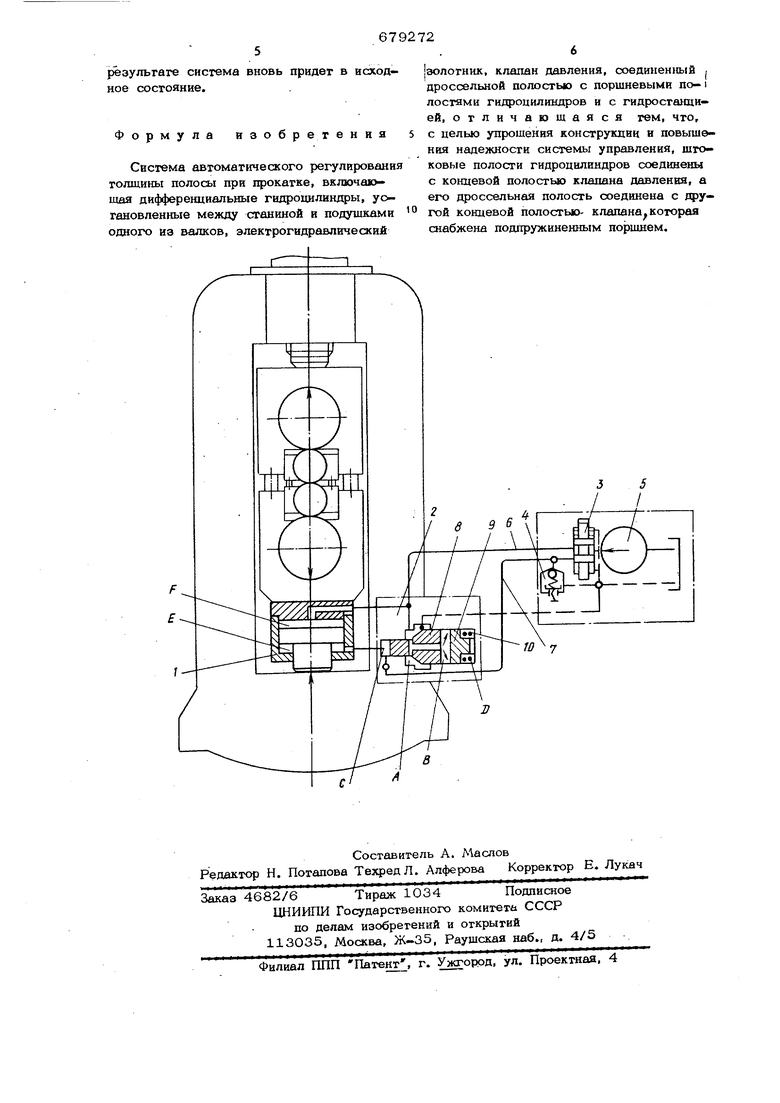
Изобрегение относится к оборудованию прокатной клети и может быть использовано в металлургической и других отраслях промышленности. Известны системы автоматического регулирования толщины полосы при прокатке, содержащие дифференциальные гидроцилиндры, установленные между подушками одного из валков и поперечиной, станины, электрогищэавличес ий золотник, клапан давления, соединенный дроссельной поло о тью с поршневыми полостями гидроцилиндров и с гкдростанциев. Известные системы осуществляют авто- матическое регулирование толщины полосы при прокатке путем перемещения валков на величину деформации клети в функции изменения усилия прокатки. Предлагаемая система отличается тем, что штоковые полости дифференциальных гидроцидиндров соединены с концевой полостью клапана давления, а его дроссельная полость соединена с другой кондевой ПОЛОСТЬЮ клапана давления, которая запи рается подпружиненным поршнем. Это упрощает конструкцию системы и повышает ее надежность, так как она не содержит в своем составе поршня, образующего гидромесдозу с одним из элементов силового г ид рои ил ИНД {эа. На чертеже изображена прокатная клеть с системой автоматического регулирования толщины полосы при прокатке, с электрогидравлическим включением ее в работу Предлагаемая система состхэит из двух, дифференциальных гидроцилиндров 1, кого рые могут быть установлены либо между подушками нижнего опорного валка и поперечиной станины, либо между подушками верхнего опорного валка и нажимным устройством, клапана 2 давления, реверсивного золотника 3, например, с электромагнитным управлением, перепускного клапана 4, насосной установки 5 и трубопроводов. Каждый двухполостной диффере щкальный гидроцилиндр соединен с клапаном давления и насоаюй установкой. При этом поршневая полость тигфопипиндра соединена с дроссельной А и концевой В полос. гямн клапана 2 давления,а также посредством магистрали 6 и реверсивного аолот ника 3 -с насосной установкой 5. Штоко вая полость соединена с концевой полость С клапана давления и посредством магист рали 7 и реверсивного золотника 3 с наоосной установкой 5. Система работает следующим образом, В исходном СОСТОЯНИЙ (металла между валками нет) магистраль 6, полости А и В клапана 2 давления и поршневая полост гищзоцилиндра соединеньх посредством реверсивного золотника 3 со сливом, а ма гистраль 7, полости С и Д клапана 2 дав ления и штоковая полость гидроцилиндра соединены с насосной установкой 5, Давление жидкости в ней с целью подпитки штоковой полости гидроцилиндра и полости С и Д клапана 2 давления поддерживается вьпде атмосферного и в случае необходимости может регулироваться пере пускным клапаном 4. В исходном состоянии корпус гидроцилиндра прижат к поршню весом валковой системы и усилием, развиваемым штоко- вой полостью, гидроцилиндра. Таким образом, узел нижнего валка вместе с корпусом гидроцилиндра находится в крайнем нижнем фиксированном положении. Рассмотрим (при отсутствии металла в ваЛках клети) положение равновесия золотника 8 клапана 2 давления. Так как полости А и В соединены со сливом и дав ление жидкости в них близко к атмосферному, то золотник 8 плавающим поршнем 9 будет прижат к седлу разностью усилий развиваемых давлением жидкости в полостях С и Д л усилием сжатия пружины. При захвате металлавалками реверсив ный ЗОЛОТНИК 3 с электромагнитным управлением включается, например, при блокировке его с главным приводом валков, и соединяет магистраль 6 с насооной установкой, а магистраль 7 при этом г1апирается. В результате этого жидкость насосной установкой будет нагнетаться в полости А и В клапана давления и в поршневую полость гидроциляндра. Давление жидкости в указанных полостях начнет увеличиваться и станет равным давлению в полости d однако золотник 8 останется неподвижным, так как в этот момент он будет прижат к седлу уси лием сжатия пружины 10. Следовательно, Давление в линии нагнетания будет увели чиваться. Дальнейший рост давления в полостях А, В и поршневой полости приведет к увеличению у.силия прижатия золотника к седлу клапана за счет разницы площадей полостей А и В и, следовательно, дросселирование жидкости через клапан будет исключено. Как только усилие, развиваемое поршневой полостью за счет нагнетания жидкооти насосом 5, станет равным давлению прокатки, действующему в этот момент на валки, начнется перемещение вверх цилиндра 1 вместе с нижней валковой системой. Перемещение цилиндра 1 вызовет сжатие жидкости в полостях Е и С. Как только давление в полостях Е и С станет равным давлению в линии нагнетания (в полостях F, А, В), силы, действующие на золотник 8, уравновесятся, и он уже не будет прижат к седлу, начнется дросселирование жидкости через клапан. В результате этого прекратится рост давления в линии нагнетания. Оилиндр 1 и нижняя валковая система остановятся. Вся система будет находиться в равновесии. Очевидно, что величина перемещения цилиндра 1 и нижней валковой системы будет зависеть от объема полос тей Е и С и может быть определена известным способом. В свою очередь для сохранения зазора между валками клети постоянным, не зависящим от уровня давления прокатки, необходимо, чтобы перемещение корпуса с нижней валковой системой равнялось упругой деформаций клети. Это возможно при определенном сочетании параметров системы. При установившемся процессе прокатки и отклонении давления прокатки от его установившегося значения система действует аналогично. При увеличении (.уменьшении) давления прокатки возрастет (уменьшится) давление в полостях F, А и В, нарушится равновесие золотника 8, дросселирование жидкости через клапан давления уменьшится (увеличится), увеличится (уменьшится) давление, развиваемое насосом 5, поднимется (опустится) цилиндр 1 с нижней валковой системой. При равенстве перемещения цилиндра 1 и прирашения упругой . деформации клети, зазор между валками останется постоянным. После выхода полосы из валков реверсивный золотник соединит поршневую полость гидроцилиндра со сливом, а штоко- вую полость - с насосной установкой. В
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическогоРЕгулиРОВАНия ТОлщиНы пОлОСы пРипРОКАТКЕ | 1979 |
|
SU845911A1 |
| Устройство для автоматического регулирования толщины полосы при прокате | 1978 |
|
SU778846A1 |
| Прокатная клеть | 1974 |
|
SU599865A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU961810A1 |
| Нажимное устройство | 1979 |
|
SU854474A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU884759A1 |
| Устройство для установки и стабили-зАции PACTBOPA ВАлКОВ пРОКАТНОйКлЕТи | 1979 |
|
SU845913A1 |
| Гидравлическое нажимное устройство | 1980 |
|
SU937068A1 |
| Устройство для уравновешивания шпинделя привода валков прокатного стана | 1983 |
|
SU1093374A1 |
| Гидравлическое нажимное устройство прокатного стана | 1981 |
|
SU997873A2 |
