(54) СТАНОК ДЛЯ ОБРАЗОВАНИЯ ЗУБЬЕВ ПИЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Автоматический штамповочный станок для изготовления ножовочных полотен из ленты | 1948 |
|
SU84545A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Устройство для образования пазов на периферии ленточного материала | 1980 |
|
SU880642A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КИРПИЧА | 2001 |
|
RU2193967C1 |
| Станок для заточки пил | 1977 |
|
SU763071A1 |
| Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм | 2022 |
|
RU2791117C1 |
1
Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано, в частности, при производстве джинных и линтерных пил.
Известны станки для образования зубьев пил, на которых производят плющение зубьев, в результате которого происходит их упрочнение I.
Недостатком таких станков является то, что на них обрабатывают зубья пил, вырубленные ранее на другом станке. Следовательно, процесс обработки зубьев, осуш,ествляемый при помощи таких станков, имеет невысокую производительность.
Известен также станок для образования зубьев пил, содержащий станину, на которой закреплен щпиндель для установки и поворота заготовок, а также матрица для вырубки пазов. Станок имеет также пуансонодержатель, несущий пуансон для вь рубки пазов и связанный кривошипно-шатунным механизмом с приводным валом станка 2.
Однако на таком станке нельзя производить насечку зубьев (вырубка пазов) без
предварительного уплотнения, в результате чего зубья имеют невысокую стойкость.
Для повышения стойкости зубьев пил предлагаемый станок снабжен узлом уп,потнения кромки заготовки, установленным по ходу технологического процесса перед пуансоном и матрицей для вырубки. Узел этот выполнен в виде пуансона, закрепленного в пуансонодержателе и наковальни-матрицы, закрепленной на станине.
Кроме того, с целью обеспечения возможности повторного использования пил, станок снабжен подвижным и неподвижным ножами для отрезки изношенных зубьев, соответственно закрепленными в пуансонодержателе и на станине станка.
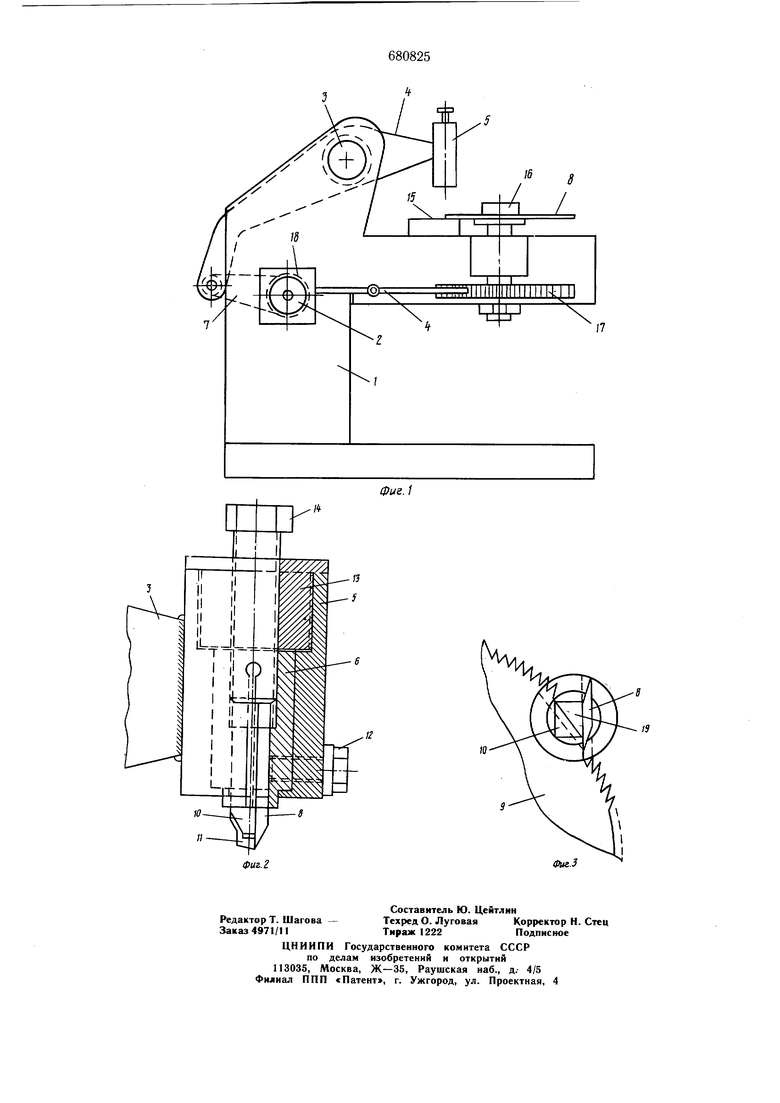
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - пуансонодержатель с пуансонами и ножом; на фиг. 3 показана обрабатываемая пила и инструмент для обработки, вид сверху.
Станок содержит станилу 1. размещенные на ней ведущий эксцентриковый вал 2, вал 3, на котором установлен рычаг 4, несущий головку 5 с пуансонодержателем 6. Нижний конец рычага 4 шатуном 7 связан с эксцентриковым валом 2. В пуансонодержателе 6 закреплены пуансон 8 для вырубки пазов в пиле 9 и образования зубьев, пуансон 10 для уплотнения (наклепа) фаски на кромке пилы, установленной по ходу технологического процесса перед пуансоном 8, и нож для отрезки изноц енных зубьев.
Пуансоны 8 и 10 и нож 11 закреплены в пуансонодержателе болтом 12. Положение пуансонов по высоте регулируется пробкой 13 и винтом 14.
Рабочие поверхности пуансона и ножа имеют форму и размеры, соответствующие форме и размерам зубьев и фаски на кромке пилы.
На станине 1 станка закреплена матрица 15, вращающийся центр 16, на котором устанавливают заготовку пилы 9, делительный диск 17 и механизм 18 поворота стола, кинематически связанный с эксцентриковым валом 2. Па матрице 15 выполнены режущие кромки, соответствующие режущим кромкам пуансона 8. Зеркало матрицы на участке взаимодействуя с пуансоном 10 служит наковальней. В зоне взаимодействия с ножом 11 на матрице установлен неподвижный нож 19.
Станок настраивают следующим образом.
Пуансонодержатель 6 с пуансонами 8 и 10 и ножом 11 закрепляют в головке 5 и устанавливают головку в нижнее мертвое положение. Пуансон 8 вводят в окно матрицы 15 на глубину 2-3мм, пуансон 10 устанавливают с зазором 0,2-0,3 мм по высоте относительно зеркала 1уатрицы, а нож 11 опускают так, чтобы его режущая кромка располагалась на 2-3 мм ниже режущей кромки ножа 19. Затем пуансонодержатель 5 поворачивают на угол, соответствующий углу наклона зубьев, и закрепляют.
Описываемый станок обеспечит увеличение срока службы пил, позволит сократить их годовой расход, позволит значительно уменьщить дробление семян, увеличить производительность и выработку линта на 10- 15%, вдвое уменьшить расходы на подготовку и замену пил.
Формула изобретения
заготовки, установленным по ходу технологического процесса перед пуансоном и матрицей для вырубки и выполненным в виде пуансона, закрепленного в пуансонодержателе и наковальни-матрицы, закрепленной на станине.
Источники информации, принятые во внимание при экспертизе
№ 162015, кл. В 23 D 63/06, В 23 D 63/18, 24.06.69.
