С правой стороны рамы I установка оснащена нодающим устройством механизма смыкания 6 (обеспечивающий автоматнчсскую подачу тормозной колодки на рабочую позицию).
Горизонтальные направляющие 7 предназначены для перемещения тормозной колодки с заготовительной позиции 8 на рабочую позицию 9. С этой целью на цилиндрических щтангах 10 смонтирована подвижная каретка 11, между ползунами 12 которой размещены три толкателя 13, имеющие форму бруса равного сопротивления трапецеидального сечения, направленного меньщим основанием в сторону рабочей позиции, и выполненные разной высоты, что необходимо для ровного (без перекосов) перемещения колодки. Ползуны 12 посредством кронщтейнов 14 и тяг 15 и 16 соединены с суппортом 3 и поэтому перемещаются синхронно с ним.
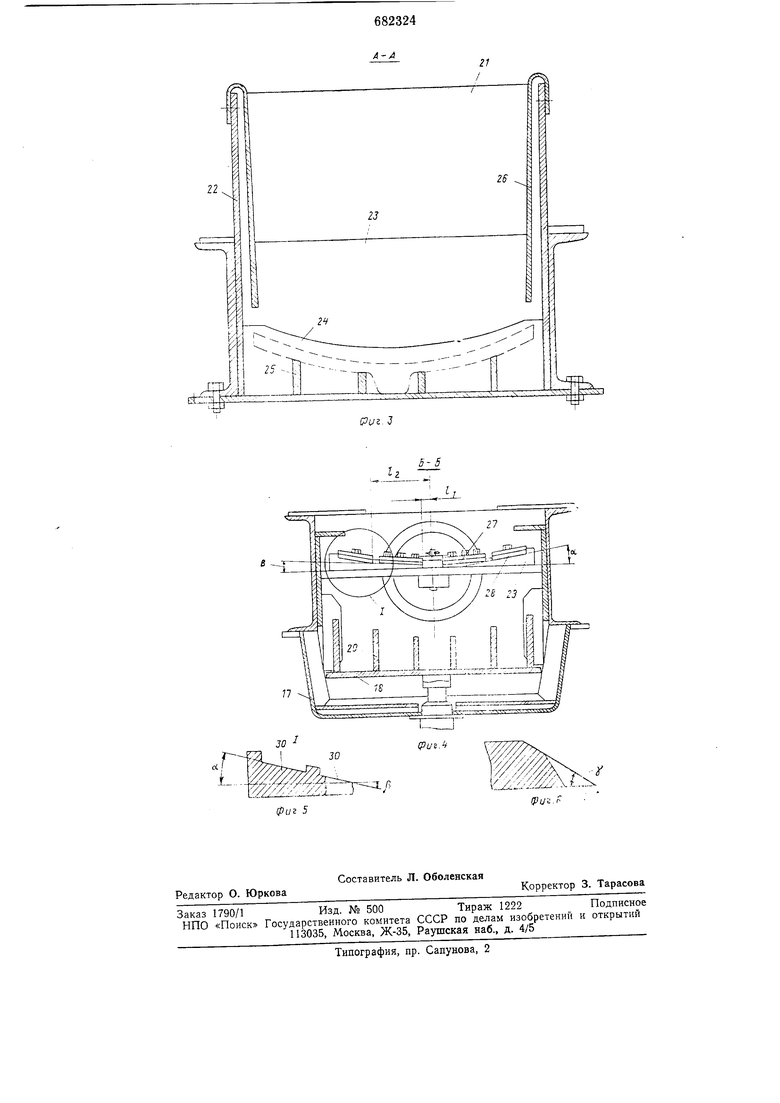
На кронщтейне 17 ниже уровня рамы размещается опора - установочный кондуктор 18, соединенный с цилиндром 19, который трубопроводами связан с рабочими полостями силового цилиндра 2. Рабочая поверхность установочного кондуктора состоит из отдельных ребер 20, располагающихся нисходящими ступенями к середине кондуктора, где размещено фикеирующее гнездо, выполненное по форме центральной бобыщки тормозной колодки.
Кондуктор 18 цилиндром 19 привода перемещается по направляющим по вертикали и автоматически фиксируется в крайних рабочих положениях. Сверху расположена заготовительная емкость 21, представляющая собой пря.моугольную кассету
22,на которой закреплена упорная плита
23,оснащенная на уровне подвижной каретки II приемным окном 24, через которое по вертикальным, ребрам 25 колодка из кассеты 22 передается па кондуктор 18. Боковые вертикальные стенки кассеты оснащены направляющими, выполненными в виде листовых пружин 26, которые при работе направляют колодку точно по оси рамы.
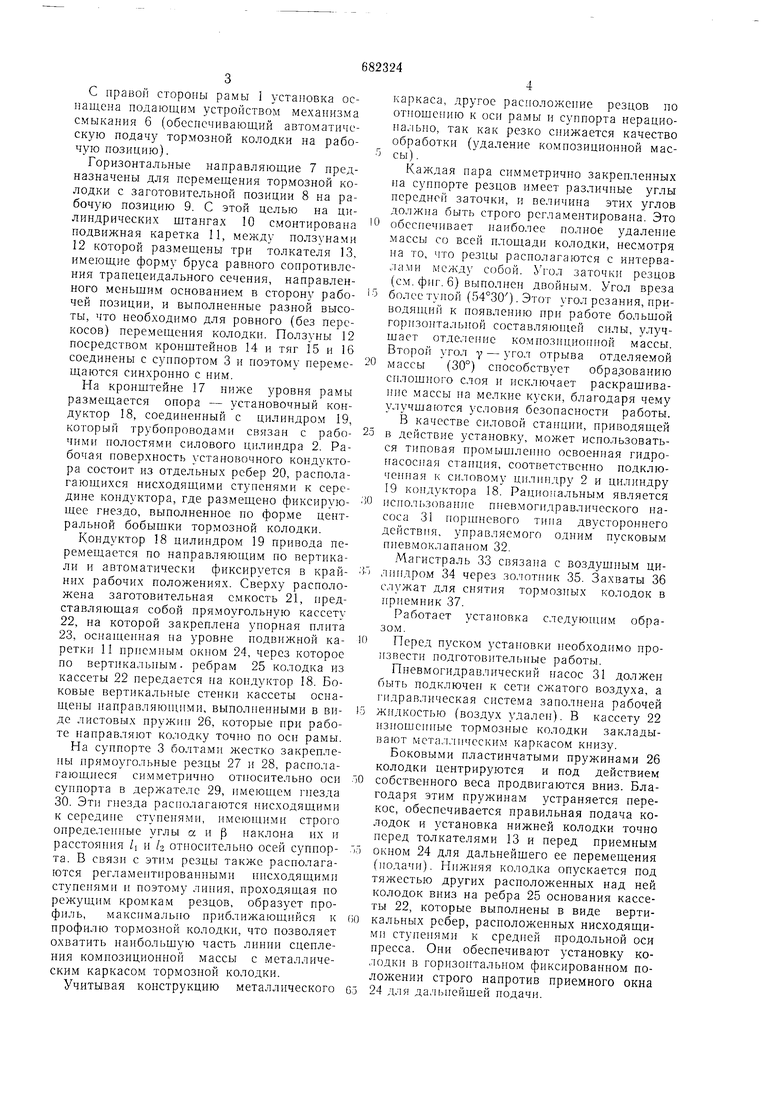
На суппорте 3 болтами жестко закреплены прямоугольные резцы 27 и 28, располагающиеся симметрично относительно оси суппорта в держателе 29, имеющем гпезда 30. Эти гнезда располагаются нисходящими к середине ступенями, имеюи1ими строго определенные углы а. и р наклона их и расстояния /1 и /а относительно осей суппорта. В связи с этим резцы также располагаются регламентпрованными нисходящими ступенями и поэтому линия, проходящая по режущим кромкам резцов, образует профиль, максимально приближающийся к профилю тормозной колодки, что позволяет охватить паибольщую часть линии сцепления композиционной массы с металлическим каркасом тормозной колодки.
Учитывая конструкцию металлического
каркаса, другое расиоложеиие резцов по отнощению к оси рамы и суппорта нерационально, так как резко снижается качество обработки (удаление композиционной массы).
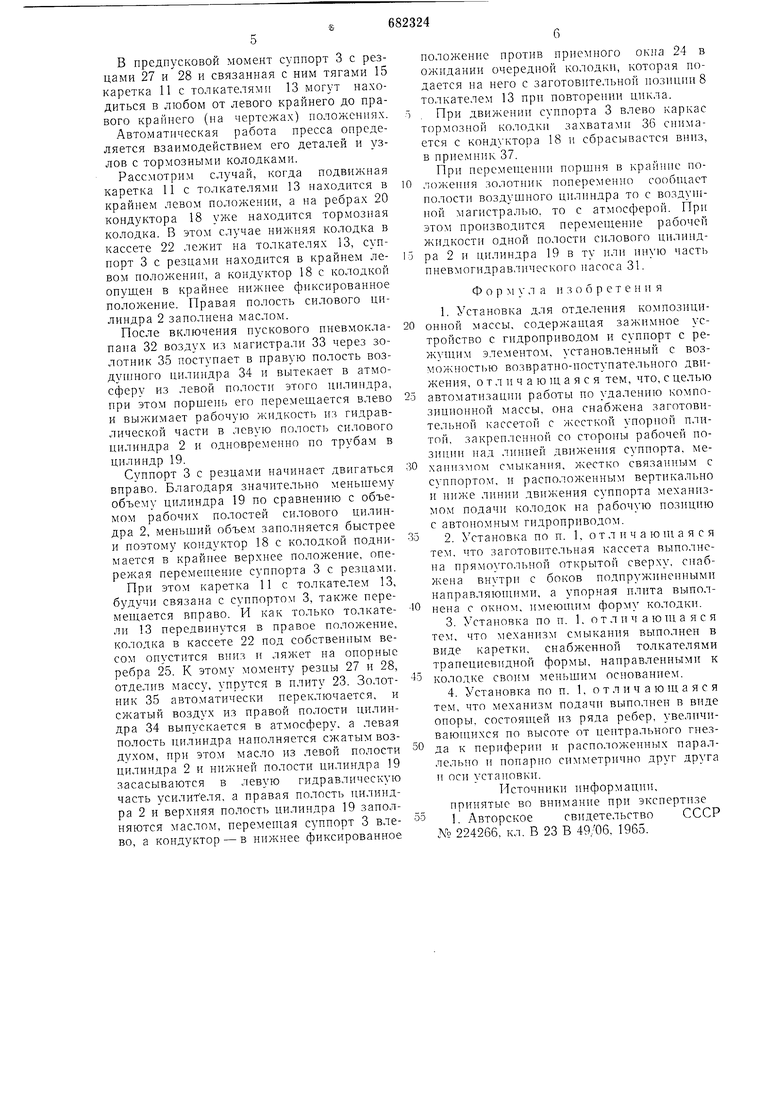
Каждая пара симметрично закренленных на суппорте резцов имеет различные углы передней заточки, и величина этих углов должна быть строго регламентирована. Это
обесиечивает наиболее полное удаление маесы со всей площади колодки, несмотря на то, что резцы располагаются с интервалами между собой. Угол заточки резцов (с.м. фиг. 6) выполнен двойным. Угол вреза
более тупой (54°30). Этот угол резания, приводяп(ий к появлению при работе больщой горизонтальной составляюп ей силы, улучHjaeT отделение композпциорпгай массы. Второй угол у - угол отрыва отделяемой
массы (30°) способствует образованию
сплощпого слоя и исключает раскращиванне массы на мелкие куски, благодаря чему
улучшаются условия безопасности работы.
В качестве силовой станции, приводящей
в дейетвие установку, может использоваться типовая промышлеппо освоенная гидронасосная станция, соответственно подключенная к силово.му цилиндру 2 и цилиндру 19 кондуктора 18. Рациональным является
испол)3ование пнев.могидравлического иасоса 31 порцгневого тина двустороннего
действия, управляемого одним пусковым
пневмоклапаном 32.
Магистраль 33 связана с воздушным цилиндром 34 через золотник 35. За.хваты 36 служат для снятия тормоз1гых колодок в приемник 37.
Работает установка следуюншм образом.
Перед пуском устаповки необходимо произвести подготовительпые работы.
Пневмогидравлический гасос 31 должен быть подключен к сети сжатого воздуха, а гидравлическая система заполнена рабочей
жидкостью (воздух удален). В кассету 22 изнощенные тормозные колодки закладывают метал.тпческим каркасом книзу.
Боковыми пластинчатыми пружинами 26 колодки центрируются и под действием
собственного веса продвигаются вниз. Благодаря этим пружинам устраняется перекос, обеспечивается правильная подача колодок и установка нижней колодки точно перед толкателями 13 и перед приемным
окном 24 для дальнейшего ее перемещения (подачи). Нижняя колодка опускается под тяжестью других расположенных над ней колодок вниз на ребра 25 основания кассеты 22, которые выполнены в виде вертикальных ребер, расположенных ннеходящимп ступенями к средией продольной оси нресса. Онп обеспечивают установку колодки в горизонтальном фиксированном положении строго напротив приемного окна
24 для дальнейшей подачи. В предпусковой момент суппорт 3 с резцами 27 и 28 и связанная с ним тягами 15 каретка 11 с толкателямп 13 могут находиться в любом от левого крайнего до правого крайнего (на чертежах) положениях. Автоматнческая работа пресса определяется взаимодействием его деталей и узлов с тормозными колодками. Рассмотрим случай, когда подвижная каретка 11 с толкателями 13 находится в крайнем левом положении, а на ребрах 20 кондуктора 18 уже находится тормозная колодка. В этом случае нижняя колодка в кассете 22 лежит на толкателях 13, суппорт 3 с резиами находится в крайнем левом положении, а кондуктор 18 с колодкой опущен в крайнее нижнее фиксированное положение. Правая полость силового цилиндра 2 заполнена маслом. После включения пускового пневмоклапапа 32 воздух из магиетрали 33 через золотник 35 поступает в правую полость воздупшого цилиндра 34 и вытекает в атмосферу из левой полости этого цплиндра, при этом поршеШ) его перемещается влево и выжимает рабочую жидкость из гидравлической части в левую полост1 силового цилиндра 2 и одновременно по трубам в цилиндр 19. Суппорт 3 с резцами начинает двигаться вправо. Благодаря значительно меньшему объему цилиндра 19 по сравнению с объемом рабочих полостей силового цилиндра 2, меньший объем заиолняется быстрее и поэтому кондуктор 18 с колодкой поднимается в крайнее верхнее положение, опережая перемещение суппорта 3 с резцами. При этом каретка 11 с толкателем 13, будучи связана с суппортом 3, также перемещается вправо. И как только толкатели 13 передвинутся в правое положение, колодка в кассете 22 под собственным весом опустится вниз и ляжет на опорные ребра 25. К этому моменту резцы 27 и 28, отделив массу, упрутся в плиту 23. Золотник 35 автоматически переключается, и сжатый воздух из правой полости цилиндра 34 выпускается в атмосферу, а левая полость цилиндра наполняется сжатым воздухом, при этом масло из левой иолости цилиндра 2 и нижней полости цилиндра 19 засасываются в левую гидравлическую часть усилителя, а правая полость цилиндра 2 и верхняя полость цилиндра 19 заполняются маслом, перемещая суппорт 3 влево, а кондуктор - в нижнее фиксированное положение против прпем1юго окна 24 в ожидании очередной колодки, которая подается на него с заготовительной позиции 8 толкателем 13 при повторепии цикла. , При движении суппорта 3 влево каркас тормозной колодки захватами 36 снимается с кондуктора 18 и сбрасывается вниз, в приемник 37. При перемещении поршня в положения золотник попеременно сообииет полости воздушного цилиндра то с воздун ной магистралью, то с атмосферой. При этом производится перемещенпе рабочей жидкости одной полости силового цилипдра 2 п цилиндра 19 в ту или иную пасть пневмогидравлического насоса 31. Формула п 3 о б р е т е н п я 1. Установка для отделения композиционпой массы, содержащая зажимное устройство с гидроприводом и суппорт с режущим элементом, установленный с возможностью возвратно-поступательного движения, отличающаяся тем, что, е целью автоматизации работы по удалению композиционной массы, она снабжена заготовительной кассетой с жесткой упорной плитой, закрепленной со стороны рабочей позиции над линией движения суппорта, механизмом смыкания, жестко связанным с суппортом, н расположенным вертикально и ниже линии движения суппорта механизмом подачи колодок на рабочую поз1щию е автономным гидропрпводом. 2. Установка по п. 1, от л и ч а юи1 а я е я тем. что заготовительная кассета выполнена прямоугольной открытой сверху, снабжена внутрп с боков подпружиненными направляюи1ими, а упорная плита вьшолнена с окном, имеюпит форму колодки. 3.Установка по п. 1. от л п ч а ю И1 а я е я тем, что механизм смыкания выполнен в виде каретки, снабженной толкателями транециевидной формы, направленными к колодке своим меньшим основанием. 4.Установка по п. 1. отличающаяся тем, что механизм подачи выполнен в виде оиоры, состояп1.ей из ряда ребер, увеличиваюпшхся по высоте от цептрального гнезда к периферии и расположенных параллельно и попарно симметрично друг друга и оси установки. Псточники информации, нринятые во внпманне при экспертизе 1, Авторское свидетельство СССР 224266, кл. В 23 В 4906. 1965.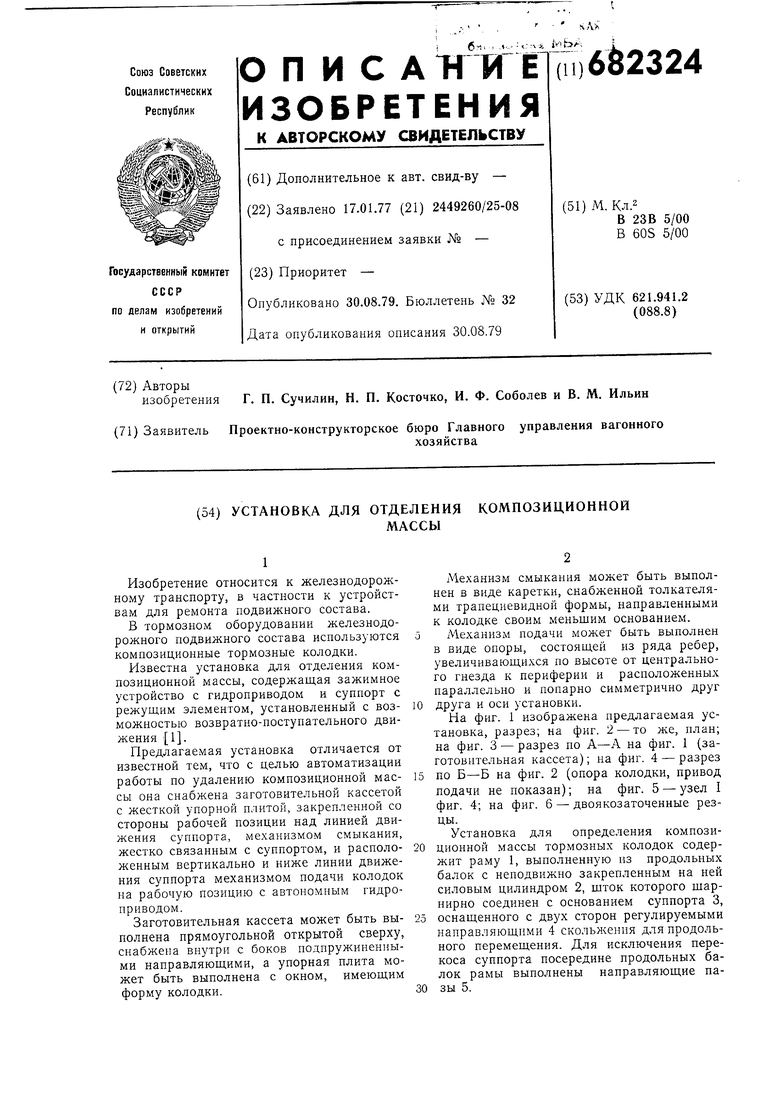
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки каркасов тормозной колодки от композиционного материала | 1982 |
|
SU1092074A1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРМОЗНЫХ КОЛОДОК | 1967 |
|
SU224266A1 |
| Механическая система торможения несущих винтов вертолёта | 2019 |
|
RU2729870C1 |
| СИСТЕМЫ ОХЛАЖДЕНИЯ ТОРМОЗНОГО МЕХАНИЗМА С СЕРВОДЕЙСТВИЕМ И СПОСОБ ЕЕ ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2221944C1 |
| Суппорт | 1985 |
|
SU1324802A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ РАДИОЭЛЕМЕНТОВ ИЗ СТОПЫ | 1998 |
|
RU2141748C1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Станок для клепки и удаления заклепок тормозных накладок | 1977 |
|
SU657902A1 |
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ И СОРТИРОВКИТОРМОЗНЫХ колодок | 1971 |
|
SU315980A1 |