Изобретение относится к станкам для обработки деталей с переменной малкой и может быть использовано на предприятиях авиационной, ракетной и судостроительной промышленности, преимущественно для обработки нерастянутых пакетов сотовых заполнителей.
Известны копировально-фрезерные станки подобного назначения, содержащие закрепленную на подвижной траверсе поворотную фрезерную головку и связанные с роликами копиры .
Основным недостатком кине.матики известных станков является то, что они не могут обеспечить обработку малкованнз1х деталей по копирам, контур которых точно соответствует шаблонам крайних сечений деталей.
С целью возможности и обработки деталей по копирам, рабочий контур которых выполнен в точном соответствии с шаблонами крайних сечений дeтaли предлагаемый станок снабжен закрепленными на траверсе с возможностью радиального перемещения, связанными с фрезерной головкой валами, жестко закрепленными на них планшайбами, несущими установленные с возможностью радиального перемещения ползуны, и качалками, большие плечи которых соединены с ползунами, а меньшие - роликами., причем связь .между валами и головкой выполнена в виде шестерен с общим передаточным числом, равным единице.
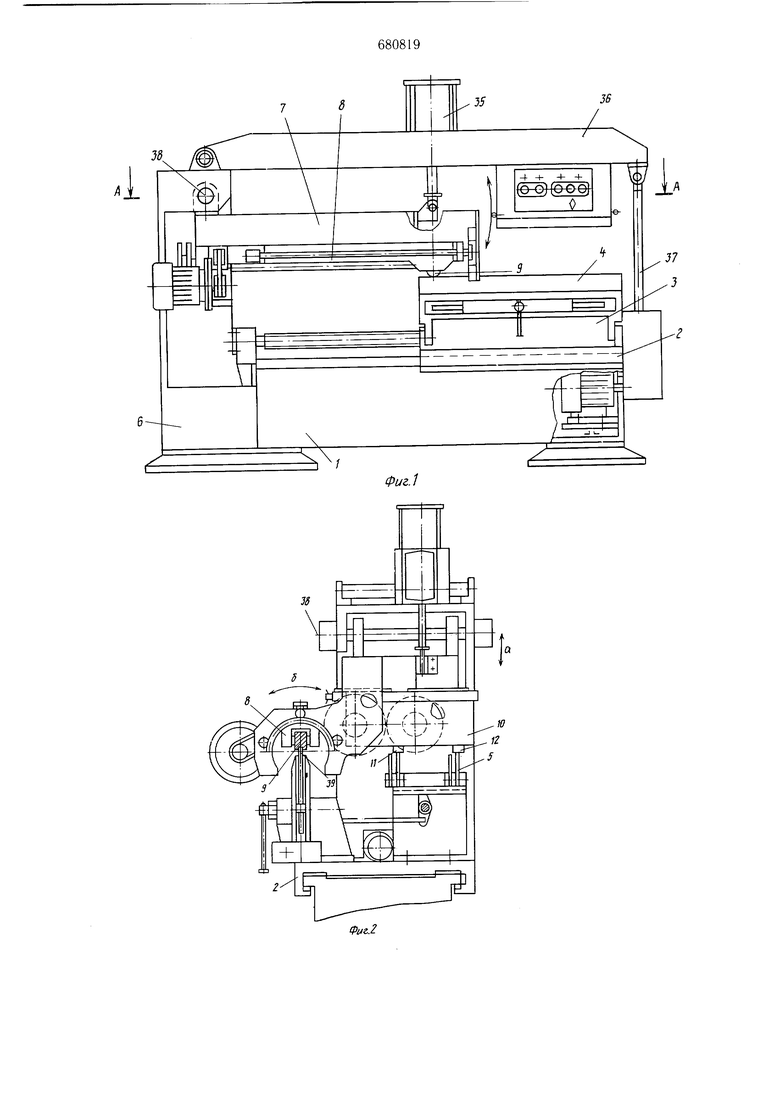
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - то же. вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - кинематическая схема станка.
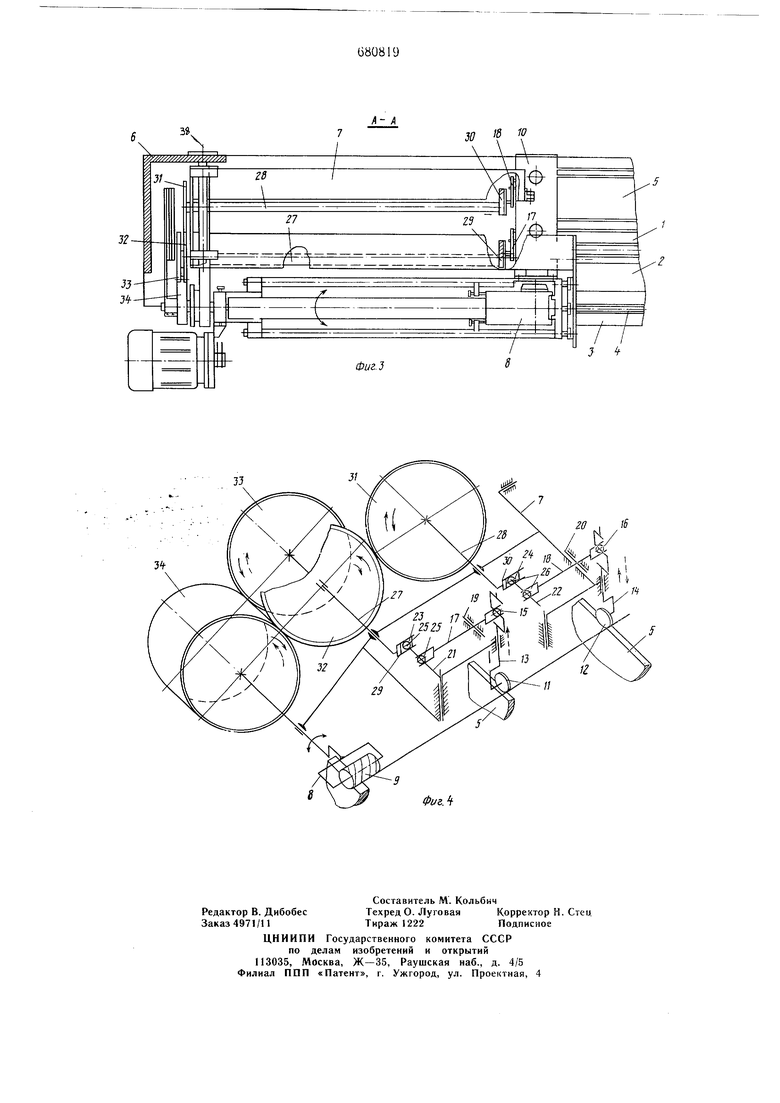
На станине 1 станка расположены стол 2 с приспособлением 3 для крепления обрабатываемых деталей 4 и блок копиров 5. С торца станины закреплена тумба 6, на которой смонтирована траверса 7 с поворотной фрезерной головкой 8, несу щей фрезу 9. На траверсе 7 установлена копирная система 10, которая состоит из копирных роликов 11, 12, соединенных щтоками 13, 14 (фиг. 3) и четырех роликов 15, 16 соответственно с вилками меньших плеч качалок 17,
18, установленных на осях 19, 20. Вилки больших плеч качалок 17, 18 соединены с осями 21, 22 (фиг. 4) ползунов 23, 24 через шарикоподшипники 25. 26. В корпусе траверсы 7 закреплены подвижно в радиальном направлении валы 27, 28 (фиг. 3), на концах которых р одной стороны закреплены неподвижно план1пайбы 29, 30 с прямоугольными пазами, проходящими черс. центр вращения валов 27, 28. В пазах расположены ползуны 23, 24 (фиг. 4). С другой стороны на валу 28 закреплена неподвижно шестерня 31 (фиг. 3), на.ходящаяся в зацеплении с шестерней 32, свободно гюсаженпой на вал 27. Шестерня 33 закреплена неподвижно на валу 27. Обе щестерни 32 и 33 входят в зацепление с шестерней 34, Шестерня 34 жестко связапа с фрезерной головкой 8 (фиг. 4) так, что периферия фрезы 9 своей нижней частью пересекается с осью вращения шестерни 34. Передаточное отношение шестерен 31, 32, 33, 34 равно 1. Траверса 7 шарнирно связана с пневмоцилиндром 35 (фиг. 1), установленны-м по продольной балке 36, один конец которой шарнирно закреплен ,на тумбе 6, а другой тягой 37 связан с торцом станины 1.
Станок работает следующим образом.
На столе 2 станка в зажимном приспособлении 3 закрепляют обрабатываемую деталь 4. Включают привод главного движения, подачу воздуха, а пневмоцилиндр 35, и траверса 7 начинает опускаться до тех пор, пока копирные ролики 11, 12 не установятся на копирах 5. Далее включается привод перемещения стола 2 и в процессе его перемещения происходит формообразование обрабатываемой поверхности. При этом сложное формообразующее движение получается из двух простых движений (фиг. 2), а именно: колебательного движения по стрелке а траверсы 7 на оси 38 в вертикальной плоскости и вращательного (по стрелке б) образующей фрезы 9 вокруг оси 39, перпендикулярной оси 38. Движение вокруг оси 38 определяется наличием выпуклости или вогнутости копиров и осуществляется всей траверсой 7 вместе с инструменто.м 9 и копирными роликами 11, 12 в масштабе 1:1, который при данном движении образует жесткую кинематическую связь.
Движение вокруг оси 39 осуществляется кинематической цепью, связывающей фрезу 9 с копирными роликами 11, 12 и которая работает следующим образом.
При появлении разницы по высоте копиров 5 ролик 12, контактирующий, например, с большим по высоте копиром, начнет перемещаться вертикально вверх и своим ролико.м 16 воздействует на малое плечо качалки 18, большее плечо которой через ось 22
с шарикоподшипниками 26 (перемещающуюся в вертикальной плоскости) увлекает за собой ползун 24, планшайбу 30 вниз, сообщая крутящий момент валу 28, направленный по часовой стрелке. Жестко связанная
с валом 28 шестерня 31 через паразитную шестерню 32 приводит во вращение шестерню 34 с фрезерной головкой 8, поворачивая фрезу на определенный угол.
В свою очередь шестерня 34 приводит во вращение шестерню 33 с валом 27 в
противоположном направлении по отношению к повороту шестерни 31. При этом планшайба 29 с ползуном 23 увлекает шарикоподшипники 25 с осью 21 вверх. Таким образом, при воздействии на большее плечо качалки 17, меньшее плечо будет перемещаться вниз до тех пор, пока ролик 11 не коснется копира 5, и наступит равновесие сил в системе. В дальнейшем этот процесс будет происходить беспрерывно (без отрыва роликов от копиров), обеспечивая получение заданных копирами малок, на детали. По окончании обработки включают привод перемещения стола, траверса 7, пневмоцилиндром 35 поднимается вверх, выключают привод главного движения.
Формула изобретения
Копировально-фрезерный станок для обработки деталей с переменной малкой, напри.мер пакетов сотовых блоков в сжатом виде, содержащий закрепленную на подвижной траверсе поворотную фрезерную головку и связанные с ролика.ми копиры, отличающийся тем, что, с целью возможности обработки деталей по копирам, рабочий контур которых выполнен в точном соответствии с шаблона.ми крайних сечений детали, снанок снабжен закрепленными на траверсе с возможностью перемещения . в радиальном направлении связанными с фрезерной головкой валами с жестко закрепленными на них планщайбамн, несущими установленные с возможностью радиального пере.мещения ползуны, и качалками, большие плечи которых соединены с ползуна.ми, а меньшие - с роликами, причем связь между валами и
головкой выполнена в виде шестерен с общим передаточным числом, равным единице.
Источники информации, принятые во внимание при экспертизе
1. Изготовление и контроль сотовых клееных конструкций из алюминиевых сплавов РТМ-984, НИАТ, 1961, с. 42.
36
}5
Cs
И
11,
:1 L/i
а
I
37 /3
т
3 V
х:

| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1979 |
|
SU776794A1 |
| Планетарный фрезерный станок | 1979 |
|
SU831419A1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| Переносной фрезерный станок | 1987 |
|
SU1579649A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ПО ДЕРЕВУ | 1972 |
|
SU346108A1 |
| Фрезерный станок для разделки переменных малок и разладок на кромках досок наружной обшивки и настила палуб деревянных и композитных судов | 1949 |
|
SU87261A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| СТАНОК ДЛЯ СНЯТИЯ ФАСКИ | 1972 |
|
SU338313A1 |
3S
