блока сопровождения дефектов полосы соединен с одним входом блока определения дефектных участков полосы, а другой вход этого блока соединен с узлом выработки сигнала о положении ножей; выход блока определения дефектных участков полосы соединен с одним входом блока сопровождения дефектных участков полосы, а другой вход этого блока соединен с датчиком перемещения ленты транспортера; выход блока сопровождения дефектных участков полосы соединен с одним входом блока определения дефектных листов, а другой вход этого блока соединен с датчиком заданий кромки листа.
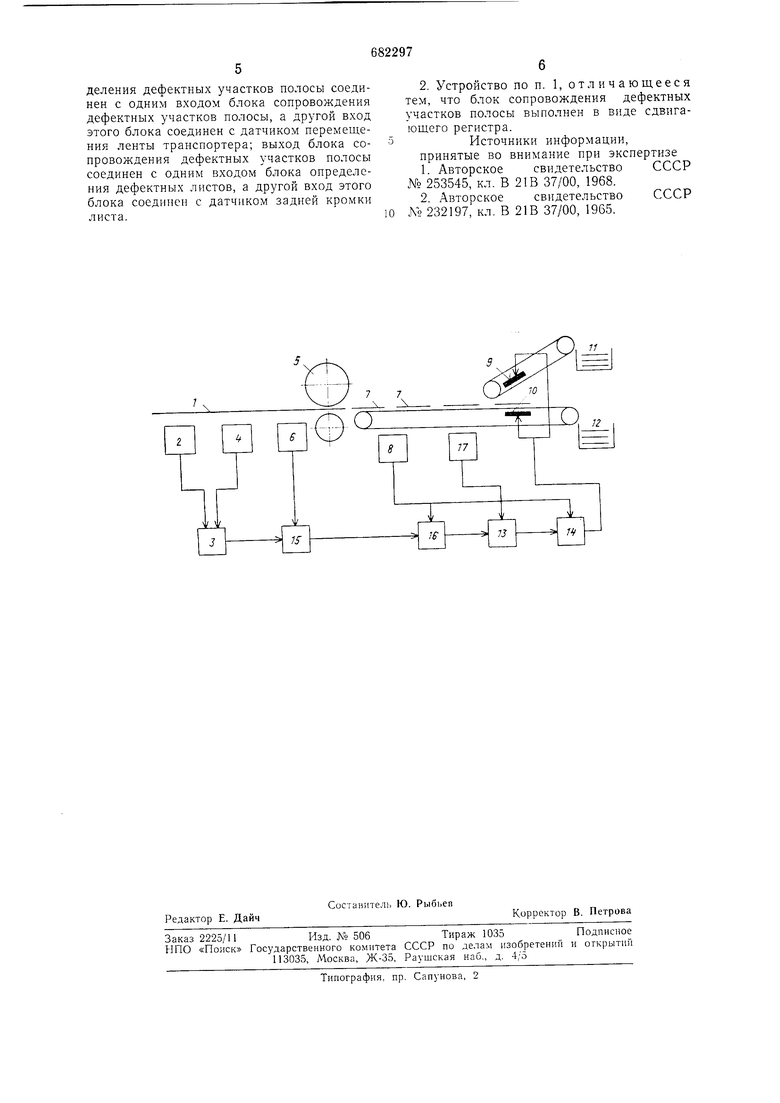
На чертеже приведена структурная схема устройства для автоматической сортировки листов. Оно содержит полосу 1, проходящую в зоие измерения дефектоскона 2; блок 3 сопровождения дефектов по.тосы, соединенный с датчиком 4 иеремепдения полоеы; верхний барабаи 5 летучих ножниц, кинематически связанный с узлом 6 выработки сигнал о положении ножей; листы 7, перемещение которых определяется с помощью датчика 8 перемещения ленты транспортера; переключатели 9 и 10 потока листов, с помощью которых листы направляются в пакетирующие секции 11 и 12; блок 13 определения дефектных листов, блок 14 сонровождения дефектных листов, следящий за движение.м дефектных листов до переключателей потока листов.
Дополнительными блоками являются блок 15 определения дефектных участков полосы, соединенный с входом блока 16 сопровождения дефектных участков полосы, а также датчик 17 задней кромки листа, фиксирующий прохождение очередного листа в зоне датчика.
Устройство работает следующим образом.
Обнаружение дефектных участков полосы 1 производится дефектоекопом 2. Сигнал о наличии дефекта в полосе поступает от дефектоскопа 2 в блок 3 сопровождения дефектов полосы, выполненный, например, в виде сдвигающего регистра. Сигналами датчика 4 перемещения полосы производится синхронное с движением полосы нередвижение информации о дефекте полосы в блоке 3. Длина зоны сопровождения блоком 3 равна расстоянию от дефектоскона 2 до оси барабана 5 летучих ножниц. Узел 6 выработки сигнала о положении ножей кинематически связан с верхним барабаном 5 летучих ножниц и настраивается таким образом, чтобы сигналы, получаемые от него за один оборот верхнего барабана летучих ножниц, соответствовали максимально возможному числу ножей, устанавливаемых в барабане.
Сигналы, получаемые от узла 6, условно делят полосу на отдельные участки, соответствующие длине проходящей через ось
летучих ножниц полосы за время между двумя смежными импульсами, независимо от того, еоверщается ли фактический рез или его не происходит.
Информация о наличии дефектов на полосе из блока 3 поступает в блок 15 определения дефектных участков полосы, который формирует сигнал о наличии дефекта па соответствуюп1ем участке полосы, прощедпгей через ос летучи.х ножниц. Очередным сигналом -зла 6 производится перепое информации из блока 15 в блок 16 сопровождения дефектпых учаетков полосы, выполненного, например, в виде сдвигающего регистра. Сигналами датчика 8 перемещения ленты транспортера производится синхронное с движением отрезанных листов 7 передвижение информации о дефектных участках полосы в блоке 16. Длипа зоны сопровождения блоком 16 равна расстояпию от оси барабана 5 летучих 1 ожниц до датчика 17 задней кромки листа. Информация о дефектных участках полосы с блока 16 передается в блок 13 определения дефектных листов, который формирует сигнал о дефектности листа по информации о дефектах отдельных его участков. В период между ирохождением двух смежных сигналов от датчика 17 задней кромки
листа в блок 13 поступает вся информация о наличии дефектов в соответствующем листе. Очередным сигналом датчика 17 производится перенос информации о дефектных листах из блока 13 в блок 14 сопровождения дефектных листов. Блок 14 сонровождает движение листов 7 от датчика 17 до переключателей 9 и 10 иотока листов, а также выдает управляющие сигналы в эти переключатели. Дефектные листы укладываются в пакетирующую секцию 12, а кондиционные - в иакетирующую секцию 11.
Форм л а изобретен и я
1. Устройство для автоматической сортировки листов, содержащее блок соировождения дефектов полосы, блок онределения
дефектных листов, узел выработки сигнала о положеиии ножей и датчик перемещения ленты транспортера, отличающееся тем, что, с целью обеспечения автоматической перестройки устройства при изменении
числа ножей и их расположения на барабане летучих ножниц, оно дополнительно снабжено блоком определения дефектных участков полосы, блоком сопровождения дефектных участков полосы, датчиком задней кромки листа, иричем выход блока сопровождения дефектов полосы соединен с одним входом блока определения дефектных участков полосы, а другой вход этого блока соединен с узлом выработки сигнала о положении ножей; выход блока определения дефектных участков полосы соединен с одним входом блока сопровождения дефектных участков полосы, а другой вход этого блока соединен с датчиком перемещения ленты транспортера; выход блока сопровождения дефектных участков полосы соединен с одним входом блока определения дефектных листов, а другой вход этого блока соединен с датчиком задней кромки листа.
2. Устройство по п. 1, отличающееся тем, что блок сопровождения дефектных участков полосы выполнен в виде сдвигающего регистра.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 253545, кл. В 21В 37/00, 1968.
2.Авторское свидетельство СССР 232197, кл. В 21В 37/00, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сортировки листов | 1978 |
|
SU774643A1 |
| Устройство для автоматической сортировки листов | 1980 |
|
SU954127A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU937071A1 |
| Устройство для автоматической сортировки листов | 1981 |
|
SU1034803A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Система отбраковки листов | 1978 |
|
SU821084A1 |
| Устройство для автоматической сортировки листов | 1977 |
|
SU631227A1 |
| Способ маркировки и разбраковки ферромагнитного проката в потоке двух агрегатов | 1982 |
|
SU1178515A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
