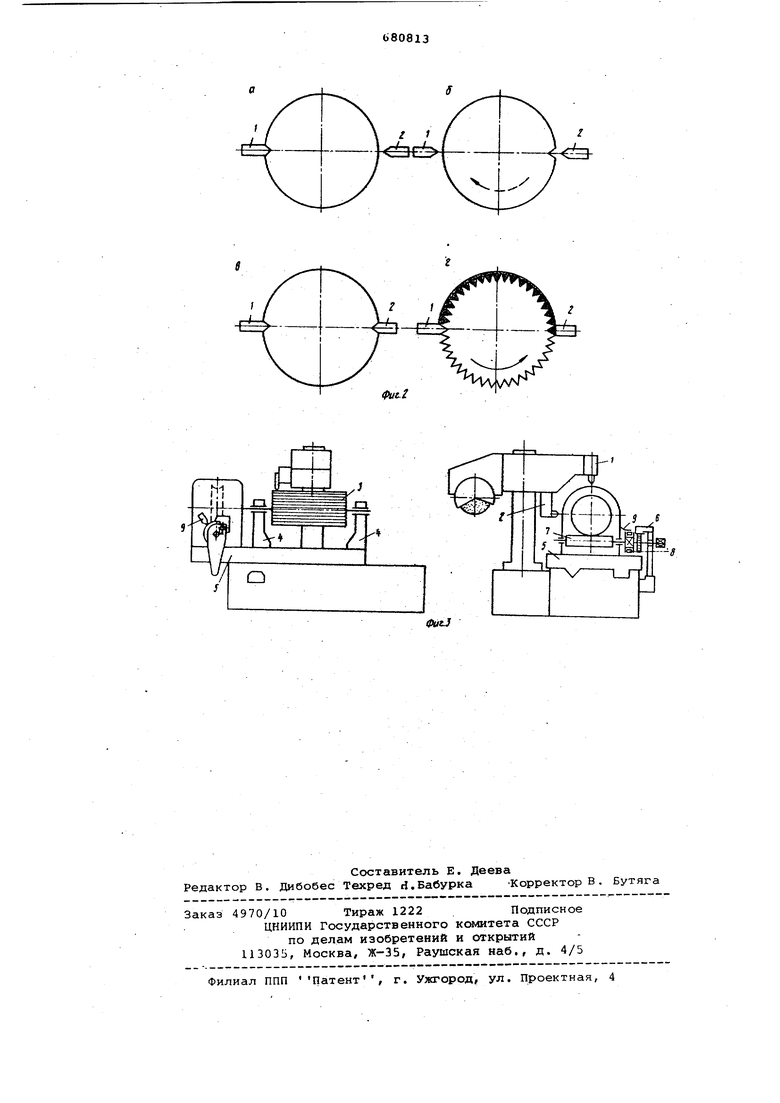
1. Изобретение относится к машиностроению . Известен способ нарезки рифлей на валках двумя резцами, каждый из кото рых нарезает рифли полного профиля при возвратно-поступательном движении и повороте валка. Настройка делительного механизма должна обеспечить Viape3Ky нечетных рифлей одним резцом, а четных -другим резцом 1. Рифли нарезают следующим образом. Сначала нарезают три рифли одним рез цом при настройке делительного механизма на шаг, соответствующий заданному числу рифлей. Затем перестраива ют храповой механизм на удвоенный шаг, на первую рифлю устанавливают один резец, который вторично проходит третью рифлю и далее нарезает только нечетные рифли. Второй резец устанавливают на вторую из трех уже нарезанных рифлей и при дальнейшей работе он будет нарезать только четные рифли. При нарезке рифлей известным способом необходимо перенастраивать хра повой механизм с одинарного на двойной круговой шаг, что отражается на точности взаимного расположения рифлей, усложняет обслуживание станка и снижает производительность нарезки. Целью изобретения является повышение производительности и качества обработки за счет нарезки рифлей Ксисдым из резцов своего участка валка. Для .этого сначала нарезают одну рифлю одним резцом, затем после поворота валка устанавливают другой резец по наре занной рифле и ведут обработку несколькими резцами одновременно. На фиг. 1 показана последовательность нарезки предлагаемым способом при расположении резцов под углом на фиг. 2 - то же, при расположении резцов под на фиг. З-- устройство для осуществления способа, вид спереди. Рифли нарезают двумя резцами 1 и 2. Мельничный валок 3 устанавливают в исходном положении в люнетах 4, расположенных на столе 5 шлифовально-рифельного станка. Передаточное число делительно-уклонного механизма 6 кратно количеству установленных резцов. На валу червяка 7 делительно-уклонного механизма б закреплен
лимб 8. определяющий по неподвижному указателю 9 точное положение мельничного валка 3,
В процессе работы стоп 5 с депительно-уклонным механиэмсм ь, люнетами 4 и мельничным валком 3 перемещается возвратно-поступательно. Движением стола нарезают одну рифлю. Затем совмещают риску лимба 8 с неподвижным указателем 9. Вращени( .червяка 7 с лимбом 8 переворачивают валок 3 до нового совмещения риски лимба -8 с неподвижным указателем 9 после необходимого числа оборотов червяка 7, При этом валок соверша ет точный поворот без деления на угол,, дуга окружности кот доого на алке соответствует величине выбранного участка независимой нарезки. Затем при возвратно-паступательном движении стола 5 с делительным поворотом мельничного валка 3 производится нарезка рифлей одновременно двумя рез цами, каждый из которьах нарезает : рифлн на своем участке до тех пор, пока рифли, нарезанные разнь ми резцами не расположатся рядЬм на границе своих участков. ЕСЛИ yfoji, сооТветствующий участку окружности валка обрабатываемого одним резцсж, равен 180 , обработка на этом . заканчивается. ЕСЛИ же этот угол меньше 180, повторно совмещают риску лимба 8с указателем 9 и затем вращением черФut.
вяка 7 с лимбсм 8 поворачивают валок 3 до совмещения риски лимба 8 с указателем 9 после необходимого числа оборотов червяка 7. После зтого нарезают рифли аналогично описанному выше. Операции наладочного поворота валка с последующей нарезкой рифлей по участкам повторяют до полной нарезки валка. .
Формула изобретения
Способ н фезки рифлей на мельничных валках одновременно несколькими резцами, каждым из котърых нарезают
рифли полного профиля, а валку сообщают возвратно-поступательное движение и поворот, отличающийся тем, что, с целью повьацения производительности и качества
обработки за счет наре.зки рифлей каждым из резцов своего участка валка, сначала производят нарезку одной рифли одним резцом, затем после поворота валка, устанавливают другой резец по нарезанной рифле -и ведут обработку несколькими резцами ояновременно.
Источники информации, принятые во внимание при экспертизе
1. КЬтляр Л. И. и Кестельман Н.Я.
Шлифование и нарезка мельничных валков, М., Хлебоиздат, 1958, с. 14, 80.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования и рифления мукомольных валков | 1978 |
|
SU764945A1 |
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| Универсальная делительная головка | 1946 |
|
SU68947A1 |
| Станок для нарезки рифлей на вальцах | 1932 |
|
SU36226A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ ВАЛКОВ ПИЛЬГЕРСТАНА | 1992 |
|
RU2102192C1 |
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ НАРЕЗАНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 1990 |
|
RU2027578C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УНИВЕРСАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ НАНЕСЕНИЯ РИСОКНА ШКАЛАХ | 1969 |
|
SU244654A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| Способ и приспособление для нарезки многозаходных червяков на токарном станке | 1935 |
|
SU47888A1 |
Фи1.2
