1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве зубообрабатывающих инструментов.
Известен зубчатый накатник, имеющий корпус и закрепленные на его периферии зубья, каждая из боковых поверхностей которых имеет заборный, калибрующий и предохранительный участки. В этом инструменте ширина калибрующих участков на всех боковых поверхностях выполнена одинаковой 1.
Однако такой инструмент с одинаковой шириной калибрующих участков не может улучшить точность обработки цилиндрических зубчатых колес, имеющих при обработке различную величину погрешностей входящего в зацепление профиля и выходящего.
Известен также инструмент для накатки цилиндрических зубчатых колес, выполненнъга в виде зубчатого колеса, боковые поверхности зубьев которого имеют заборный, калибрующий и предохранительный участки. Все указанные участки соседних боковых поверхностей выполнены с одинаковой шириной 2.
Однако в процессе работы такого инструмента в зацеплении инструмент - деталь боковые поверхности одного и того же зуба находятся в различных условиях нагружения, так как одна из них в зависимости от направления вращения инструмента в процессе обработки является ведомой, а вторая - ведущей. Поэтому получить заданную точность зубьев обкатываемого колеса в процессе обкатки его известным инструментом не удается.
10
Цель изобретения - повышение точности обработки.
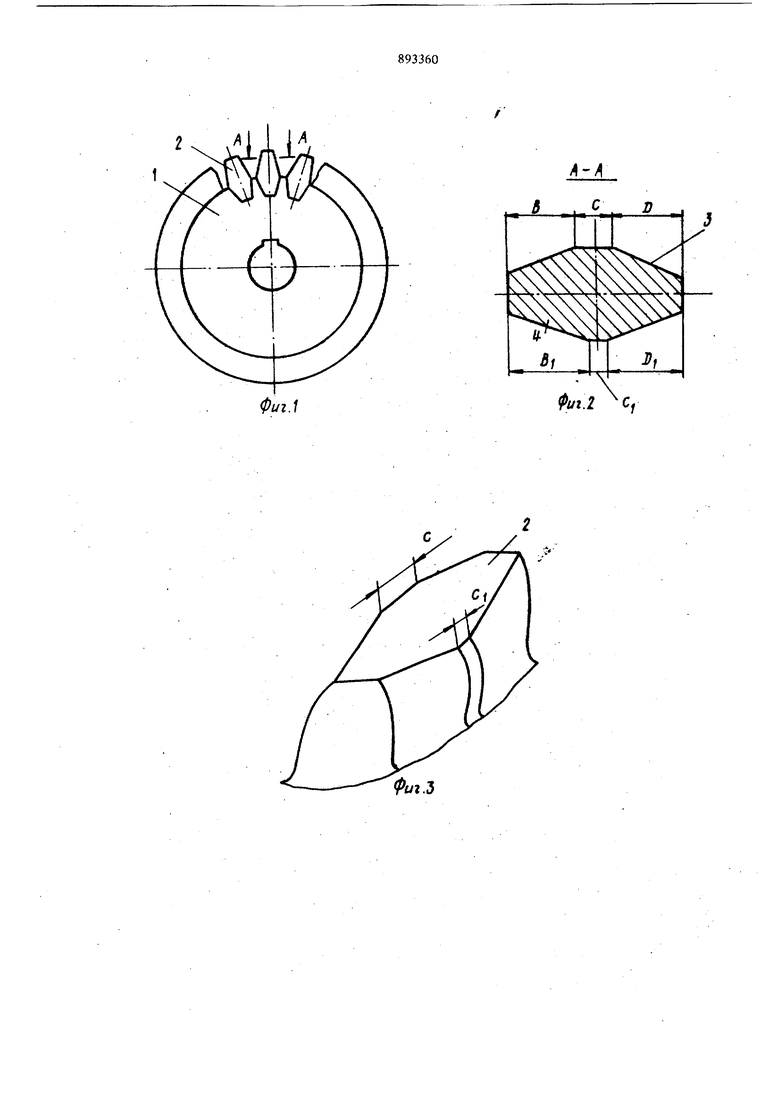
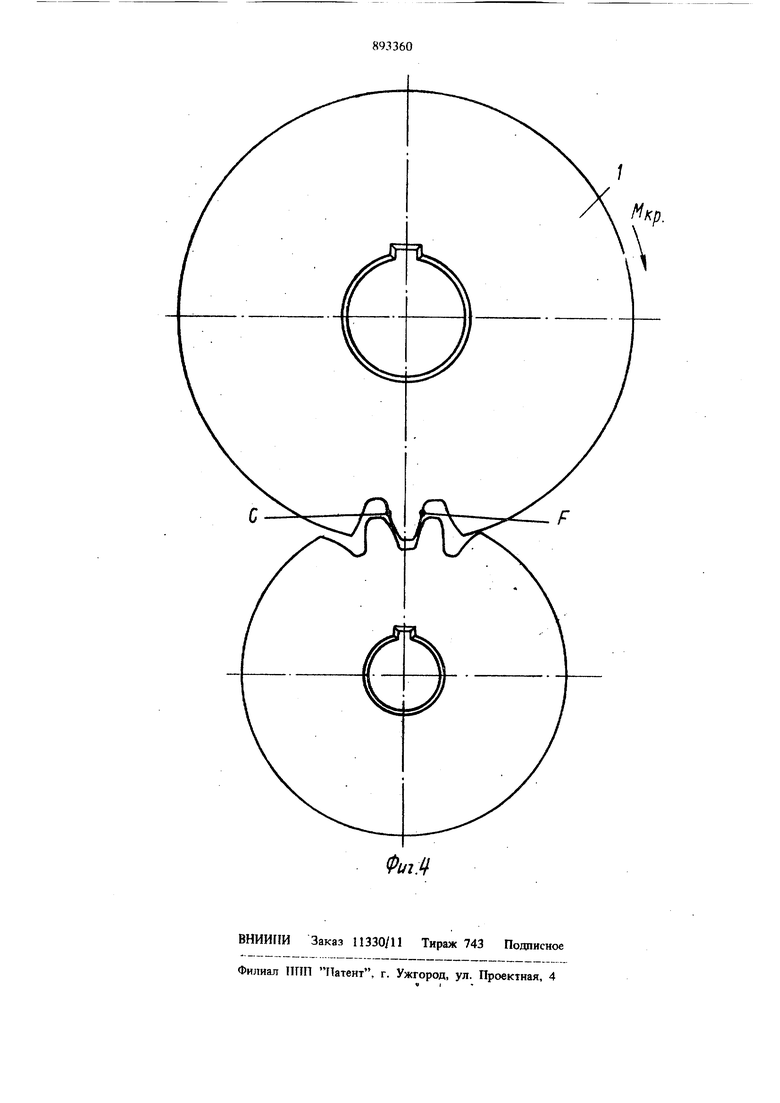
Поставленная цель достигается тем, что в зубчатом обкатном инструменте, выполненном в виде колеса с закрепленными на его пери15ферии зубьями, каждая из боковых поверхностей которых образована заборным, калибрующим и предохранительным участками, калибрующие участки, расположенные на каждых двух соседних боковых поверхностях, выполне20ны с разной шириной, причем отнопгение пгирины калибрующих участков боковых поверхностей одного зуба выбрано в пределах 1,05- 2,5. 3 На фиг. 1 показан инструмент, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (разрез одного из зубьев инструмента плоскостью, касательной к делительному цилиндру); на фиг. 3 - форма одного из зубьев инструмента аксонометрия; на фиг. 4 - схема работы инструмента. Инструмент состоит из корпуса 1 и закрепленных на его периферии зубьев 2. Каждая боковая поверхность 3 и 4 зубьев инструмента имеет аборные В и Bj, калибрующие С и Ci и предохранительные D и О, участки. Ширины Калибрующих участков одноименных профилей равны, однако ширины калибрующих участков двух боковых поверхностей одного зуба профи лей Си Cj различны, причем отнощение зтих ишрин лежит в пределах 1,05-2,5, Выполнение инструмента с различными по ширине калибрующими участками на разноимен ных профилях позволяет пропорцинальНо изменению указанной ширины изменять площади контакта в паре инструмент-деталь по ведущей и ведомой боковым поверхностям. Причем необходимо, чтобы ишрина калибрующих участков ведуащх поверхностей была больше соответствующей ширины калибрующих участков ведомых поверхностей профилей. Указанное изменение площади контакта позволяет обратно пропорционально изменить контактные давления на соответствующих разноименных боковых поверхностях, находящихся одновременно в кон такте что, в свою очередь, позволяет пропорционально изменить работу деформации по разт поименным профилям зубьев детали и тем самым компенсировать неодинаковые на этих боковых поверхностях усилия, возникающие за счет .наличия в сотленениях звеньев системы СПИД сил трения. В случае изготовления инструмента с отношением ширины калибрующих участков на разноименных профилях меньше чем в 1,05, указанного повышения точности достигнуть не удается. При изготовлении инструмента с отношением щирин калибрующих участков на разноименных профилях более 2,5 работа деформации на ведущих профилях станет значительно меньше, чем на ведомых, и указанное исправление окажет обратное воздействие.. Обработка цилиндрических зубчатых колес предлагаемым инструментом осуществляется на обычных зубошевинговальных станках путем обкатки с обрабатываемой деталью и с продольной подачей инструмента (или стола с обрабатываемым зубчатым колесом). При обработке инструмент вращают без реверса и в таком направлении, чтобы боковая поверхность инструмента, имеющая большую ширину калибрующего участка, была входящей. Инструмент можно также использовать при зубохонинговании. При этом абразивосодержашие рабочие элементы закрепляют на боковых поверхностях зубьев инструмента, а под шириной калибрующих участков понимают рабочую ширину зубчатого венца. При обработке инструментом предлагаемой конструкции по сравнению с известным погрешности профиля уменьшаются по нормам точности на 1,5-2 степени, например с 9-ой на 8-ую. Обработка инструментом предлагаемой конструкции может также заменить шевингование цилиндрических зубчатых колес средних степеней точности. Ожидаемый экономический эффект составит 0,005 руб. на одно обрабатываемое зубчатое колесо. Формула изобретения Зубчатый обкатной инструмент, выполненный в ввде колеса с закрепленными на его периферии зубьями, каждая из боковых поверхностей которых образовала заборным, калибрующим и предохранительцым участками, отличающийся тем, что, с целью повышения точности обработки, калибрующие участки, расположенные на каждых двух соседних боковых поверхностях, выполнены с разной шириной, причем соотнснышие ширины калибрующих участков боковых поверхностей одного зуба выбрано в пределах 1,05-2,5. Источники информации, принятые во внимание при экспертизе 1.Сб. Производство зубчатых передач и вопросы надежности. Под. ред. Ю. Н. Сухорукова, Омск, 1974, с. 112. 2.Авторское свидетельство СССР № 680796, кл. В 21 Н 5/02, 26.09.77 (прототип).
риг.1
Фиг.1 С,
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубчатый обкатной инструмент | 1981 |
|
SU963657A1 |
| Дисковой инструмент для обкатки зубьев зубчатых колес | 1980 |
|
SU869924A1 |
| Накатник для обработки цилиндрических зубчатых колес | 1980 |
|
SU912367A1 |
| Инструмент для накатки цилиндрических зубчатых колес | 1977 |
|
SU680796A1 |
| Инструмент для обкатки зубчатых колес | 1989 |
|
SU1616749A1 |
| Дисковый обкатник | 1984 |
|
SU1276408A2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| Дисковая протяжная головка | 1973 |
|
SU448921A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕСТЕРЕН И КОНТРОЛЯ СБОРКИ ИЗ НИХ МНОГОПОТОЧНЫХ ВЕРТОЛЕТНЫХ РЕДУКТОРОВ | 2002 |
|
RU2236341C1 |
| Инструмент для накатывания зубчатых профилей | 1979 |
|
SU946760A1 |