Изобретение относится к области сварки, в частности к составу электродного покрытия, применяемого преимущественно для сварки низколегированных сталей. Известны различные составы электродных покрытий, например покрытие, содержащее следующие компоненты, вес.%: Лрамор26-30 Плавиковый шпат 31,5-50 Марганец- 3,5-5,5 Алюминий1-4 Хром17-24 Слюда2-4 Сода. 0, Однако металл, полученный при при менении известного электродного покрытия склонен к трещинообразованию. Наиболее близким по составу является электродное покрытие, содержащее следующие компоненты, вес.%: Мрамор25-55 Плавиковый шпат.3-20 Кварцевый песок 1-12 Ферромарганец1-15 Ферросилиций1-20 Ферротитан5-30 Двуокись циркония3-25 Слюда1-15 Ставролитовый концентрат1-6Каолин 0,5-3 2 . Покрытие этого электрода содержит Ставролитовый концентрат: Fe(OH)2 способствующий увеличению содержания водорода в металле шва, что приводит к снижению механических свойств металла шва и к повышению склонности сварных соединений к образованию трещин. Кроме того, в условиях массового производства, при применении сушильно-прокалочных конвейерных печей, эти электроды, в ряде случаев, имеют трещины в покрытии, что способствует образованию пор в сварном шве при их использовании. С целью уменьшения разбрызгивания жидкого металла и улучшения сварочно-технологических свойств сварочных электродов, состав электродного покрытия дополнительно содержит гранит NaAESiOj Oj и соду кальцинированную NajCOj при следующем соотношении остальных компонентов, вес,%: Плавиковый шпат 3-20 Двуокись циркония 4-20 .Ферротитан5-30
Ферромарганец 2-15
Ферросилиций 2-15
Кварцевый песок 3-10
Слюда0,5-10
Гранит0,5-10
Сода0,5-3
Мрамор . Остальное
Введение в состав электродного покрытия гранита вместо ставролитового концентрата уменьшает содержание водорода в металле шва, снижает неравномерность чешуйчатости при сформировании шва, уменьшает разбрызгивание жидкого металла при сварке; на форсированных режимах и снижает склонность покрытия к образованию козырьков. Электродное покрытие дополнительно содержит железный порошок в количестве 1-30 вес.% и рутиловый концентрат в количестве 1-10%.
Введение в состав покрытия кальци.нированной соды позволяет существенно повысить пластичность обмазочной массы, снизить склонность покрытия к образованию трещин в процессе опрессовки и прокалки электродов.
Электроды-с данным составом покры тия при сварке на переменном токе обладают устойчивым и стабильным горением дуги и приводят к хорошему формированию сварного шва в любых пространственных положениях.
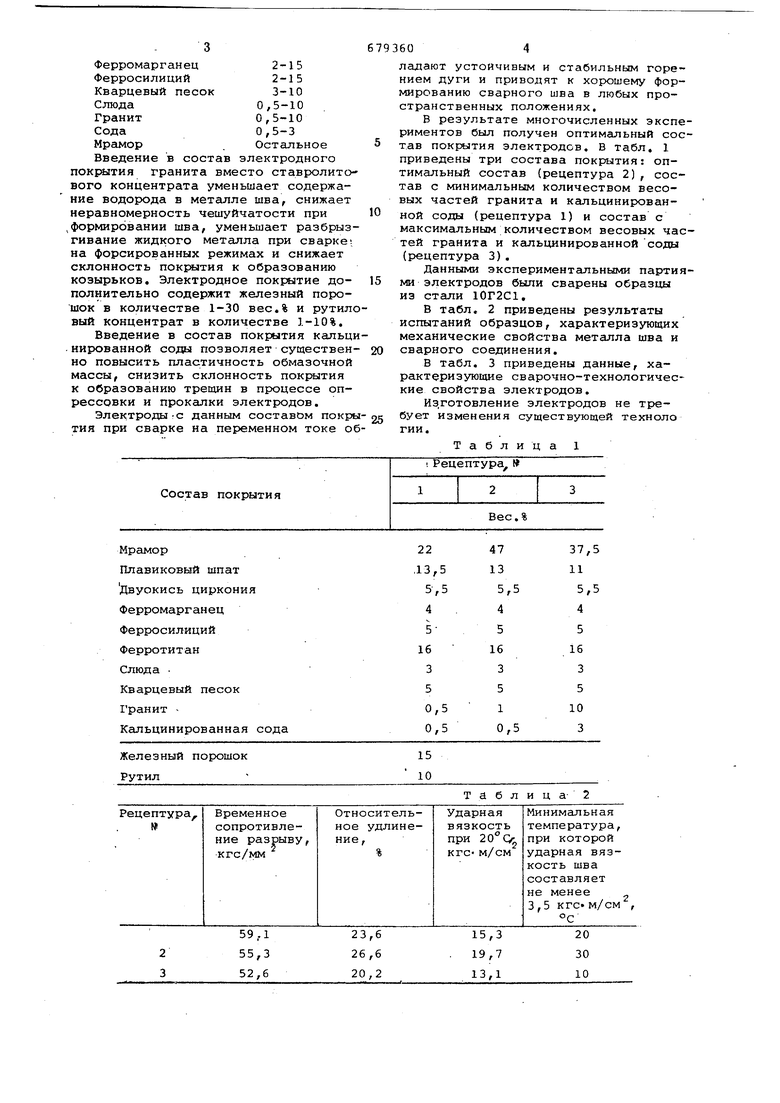
В результате многочисленных экспериментов был получен оптимальный состав покрытия электродов. В табл. 1 приведены три состава покрытия: оптимальный состав (рецептура 2), состав с минимальным количеством весовых частей гранита и кальцинированной соды (рецептура 1) и состав с максимальным;количеством весовых частей гранита и кальцинированной соды (рецептура 3).
Данными экспериментальными партиями электродов были сварены образцы из стали 10Г2С1.
В табл. 2 приведены результаты испытаний образцов, характеризующих механические свойства металла шва и сварного соединения.
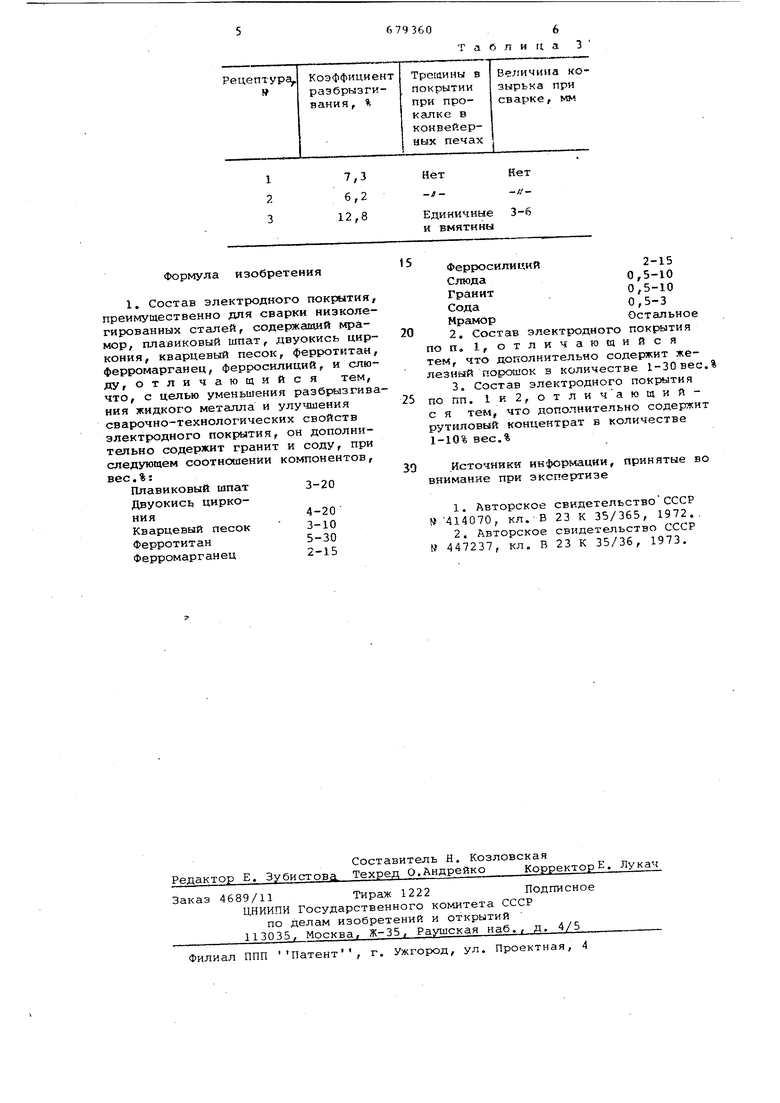
В табл. 3 приведены данные, характеризующие сварочно-технологические свойства электродов.
Из.готовление электродов не требует изменения существующей техноло гии.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродное покрытие | 1973 |
|
SU447237A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2220833C2 |
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| СОСТАВ ШИХТЫ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1995 |
|
RU2071895C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1994 |
|
RU2033912C1 |
| Состав электродного покрытия | 1980 |
|
SU959966A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2198774C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
| Электрод для сварки | 1990 |
|
SU1731551A1 |
| Состав электродного покрытия | 1980 |
|
SU933336A1 |
Т а б л и ц а- 2
Формула изобретения
1, Состав электродного покрытия, преимущественно для сварки низколегированных сталей, содержащий мрамор, плавиковый шпат, двуокись циркония, кварцевый песок, ферротитан, ферромарганец, ферросилиций, и слюду, отличающийся тем, что, с целью уменьшения разбрызгивания жидкого металла и улучшения сварочно-технологических свойств электродного покрытия, он дополнительно содержит гранит и соду, при следующем соотношении компонентов, вес.%:
Плавиковый шпат 3-20 Двуокись циркония4-20Кварцевый песок 3-10 Ферротитан 5-30 Ферромарганец 2-15
Т а б Л и rt а
5
2-15
Ферросилиций 0,5-10
Слюда
0,5-10
Гранит
0,5-3
Сода
Остсшьное
Мрамор
0
2, Состав электродного покрытия поп, 1,отличающийся тем, что дополнительно содержит железный порошок в количестве 1-30вес.%
Зо Состав электродного покрытия 5 по пп. 1 и 2, о т л и ч а ю m и и с я тем, что дополнительно содержит рутиловый концентрат в количестве 1-10% вес.%
9 Источники информации, принятые во внимание при экспертизе
