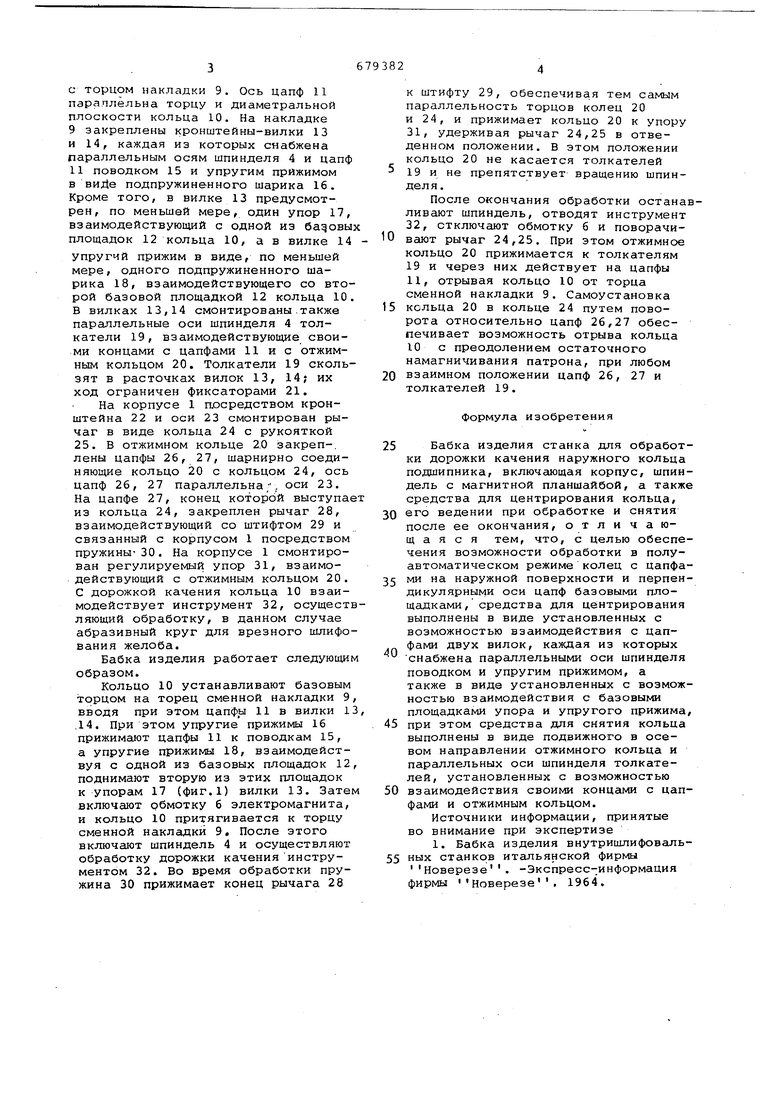
Изобретение относится к области станкостроения, в частности к конструкциям бабок изделия внутришлифовальных станков. Известна бабка изделия станка для обработки дорожки качения наруж ного кольца подшипника, включающая корпус, шпиндель с магнитной планшайбой, а также средства для центрирования кольца, его ведения при обработке и снятия после ее окончания 1 . Недостатком известной бабки изде является невозможность обработки колец с элементами на наружной поверхности, Целью изобретения является обесп чение возможности обработки в полу автоматическом режиме колец с цапфа ми на наружной поверхности и перпен дикулярными оси цапф базовыми площадками. Указанная цель изобретения дости гается тем, что средства для центри рования выполнены в виде установлен ных с возможностью взаимодействия с цапфами двух вилок, каждая из которых снабжена параллельными оси шпинделя поводком и упругим прижимом, а также в виде ус;тановленных с возможностью взаимодействия с базовыми площадками упора и упругого прижима, при этом средства для снятия кольца выполнены в виде подвижного в осевом направлении отжимного кольца и параллельных оси шпинделя толкателей, установленных с возможностью взаимодействия своими концами с цапфами и отжимным кольцом. На фиг.1 показана бабка изделия, вид с торца; на фиг.2 - вид по стрелке А фиг.1; на фиг.З - сечение В-Б фиг.1; на фиг.4 - вид по стрелке В фиг.1, с частичным разрезом. В корпусе 1 бабки изделия закреплена (см.фиг.З) гильза 2, в которой на подшипниках 3 смонтирован шпиндель 4, несущий планшайбу 5, в кольцевой проточке которой установлен ii обмотка 6 возбуждения магнитного патрона. На торце планшайбы закреплена посредством центрирующего кольца 7 и винтов 8 сменная накладка- 9 магнитного патрона, на плоский торец которой базируется обрабатываемое изделие - наружное кольцо 10 подшипника. качения с цапфаг ш 11 и базовыми площадками 12, перпендикулярными осям цапф и базсзвому торцу кольца, взаимодействунзгцему
с торцом накладки 9. Ось цапф 11 параллельна торцу и диаметральной плоскости кольца 10, На накладке 9 закреплены кронштейны-вилки 13 и 14, каждая из которых снабжена параллельным осям шпинделя 4 и цапф 11 поводком 15 и упругим прижимом в подпружиненного шарика 16. Кроме того, в вилке 13 предусмотрен, по меньшей мере, один упор 17, взаимодействующий с одной из бадовы площадок 12 кольца 10, а в вилке 14 упругий прижим в виде, по меньшей мере, одного подпружиненного шарика 18, взаимодействующего со второй базовой площадкой 12 кольца 10. В вилках 13,14 смонтированы.также параллельные оси шпинделя 4 толкатели 19, взаимодействующие своими концами с цапфами 11 и с отжимным кольцом 20. Толкатели 19 скользят в расточках вилок 13, 14; их ход ограничен фиксаторами 21.
На корпусе 1 посредством кронштейна 22 и оси 23 смонтирован рычаг в виде кольца 24 с рукояткой 25. В отжимном кольце 2.0 закреп-, лены цапфы 26, 27, шарнирно соединяющие кольцо 20 с кольцом 24, ось цапф 26, 27 параллельна;, оси 23. На цапфе 27, конец которой выступае из кольца 24, закреплен рычаг 28, взаимодействующий со штифтом 29 и связанный с корпусом 1 посредством пружины-30. На корпусе 1 смонтирован регулируемый упор 31, взаимодействующий с отжимным кольцом 20. С дорожкой качения кольца 10 взаимодействует инструмент 32, осуществляющий обработку, в данном случае абразивный круг для врезного шлифования желоба.
Бабка изделия работает следующим образом.
Кольцо 10 устанавливают базовым торцом на торец сменной накладки 9 вводя при этом цапфы 11 в вилки 1 .14. При этом упругие прижимы 16 прижимают цапфы 11 к поводкам 15, а упругие прижимы 18, взаимодействуя с одной из базовых площадок 12 поднимают вторую из этих площадок к упорам 17 (фиг.1) вилки 13. Затем включают обмотку 6 электромагнита, и кольцо 10 притягивается к торцу сменной накладки 9, После этого включают шпиндель 4 и осуществляют обработку дорожки каченияинструментом 32. Во время обработки пружина 30 прижимает конец рычага 28
к штифту 29, обеспечивая тем самым
параллельность торцов колец 20
и 24, и прижимает кольцо 20 к упору
31,удерживая рычаг 24,25 в отведенном положении. В этом положении кольцо 20 не касается толкателей
5 19 и не препятствует вращению шпинделя.
После окончания обработки останавливают шпиндель, отводят инструмент
32,отключают обмотку 6 и поворачивают рычаг 24,25. При этом отжимное
кольцо 20 прижимается к толкателям 19 и через них действует на цапфы 11, отрывая кольцо 10 от торца сменной накладки 9. Самоустановка
5 кольца 20 в кольце 24 путем поворота относительно цапф 26,27 обеспечивает возможность отрыва кольца 10 с преодолением остаточного намагничивания патрона, при любом
0 взаимном положении цапф 26, 27 и толкателей 19.
Формула изобретения
5 Бабка изделия станка для обработки дорожки качения наружного кольца подшипника, включающая корпус, шпиндель с магнитной планшайбой, а также средства для центрирования кольца,
0 sro ведении при обработке и снятия после ее окончания, отличающаяся тем, что, с целью обеспечения возможности обработки в полуавтоматическом режиме колец с цапфами на наружной поверхности и перпендикулярными оси цапф базовыми площадками, средства для центрирования выполнены в виде установленных с возможностью взаимодействия с цапфами двух вилок, каждая из которых снабжена параллельными оси шпинделя поводком и упругим прижимом, а также в виде установленных с возможностью взаимодействия с базовыми площадками упора и упругого прижима,
5 при этом средства для снятия кольца выполнены в виде подвижного в осевом направлении отжимного кольца и параллельных оси шпинделя толкателей, установленных с возможностью
0 взаимодействия своими концами с цапфами и отжимным кольцом.
Источники информации, принятые во внимание при экспертизе
1. Бабка изделия внутришлифоваль5 ных станков итальянской фирмы
Новерезе. -Экспресс-информация фирмы Новерезе, 1964.
.хШшш

W
я /
/5 Л
Jfl
у
j
г
е
