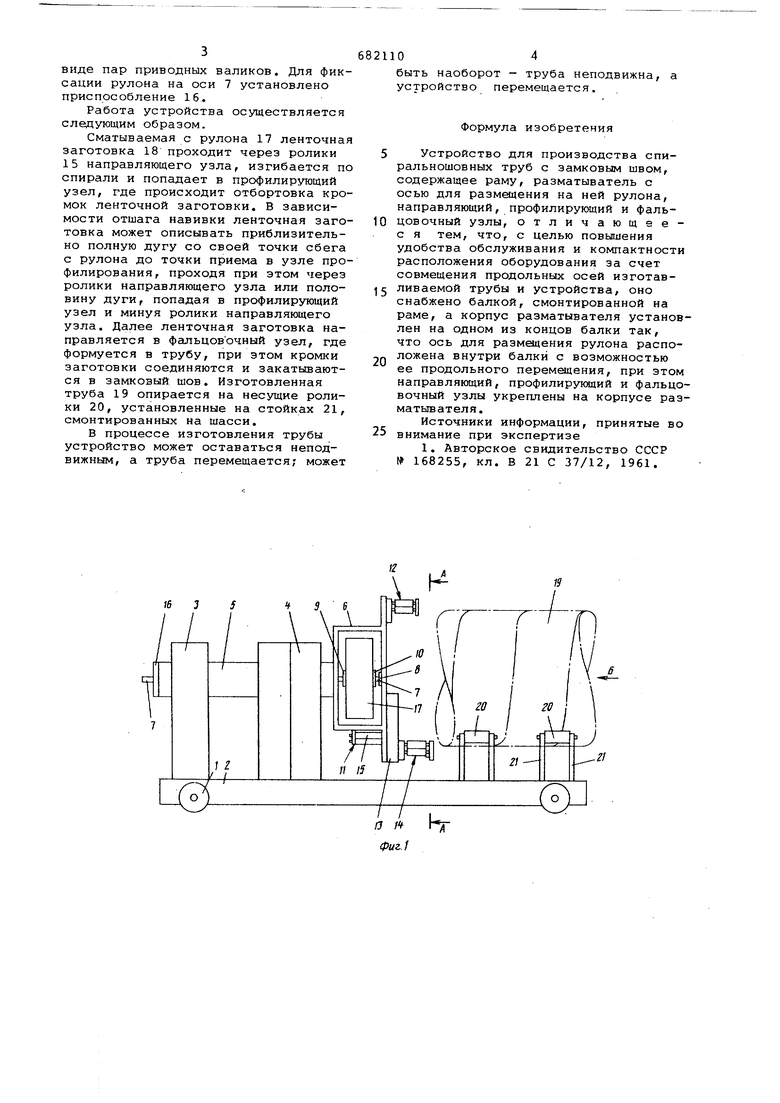
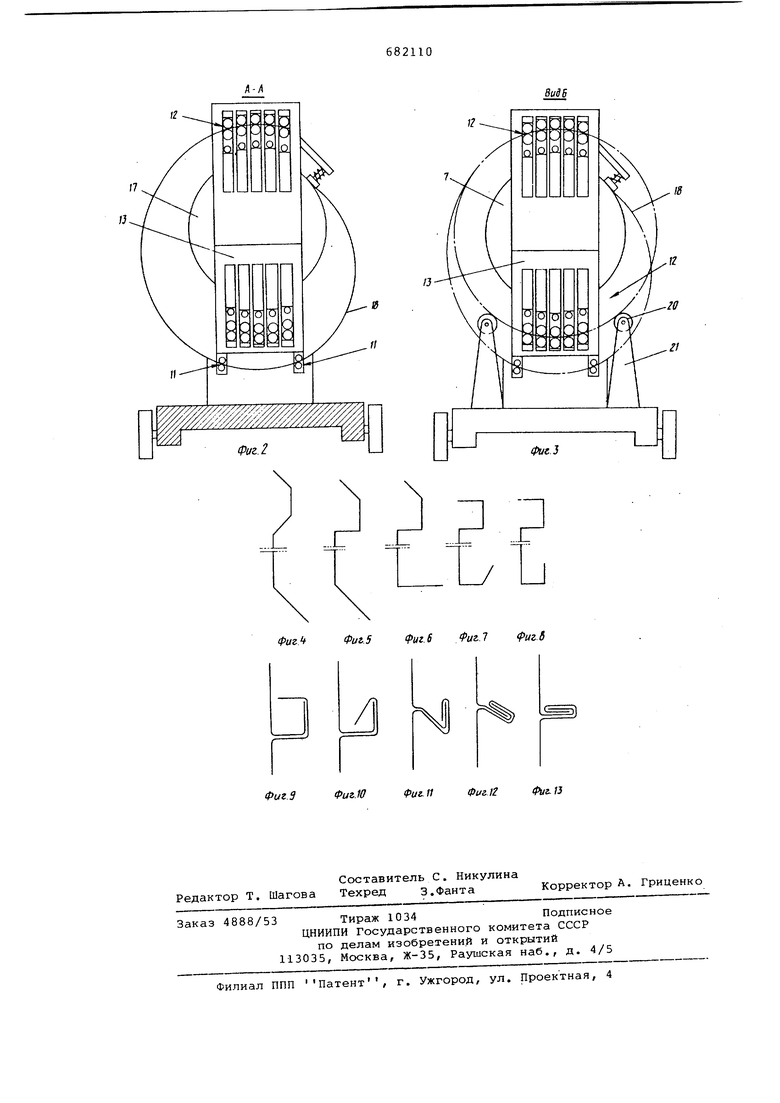
Изобретение относится к производству труб, а именно к устройствам для изготовления спиральношовных труб, Известно устройство для производства спиральношовных труб с заьж вым швом, содержащее раму, разматыватель с осью для размещения на ней рулона, на направляющий, профилирую щий и фальцовочный узлы 1. Однако продольные оси изготавливаемой трубы и устройства расположены под углом друг к другу, поэтому обслуживание такого устройства неудобно. Для повышения удобства обслужива ния и компактности расположения обо рудования за счет совмещения продольных осей изготавливаемой трубы и устройства предлагаемое устройство снабжено балкой, смонтированной на раме, а корпус разматывателя установлен на одном из концов балки так, что ось для размещения рулона расположена внутри балки с возможностью ее продольного перемещения, при этом направляющий, профилирующий и фальцовочный узлы укреплены на корпусе разматывателя. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг, 2 дан разрез А-А на фиг. 1; на фиг.Звид-по стрелке Б на фиг. 1; на фиг. 4-8 дана схема профилирования ленточной заготовки; на фиг. 9-13 схемы получения замкового шва. Устройство для производства спиральношовных труб содержит укрепленное на приводных колесах 1 шасси 2 с опорными элементами 3 и 4 н полой поворотной оправкой 5, установленной в опорных элементах. На одном из концов полой оправки со стороны опорного элемента 4 укреплен разматыватель 6 с осью 7 для установки рулона, размещенной внутри полой оправки и закрепленной в опоре 8, Ось 7 выполнена с неподвижным буртиком 9 и съемным буртиком 10. На корпусе разматывателя со стороны выхода готовой трубы смонтированы направляющий узел 11, профилирующий узел. 12 и опорная пластина 13 с толщиной, приблизительно равной половине шага изготавливаемой трубы, на которой укреплен фальцовочный узел 14. Направляющий узел выполнен в виде двух пар роликов 15, а профилирующий и фальцовочный узлы выполнены в
виде пар приводных валиков. Для фиксации рулона на оси 7 установлено приспособление 16.
Работа устройства осуществляется следующим образом.
Сматываемая с рулона 17 ленточная заготовка 18 проходит через ролики 15 направляющего узла, изгибается по спирали и попадает в профилирующий узел, где происходит отбортовка кромок ленточной заготовки. В зависимости отшага навивки ленточная заготовка может описывать приблизительно полную дугу со своей точки сбега с рулона до точки приема в узле профилирования, проходя при этом через ролики направляющего узла или половину дуги, попадая в профилирующий узел и минуя ролики направляющего узла. Далее ленточная заготовка направляется в фальцовочный узел, где формуется в трубу, при этом кромки заготовки соединяются и закатываются в замковый шов. Изготовленная труба 19 опирается на несущие ролики 20, установленные на стойках 21, смонтированных на шасси.
В процессе изготовления трубы устройство может оставаться неподвижным, а труба перемещается; может
6821104
быть наоборот - труба неподвижна, а устройство перемещается.
Формула изобретения
Устройство для производства спиральношовных труб с замковым швом, содержащее раму, разматыватель с осью для размещения на ней рулона, направляющий, профилирующий и фальцовочный узлы, отличающеес я тем, что, с целью повышения
удобства обслуживания и компактности расположения оборудования за счет совмещения продольных осей изготавливаемой трубы и устройства, оно снабжено балкой, смонтированной на раме, а корпус разматывателя установлен на одном из концов балки так, что ось для размещения рулона расположена внутри балки с возможностью ее продольного перемещения, при этом направляющий, профилирующий и фальцовочный узлы укреплены на корпусе разматывателя.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидительство СССР 168255, кл. В 21 С 37/12, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для производства спиральношовных труб с замковым швом | 1976 |
|
SU633453A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРОФИЛЕЙ И ЛИНИЯ АВТОМАТИЧЕСКАЯ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2337783C2 |
| Стан для изготовления спирально сфальцованных труб, преимущественно корпусов крупных емкостей | 1991 |
|
SU1766554A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Способ изготовления многослойных спиральношовных труб и устройство для его осуществления | 1978 |
|
SU902654A3 |
16 3 f
КВид В
фис.З
...ГГ ...L
