрирующего элемента причем выход релейного элемента соедине с одним из входов элемента И, другой вход которого соединен с выходом элемен та ИЛИ-НЕ, а выход соединен с управляющим входом второго ключа, подключенного входом к выходу задатчика повышеннбй скорости, а выход соединен с входом сумматора., На чертеже показана блок-схема предлагаемого устройства. Элементами, общими для рассматриваемых первых И клетей стана, являются задатчик 1 заправочной скорости стана, задатчик 2 ускорения стана, задатчик 3 повьпленной скорости, элемент ИЛИ-l E 4 входы которого .соединены с выходами дат чиков; 5 наличия металла в каждой из первых П. клетей стана. Для каждой из первых клетей устройство содержит датчик 6 скорости металла на входе в клеть первый ключ 7; управляющий вход которого подключен к выходу датчика 5 наличия металла в предыдущей клети (для первой клети - датчика 8 наличия металла перед первой клетью), пропорционально-интегрирующий элемент 9, релейный элемент 10, элемент И 11, второй ключ 12, сумматор 13, ключ 14, задатчик 15 интенсивности и регулятор 16 скорости. Принцип управления первыми И клетями непрерывного стана, реализуемый предлагаемым устройством, заключается в том, что на фиксированном расстоянии t передней кромки прокатываемого металла от i -ой клети (для i 1 расстояние 6 раено длине межклетевого промежутка, для 1 1 В равно расстоянию от первой клети до датчика наличия металла перед первой клетью 8) срабатывает датчик 5 наличия металла в предыдущей клети и открывает первый ключ 7, в результате чего сигнал от датчика 6 скорости металла на входе в клеть поступает на вход пропорционально-интегрирующего элемента 9,выходной сигнал V которого изменяется по закону K,rv.,v., где К,, К 2 - коэффициенты; -скорость металла на входе в 1 -ую клеть; -время, отсчитываемоерт момента срабатывания датчика наличия металла в предыдущей клети. По достижении сигналом V значения step срабатывает релейный элемент Ю в сигнал поступает на один из входов элемента И 11 и, если заднего конца металла предыдущей прокатки в клети нет (даорчик 5 наличия металла в клети не включен), то на др5гг6й вход элемента И 11 подается сигнал с выхода элемента ИЛИНЕ 4. При этом открывается второй ключ 12 и сигнал повьпиенной скорости с выхода задатчика 3 повыщенной скорости подается на вход сумматора 13, а с выхода сумматора - на вход задатчика IS интенсивности, выходной сигнал которого подается на вход регулятора 16 скорости. Поскольку к этому моменту времени на сумматор 13 поступил только сигнал от задатчика 1 заправочной скорости стана, а сигнал от задатчика 2 ускорения стана не проходил через открытый ключ 14, так как датчик 5 наличия металла в данной клети не включен, то валки имеют заправочную скорость Ш. Поэтому при поступлении сигнала от задатчика 3 повьпленной скорости на вход задатчика 15 интенсивности привод клеги скоряется до величи ны UJ -1-диг где дои- приращение сжорости Время ускорения привода t равно постоянной времени Т задагчика 15. Выбор коэффициентов Ки, Kj и величины срсрабагьгеания релейного элемента 10 проивводят из условия захвата металла валками в самом конце ускорения привода, что обеспечивает захват металла при- закрыты инерционным моментом, возникающим на ваяках при их ускорении, зазорах в приводной линии, что снижает динамические нагрузки в приводе при захвате, и согласование скоростей прокатки металла в пре дыдущих и данной клетях. Эти параметры могут быть определены из рещения системы уравнений: , I M dt-VK N/. О e.A-dt где Ьср- время срабатывания релейного элeмeнta t - момент захвата; Полагая, что при ускорении привода данной клети продолжительностью ts ск рость металла на входе в данную клеть не меняется и равнаМ су по учим: V-M 4dt4K,N,. е-1 v-dt.t vS-TОткуда-.-+ -тК. м - к Когда по описанному выше режиму пр изойдет захват металла всеми валками первых П клетей стана, исчезнет ситаа на выходе элемента ИЛИЛЕ 4, все клю чи 12 отключатся и скорости всех первых Ш плетей снизятся до заправочных Дальнейшая прокатка металла производит ся в обычном режиме. Формула изобретения Устройство для управления скоростны режимом прокатки на непрерывном стане содрежашее задатчик заправочной скорости стана, задатчик ускорения стана, датчик наличия металла в каждой клети стана, ключи для каждой клети, входы которых соединены с выходами датчиков наличия металла соответствующих клетей и выходом задатчика ускорения стана, а выходы подключены к входам сумматоров соответствующих клетей, другие входы которых соединены с выходом задатчика заправочной скорости стана, а выходы подключены к входам задатчкков интенсивности, выходы которых подключены к входам регуляторов скорости соответствующих клетей, отличающееся тем, что, с целью увеличения производительности стана и уменьшения динамических нагрузок при захвате металла валками, оно до полнительно содержит задатчик повышенной скорости, элемент ИЛИ-НЕ, интегрирующий элемент, релейный элемент, элемент И, датчик наличия металла перед клетью, причем равные входы элемента ИЛИ-НЕ соединены с выходами датчиков наличия металла в.каждой из первых клетей стана, а вторые входы соединены с выходами датчиков наличия металла перед первой клетью, а также для каждой нз первых п клетей стана, первый вход первого ключа соединен с выходом датчика скорости металла на входе в. клеть, управляющий вход соединен с выходом датчика наличия металла в предыдущей клети, а выход соединен с входом пропорциональноинтегрирующего элемента, выход которого соединен с входом релейного элемента, выход релейного элемента соединен с одним из входов элемента И, другой вход которого соединен с выходом элемента ИЛИ-НЕ, а выход соединен с управляющим входом второго ключа, второй вход которого соединен с выходом задатчика повышенной скорости, а выход соединен с третьим входом сумматора. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 4727О9, кл. В 21 В 37/ОО, 1973. 2. Гарнов В. К. и др. Униф1щироБанные системы автоуправления электроприводом в металлургии. М., Металлургия, 1971 с, 142-144,
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления главными приводами реверсивного прокатного стана | 1988 |
|
SU1581398A1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| Система автоматического управления реверсивным прокатным станом | 1985 |
|
SU1268233A1 |
| Система регулирования температуры полосы на выходе стана горячей прокатки | 1981 |
|
SU971543A1 |
| Электропривод рабочего рольганга | 1983 |
|
SU1129709A1 |
| Система автоматического управления поштучным редуцированием с натяжением на многоклетевом стане с индивидуальным электроприводом | 1985 |
|
SU1297959A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Устройство для управления межклетьевым охлаждением полосы на широкополосном стане горячей прокатки | 1980 |
|
SU876231A1 |
| Устройство управления скоростью непрерывного стана | 1981 |
|
SU990358A1 |