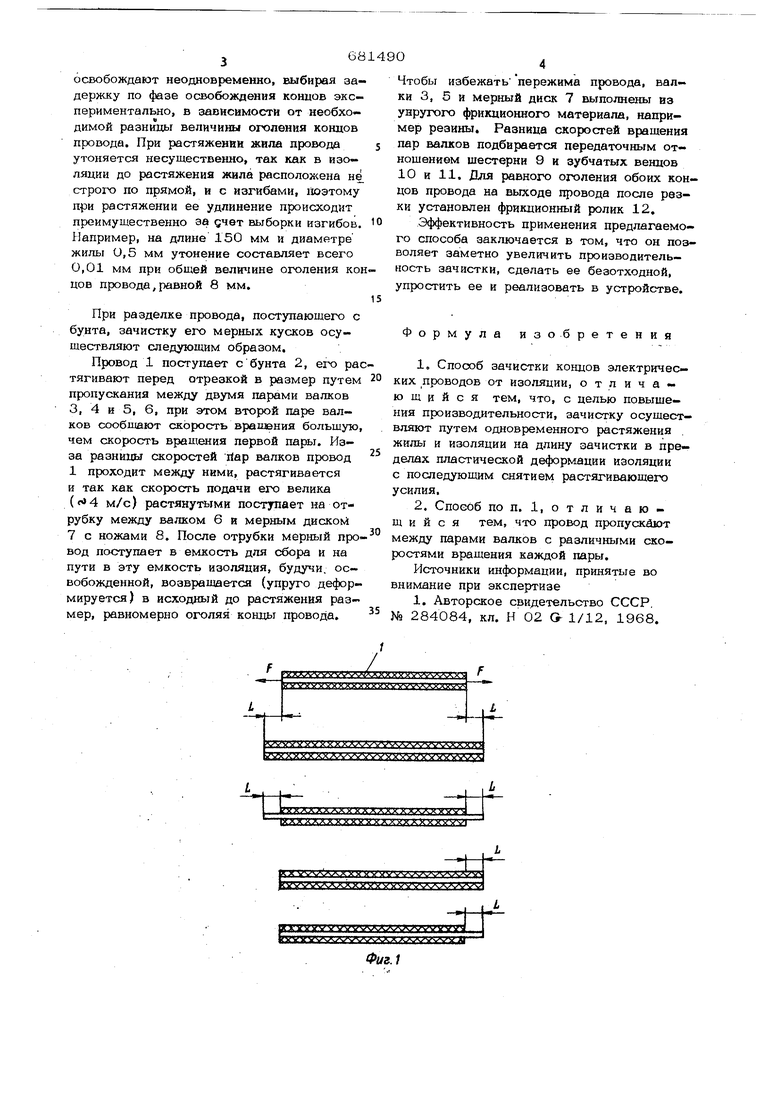
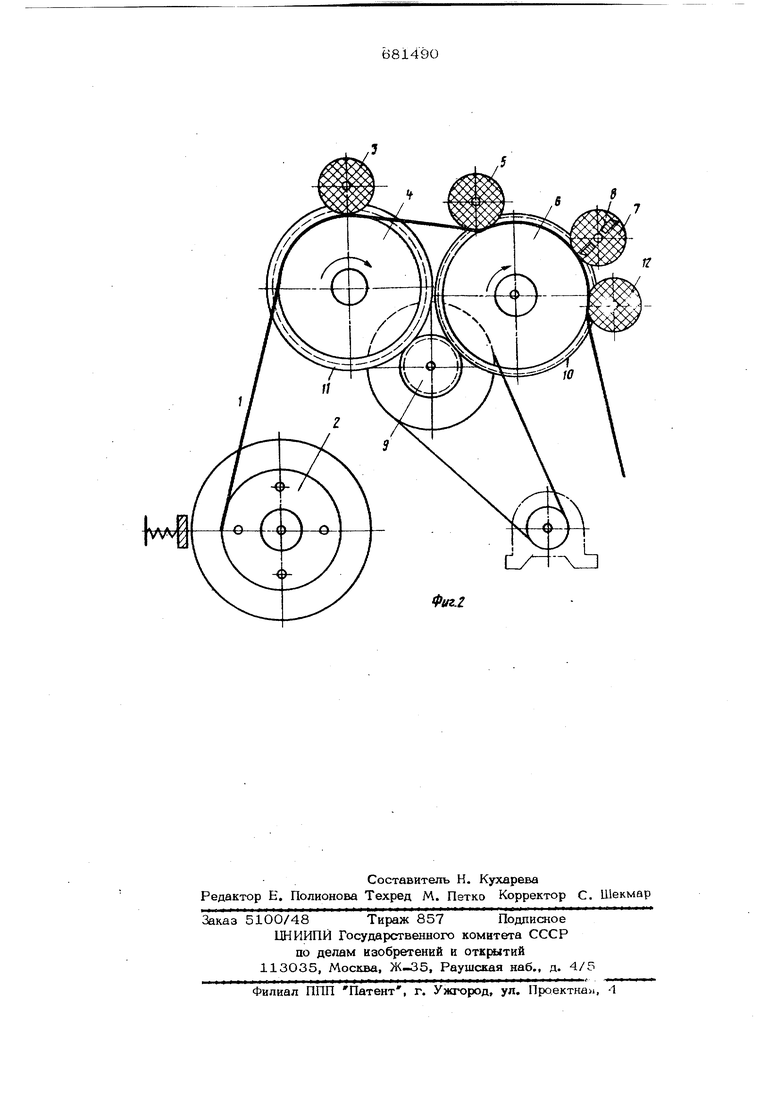
Изобретение относится к технологии подготовки электрических проводов к монтажу и может быть использовано в электротехнической, радиоэлектронной и приборостроительной отраслях промышленности. Известен способ зачистки электрически проводов, при котором изоляция надрезается вдоль и поперек снимаемого, участка с последующим удалением с жилы 1. Однако известный способ трудно осуществить, особенно при автоматизации процесса. Целью изобретения является повышение производительности обработки провода. Это достигается тем, что зачистку осу ществляют путем одновременного растяжения жилы и изоляции на длину зачистки в пределах пластической деформации изоляции с последующим снятием растягивающего усилия. Для растяжения провода на необходимую длину его пропускают между двумя парами валков с различными сжо- ростами враидвния каждой пары. Па фиг. 1 показана принципиальная схема осуществления способа зачистки; на фиг. 2 - схема растяжения провода на необходимую длину. Способ осуществляют следуюшим образом. Привод 1 усилием F растягивают на величину L или 2L , равную потребной величине оахзления концов, после чего растягивающее усилие снимают, освобождая провод. Изол$щия и жила провода вытягиваются на равную величину. Жила пров(зда выполнена из пластического материала (медь, алюминий), поэтому ока остается растянутой, а изоляция растянута в пределах ее упругой деформации, и после растяжения как пружина возвраииется в исходное положение и принимает прежний размер. .Если необходимо оголить оба конца то освобождают их оба, если нужно оголить один конец провода, то освобождают этот конец,, придерживая второй. При различной величине оголения KOHiioB провода оба конца освобождают неодновременно, выбирая задержку по фазе освобождения концов экспериментально, в зависимости от необходимой разницы величины оголения концов провода. При растяжении жила провода утоняется несущественно, так как в изоляции до растяжения жила расположена не строго по прямой, и с изгибами, поэтому при растяжении ее удлинение происходит преимущественно за дчет выборки изгибов. Например, на длине 150 мм и диаметре жилы 0,5 мм утонение составляет всего 0,01 мм при общей величине оголения ко цов провода, равной 8 мм, При разделке провода, поступающего с бунта, зачистку его мерных кусков осуществляют следующим образом. Провод 1 поступает с бунта 2, его ра тягивают перед отрезкой в размер путем пропускания между двумя парами валков 3, 4 и 5, 6, при этом второй паре валков сообщают скорость вращения больщую чем скорость вращения первой пары. Изза разницы скоростей itap валков провод 1 проходит между ними, растягивается и так как скорость подачи его велика (4 м/с) растянутыми поступает на отрубку между валком 6 и мерным диской 7 с ножами 8. После отрубки мерный про вод поступает в емкость для сбора и на пути в эту емкость изоляция, будучи, освобожденной, возвращается (упруго деформируется) в исходный до растяжения размер, равномерно огчэляя концы провода. Чтобы избежать пережима провода, валки 3, 5 и мерный диск 7 выполнены из упругого фрикционного материала, например резины. Разница скоростей вращения пар валков подбирается передаточным отношением шестерни 9 и зубчатых венцов 10 и 11. Для равного огопения обоих концов провода на выходе провода после резки установлен фрикционный ролик 12. Эффективность применения предлагаемого способа заключается в том, что он позволяет заметно увеличить производительность зачистки, сделать ее безотходной, упростить ее и реализовать в устройстве. Формула изобретения 1.Способ зачистки концов электрических проводов от изоляции, отличающийся тем, что, с целью повышения производительности, зачистку осуществляют путем одновременного растяжения жилы и изоляции на длину зачистки в пределах пластической деформации изоляции с последующим снятием растягивающего усилия, 2.Способ по п. 1, отличающий с я тем, что провод пропускают между парами валков с различными скоростями вращения каждой пары. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР, N9 284084, кл. И 02 а 1/12, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
| Способ зачистки концов электрических проводов от изоляции | 1980 |
|
SU909736A1 |
| РЕШЕТЧАТОЕ ОГРАЖДЕНИЕ ИЗ ПРОКАТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1995 |
|
RU2107792C1 |
| ЗАБОЙНЫЙ ВОДОНАГРЕВАТЕЛЬ ДЛЯ НАГНЕТАТЕЛЬНОЙ СКВАЖИНЫ | 2001 |
|
RU2204696C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАСТЯЖИМОЙ ОБЕРТОЧНОЙ ПЛАСТМАССОВОЙ ПЛЕНКИ | 1998 |
|
RU2191694C2 |
| Станок для резки электрических проводов и зачистки их концов от изоляции | 1980 |
|
SU868902A1 |
| Способ изготовления жгутов электропроводов | 1987 |
|
SU1497780A1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ПОЛОС ПОСТОЯННОЙ ШИРИНЫ И ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНЫ | 2003 |
|
RU2239510C1 |
| УСТРОЙСТВО ДЛЯ МЕРНОЙ РЕЗКИ И ЗАЧИСТКИ ПРОВОДОВ | 1989 |
|
SU1831217A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 2003 |
|
RU2267551C2 |
f Ttyyy у yyyvN
X1fVf f J J.:f,/-.
IwyyTfx;
