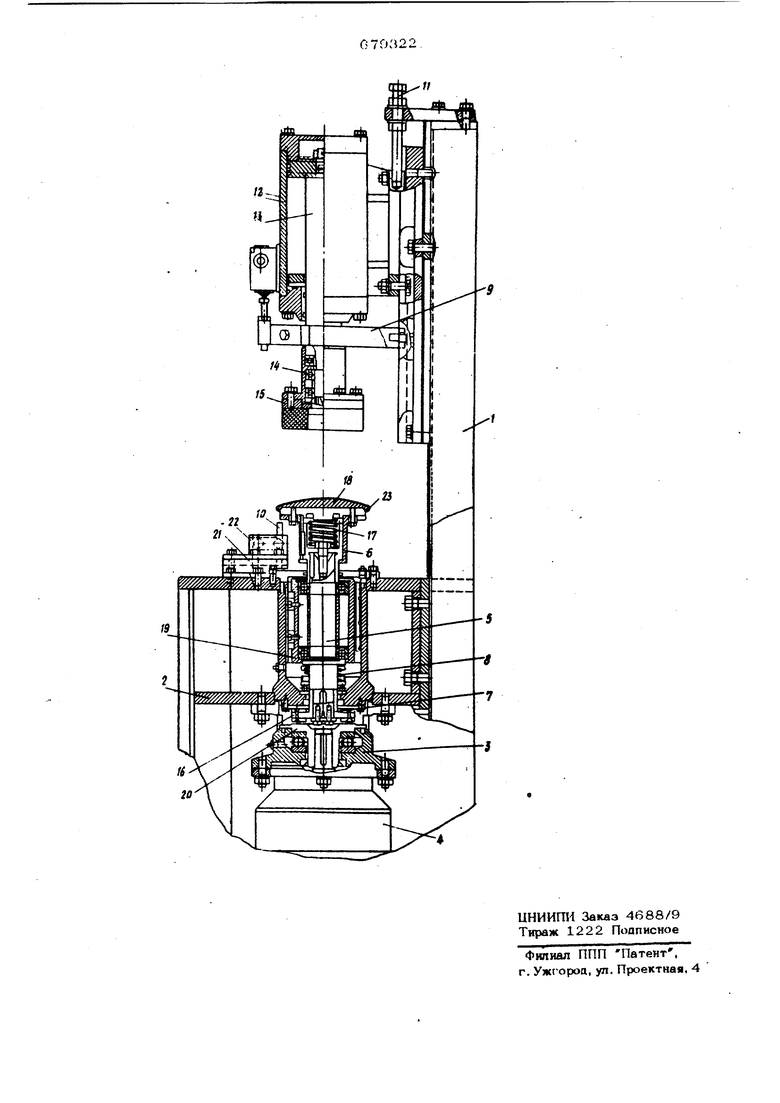
те и на штоке 13 которого укреплена прижимная головка 14 со сменным вкладышем 15, это позволяет настраиват пневмоприжим на различную глубину обработки детали резцом. А в нижней части устройства в пневмопркжим 9 входит тормозной диск 16, выполненный двусторонним к две пружины S и 17. Причем нижняя пружина 8, подпружинивающая шпиндель относительно муфты
сцепления, выпопнена с усилием сжатия, достаточным для включения шпинделя во вращение и его останова, и менее мощной, чем верхняя пружина 17, подпружинивающая оправку относительно шпинделя для фиксации на ней детали и обработки. Оправка 6 обладает возможностью возвратно-поступательного перемеСцения относительно шпинделя за счет пружины 17. Для обеспечения возможности обработки деталей, различных по размеру, оправка снабжена сменным рабочим вкладышем 18. Шпиндель 5 устройства смонтирован в подвижной втулке 19 и имеет возможность вертикального перемещения на величину зазора между тормозным диском 16 и опорной пятой 20, жестко укрепленной на валу электродвигателя 4. На столе 2 также установлен корпус 21 резцедержателя 22, .несущего резец 10, осуществляющий одновременно торцовку и зачистку кромки детали 23. Резцедержатель 22 имеет возможность перемещения в плоскости стола для настройки на кромку изделия.
Работа устройства осуществляется следующим образом. ,
На оправку 6, имеющую форму детали вручную или механически (например руко робота) устанавливается деталь 23. Подается сигнал на включение цилиндра 12 с ходом вниз, при этом сначала свободно вращающаяся прижимная головка 14 фиксирует деталь на оправке 6, затем при дальнейшем движении щтока цилиндра 12 сжимается пружина 8 и тем самы тормозной диск 16 шпинделя 5 входит в контакт с опорной пятой 20, при этом шпиндель 5 с оправкой 6 приводится во
вращение от злектроавигателя 4. При дальнейшем движении прижимной головки она воздействует через оправку 6 на пружину 17 (которая рассчитана на усилие то1шовки и зачистки изделия), осуществляя рабочую подачу кромки детали 23 на резец 10. Происходит одновременная торцовка и зачистка кромки. При возвратном движении штока 13 пневмоцилиндра 12 с прижимной головкой 14 происходит снятие нагрузки с оправки под воздействием пружины 17, а затем подъем шпинделя 5 с оправкой 6 и тормозным диском 16 под воздействием пружины 8, при этом тормозной диск 16 входит в контакт с фланцем стола 2, и происходит быстрое торможение шпинделя 5 с оправкой 6 и деталью 23, которая может быть снята с оправки вручную или механически, и цикл может быть повторен.
Формула изобретения
Устройство для обработки кромок цилиндрических деталей, содержащее шпиндель, установленный с возможностью вертикального возвратно-поступательного перемещения, подпружиненный относительно муфты сцепления и несущий оправку ОЛЯ установки детали, прижим детали, включающий регулировочный винт, выполненный в верхней части устройства для настройки прижима на различную глубину обработки, неподвижно установленный инструментальный узел, отличающееся тем, что, с целью упрощения конструкции, псшышения надежности и расширения области применения, шпиндель выполнен телескопическим, а оправка подпружинена относительно шпинделя и установлена с возможностью вертикального возвратно-поступательного перемещения от прижима детали, причем пружина муфты сцепления выполнена менее жесткой, чем пружина оправки.
Источники информации, принятые во внимание при экспертизе
1. Авторскоесвидетельство СССР № 453244, кл. В 23 В 1/ОО, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромок цилиндрических деталей | 1979 |
|
SU878413A2 |
| Устройство для расточки | 1982 |
|
SU1143520A1 |
| Устройство для снятия фасок | 1980 |
|
SU870015A1 |
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| Станок для механической обработки | 1978 |
|
SU841784A1 |
| Устройство для обработки торцов деталей типа труб | 1983 |
|
SU1106584A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1994 |
|
RU2069606C1 |
| Устройство для расточки и подрезки торца | 1980 |
|
SU867527A1 |