(54) ЗУБЧАТЫЙ ОБКАТНОЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубчатый обкатной инструмент | 1980 |
|
SU893360A1 |
| Накатник для обработки цилиндрических зубчатых колес | 1980 |
|
SU912367A1 |
| Дисковой инструмент для обкатки зубьев зубчатых колес | 1980 |
|
SU869924A1 |
| Дисковый обкатник | 1984 |
|
SU1276408A2 |
| Инструмент для накатки цилиндрических зубчатых колес | 1977 |
|
SU680796A1 |
| Инструмент для накатывания зубчатых профилей | 1979 |
|
SU946760A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕСТЕРЕН И КОНТРОЛЯ СБОРКИ ИЗ НИХ МНОГОПОТОЧНЫХ ВЕРТОЛЕТНЫХ РЕДУКТОРОВ | 2002 |
|
RU2236341C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| Способ накатывания зубчатых профилей | 1989 |
|
SU1706770A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
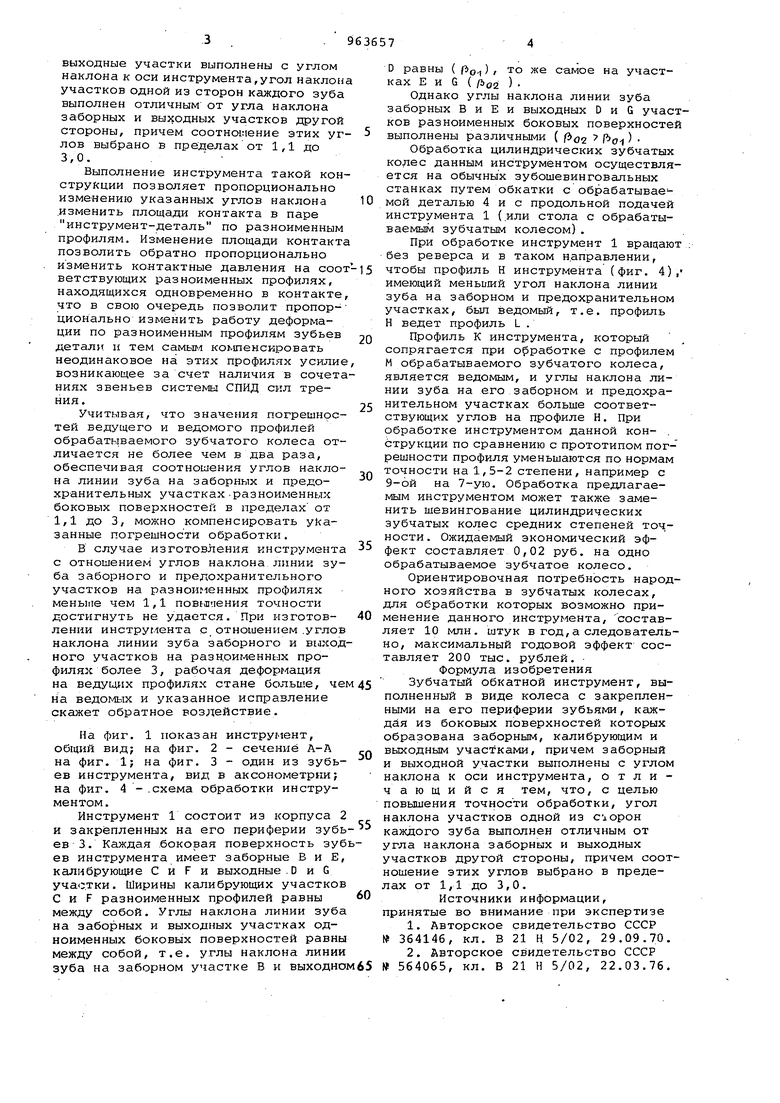
Изобретение относится к обработке металлов давлением, а именно к зубообрабатывающему инструменту для чистовой обработки цилиндрический зубчатых колес. Известен инструмент для чистовой обработки цилиндрических зубчатых колес, на боковых поверхностях которого с целью повышения точности обработк-и выполнены пазы с тупыми кром ками, проходящие от головки к ножке зуба и смещенные на соседних зубьях один относительно другого 1. Пазы с тупыми кромками, выполнены на боковой поверхности зубьев инструмента, уменьшают площадь контакта и тем самым снижают необходимое усилие деформирования, что повышает точность обработки. Однако и в этой конструкции площадь контакта инструмента с деталью не может быть значительно снижена, так как расстояние между пазами (ширина выступов ) должно быть таким,чтобы обеспечить необходимую прочность инструмента. Известен зубчатый обкатной инструмент, вУполненный в виде колеса с закрепленными на его периферии зубьями, каждая из одноименных боковых поверхностей которых образована забо ным, калибрующим и выходным участками С2 . Такой инструмент значительно снижает усилие в системе инструментдеталь при одинаковом объеме деформации по сравнению с описанным выше и обеспечивает более высокую точность обработки. Однако такой инструмент с одинаковыми углами наклона линии зуба на заборных и предохранительных участках разноименных боковых поверхностей не может значительно улучшить точность обработки цилиндрических зубчатых колес, имеющих при обработке различную величину погрешностей входящего в зацепление профиля и выходящего. Целью изобретения является повышение точности обработки за счет перераспределения усилий.по разноименным профилям зубьев обрабатываемых зубчатых колес в системе инструментдеталь при обработке. Цель достигается тем, что в зубчатом обкатном инструменте, выполненном в виде колеса с закрепленными на его периферии зубьями, каждая из боковых поверхностей которых образована заборным, калибрующим и выходным участкгили, причем заборные и выходные участки выполнены с углом наклона к оси инструмента, у гол наклон участков одной из сторон каждого зуба выполнен ОТЛИЧНЫМ от угла наклона заборных и выходных участков другой стороны, причем соотношение этих уг лов выбрано в пределах от 1,1 до 3,0. Выполнение инструмента такой кон струкции позволяет пропорционально изменению указанных углов наклона .изменить площади контакта в паре инструмент-деталь по разноименным профилям. Изменение площади контакт позволить обратно пропорционально изменить контактные давления на соо ветствующих разноименных профилях, находящихся одновременно в контакте что в свою очередь позволит пропорционально изменить работу деформации по разноименным профилям зубьев детали и тем самьш ког.шенсировать неодинаковое на этих профилях усилие возникающее за счет наличия в сочет ниях звеньев системы СПИД сил трения. Учитывая, что значения погрешностей ведущего и ведомого профилей обрабатываемого зубчатого колеса отличается не более чем в два раза, обеспечивая соотношения углов наклона линии зуба на заборных и предохранительных участках.разноименных боковых поверхностей в предбзлах от 1,1 до 3, можно компенсировать ykaзанные погрешности обработки. В случае изготовления инструмента с отношением углов наклона линии зуба заборного и предохранительного участков на разноименных профилях MeHbitie чем 1,1 повьл-ления точности достигнуть не удается. При изготовлении инструмента с отношением .углов наклона линии зуба заборного и выход ного участков на разноименных профилях более 3, рабочая деформация на ведугдих профилях стане бол., че ria ведомых и указанное исправление скажет обратное воздействие. На фиг. 1 показан инструмент, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - один из зубь ев инструмента, вид в аксонометрии; на фиг. 4 -.схема обработки инструментом. Инструмент 1 состоит из корпуса и закрепленных на его периферии зуб ев 3. Каждая боковая поверхность зу ев инструмента имеет заборные В и Е калибрующие С и F и выходные.D и G учас.тки. Ширины калибрующих участко С и F разноименных профилей равны между собой. Углы наклона линии зуб на заборных и выходных участках одноименных боковых поверхностей равны между собой, т.е. у.глы наклона лини зуба на заборном участке В и выходн D равны ( Роч)/ то же самое на участках Е и G ( Ъ(,2 ) Однако углы наклона линии зуба заборных В и Е и выходных О и G участков разноименных боковых поверхностей выполнены различными ( ftoy 7 Ъ ) . Обработка цилиндрических зубчатых колес данным инструментом осуществляется на обычных зубошевинговальных станках путем обкатки с обрабатываемой деталью 4 и с продольной подачей инструмента 1 (.или стола с обрабатываемым зубчатым колесом). При обработке инструмент 1 вращают без реверса и в таком н.аправлении, чтобы профиль Н инструмента (фиг. 4), имеющий мены1.Ий угол наклона линии зуба на заборном и предохранительном участках, был ведомый, т.е. профиль Н ведет профиль L . Профиль К инструмента, который сопрягается при обработке с профилем М обрабатываемого зубчатого колеса, является ведомым, и углы наклона линии зуба на его заборном и предохранительном участках больще соответствующих углов на профиле Н. При обработке инструментом данной кон- . струкции по сравнению с прототипом погрешности профиля уменьшаются по нормам точности на 1,5-2 степени, например с 9-ой на 7-ую. Обработка предлагаемым инструментом может также заменить шевингование цилиндрических зубчатых колес средних степеней точ,ности. Ожидаемый экономический эффект составляет 0,02 руб. на одно обрабатываемое зубчатое колесо. Ориентировочная потребность народного хозяйства в зубчатых колесах, для обработки которых возможно применение данного инструмента, составляет 10 млн. штук в год,а следовательно, максимальный годовой эффект составляет 200 тыс. рублей. Формула изобретения Зубчатый обкатной инструмент, выполненный в виде колеса с закрепленными на его периферии зубьями, каждйя из боковых поверхностей которых образована заборным, калибрующим и выходным участками, причем заборный и выходной участки выполнены с углом наклона к оси инструмента, отличающийся тем, что, с целью повышения точности обработки, угол наклона участков одной из сиорон каждого зуба выполнен отличным от угла наклона заборных и выходных участков другой стороны, причем соотношение этих углов выбрано в пределах от 1,1 до 3,0. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 364146, кл. В 21 Н 5/02, 29.09.70. 2.Авторское свидетельство СССР № 564065, кл. В 21 Н 5/02, 22.03.76.
.
Фиг.1
Po(2}
Риг.З
