Изобретение относится к обработке деталей дробью, в частности к устройствам для пневмодробестр/йной обработки внутренних полостей деталей, например отливок корпуса гидрораспределителя и других элементов гидроаппаратуры
Целью изобретения является повышение производительности и улучшение условий труда.
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2.
Пневмодробеструйное устройство содержит механизм 1 транспортирования дроби, пневмодробеструйные головки 2 с установленными с возможностью вращения съемными соплами 3, выполненными в виде шпинделей. Пневмодробеструйные головки 2 снабжены патрубками с каналами 4 и 5 для подвода посредством гибких шлангов 6 соответственно сжатого воздуха и дроби. Средство для установки и перемещения деталей выполнено в виде шагового конвейера 7. Кантователи 8 смонтированы на подъемно-поворотных механизмах 9 для кантовки деталей в вертикальной плоскости, и кантователи 10 предназначены для кантовки деталей в горизонтальной плоскости
Для сбора отработанной дроби в нижней части проходной рабочей камеры 11 расположен бункер 12 с несколькими выпускными окнами 13, над которыми с возможностью перемещения установлены запирающие элементы 14, соединенные посредством пневмопривода 15 с подъемно- поворотными механизмами 9 кантователей 8.
Пневмодробеструйные головки 2 закреплены в рабочей камере на тяге 16с возмож ностью качания и возвратно-посгупа тельного движения.
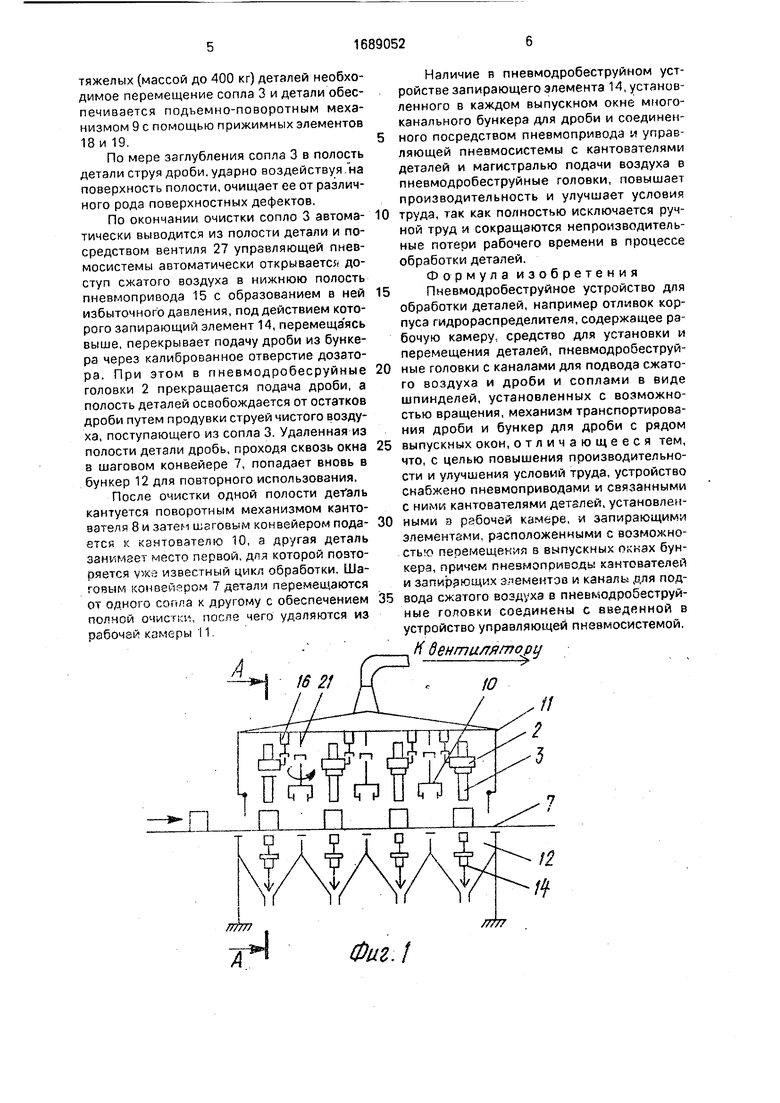
Запирающие элементы 14 выполнены в виде подпружиненного штока пневмопривода 15 для обеспечения перекрытия свободного доступа дроби из бункера 12 в калиброванное отверстие дозатора 17, установленного в каждом выпускном окне 13 бункера и выполненного в виде съемной шайбы
Кантователи 8 имеют прижимные элементы 18 и 19 с пневмоприводами, шток одного из которых кинематически связан с поворотным механизмом 20 кантовки детали на заданный угол поворотом в вертикальной плоскости.
Кантователи 10 конструктивно выполнены аналогично кантователям 8 расположены раппомерно вдоль шагового транспортера с возможностью съема на телескопических 1ягах 21
Механизм 1 транспортирования дроби выполнен ч виде Т-оПраэного патрубка, подключенного одним нцом f выходной части выпускного окна 13 бункера 12, а другим к патрубку с каналом 5 для подвода дроби в пневмодробеструйные головки 2 с образованием пнеомоэлевагора.
0Пневмодробеструйные головки 2 вы
полнены с вращающимися эжекционными сопловыми насадками в виде шпинделей, обеспечивающими выход дроби а обрабатываемую полость детали под углом или по оси
5 сопла, для обработки полостей как с большим входным оп рстием (вращающееся сопло с выходом дпоОи под угпом к оси), так и с малым входным отверстьем (невращающееся сопло с выходом дроби по оси).
0В пневмоприводе 15 предусмотрена
съемная перегородка 22, обеспечивающая раздельное или совместное перемещение кантователя 8 и запирающего элемента 14. Для автоматического управления рабочими
5 узлами устройства она содержит управляющую пневмосистему 23, выключающую трубопроводы, элементы пневмоавтоматики, блок 24 управления и синхронизации работы всех элементов системы и вентили 25-27
0 для подачи сжатого воздуха из пневмомаги- страли в пневмодробеструйные головки и пневмоприводы запирающих элементов кантователей и сброса давления.
Пневмодробеструйное устройство ра5 ботает следующим образом.
Подлежащие очистке детали шаговым конвейером 7 устанавливают входными отверстиями своей полости под соплами 3 пневмодробеструйных головок 2, обеспечи0 вая условие необходимого перемещения сопла и детали Одновременно вентипем 25 открывается доступ сжатого воздуха из п човмосети в управляющую пневмосистему, который через вентиль 26 поступает за5 тем в канал 4 пневмодробес груйной головки 2 создавая в последней разрежение. За счет эжекции дробь из бункера 12 через дозатор 17 поступает в канал 5 подвода дроби пневмодробеструйной голоьки 2 из кото
0 рои после разгона выбрасывается вращающимся соплом 3 на обрабатываемую поверхность детали.
При обработке малогабаритных (длина очищаемого канача до 200 мм) и ле ких (мас5 сой до 40 кг) деталей необходимое взаимное перемещение сопле 3 и детали обеспечивается перемещением пневмодробеструйной головки 2 посредством тяги 21,
При обработке крупногабаритных (длина очищаемого канала пли г лослк дг 800 мм) и
тяжелых (массой до 400 кг) деталей необходимое перемещение сопла 3 и детали обеспечивается подьемно-поворотным механизмом 9 с помощью прижимных элементов 18и 19.
По мере заглубления сопла 3 в полость детали струя дроби, ударно воздействуя на поверхность полости, очищает ее от различного рода поверхностных дефектов.
По окончании очистки сопло 3 автоматически выводится из полости детали и посредством вентиля 27 управляющей пнев- мосистемы автоматически открывается доступ сжатого воздуха в нижнюю полость пневмопривода 15 с образованием в ней избыточного давления, под действием которого запирающий элемент 14, перемеща ясь выше, перекрывает подачу дроби из бункера через калиброванное отверстие дозатора. При этом в пневмодробесруйные головки 2 прекращается подача дроби, а полость деталей освобождается от остатков дроби путем продувки струей чистого воздуха, поступающего из сопла 3. Удаленная из полости детали дробь, проходя сквозь окна в шаговом конвейере 7, попадает вновь в бункер 12 для повторного использования.
После очистки одной полости деталь кантуется поворотным механизмом кантователя 8 и затем шаговым конвейером подается к кантователю 10, а др/гая деталь занимает МРСТО первой, дгз которой повторяется уж ; известный цикл обработки. Шаговым конвейером 7 детали перемещаются от одною сопла к друюму с обеспечением полной очисти-, после чего удаляются из рабочей камеры 11
А
Наличие в пневмодробеструйном устройстве запирающего элемента 14, установленного в каждом выпускном окне многоканального бункера для дроби и соединен- 5 ного посредством пневмопривода и управ ляющей пневмосистемы с кантователями деталей и магистралью подачи воздуха в пневмодробеструйные головки, повышает производительность и улучшает условия
0 труда, так как полностью исключается ручной труд и сокращаются непроизводительные потери рабочего времени в процессе обработки деталей.
Формула изобретения
5Пневмодробеструйное устройство для
обработки деталей, например отливок корпуса гидрораспределителя, содержащее ра бочую камеру средство для установки и перемещения деталей, пневмодробеструй0 ные головки с каналами для подвода сжатого воздуха и дроби и соплами в виде шпинделей, установленных с возможностью вращения, механизм транспортирования дроби и бункер для дроби с рядом
5 выпускных окон, отличающееся тем, что, с целью повышения производительности и улучшения условий труда, устройство снабжено пневмоприводами и связанными с ними кантователями деталей, установлеп0 ными в рабочей , и запирающими элементами, расположенными с возможно сть о перемещения а выпускных окнах бункера, причем пневмоприводы кэнтователей и запирэющих элементJQ и канал t. для под5 вода сжатого воздуха в пневмодробеструй- ные головки соединены с введенной в устройство управляющей пнзвмосистемой.
ff вентилятору
//
/7777
Фиг.
/4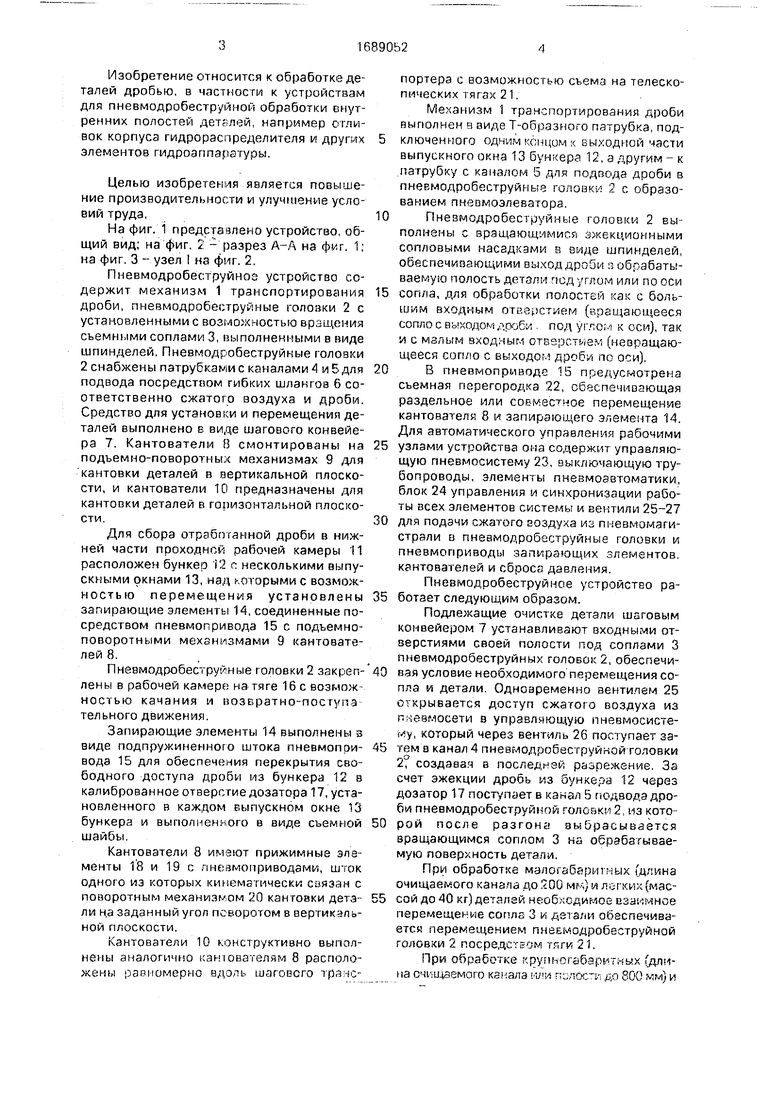
Изобретение относится к обработке деталей дробью, в частности к устройствам для пневмодробеструйной обработки внутренних полостей деталей, например отливок корпуса гидрораспределителя и других элементов гидроаппаратуры. Цель изобретения - повышение производительности и улучшение условий труда. Пневмодробеет6 5 4 20 руйное устройство содержит рабочую камеру 11, средство для установки и перемещения деталей, выполненное в виде шагового конвейера, пневмодробеструйные головки 2 с каналами 4 и 5 для подвода сжатого воздуха и дроби и соплами 3 в виде шпинделей, установленных с возможностью вращения. Для подачи дроби в пневмодробеструйные головки установлен механизм 1 транспортирования дроби эжекционного типа, соединенный с выпускными окнами бункера 12. Над каждым выпускным окном бункера расположен с возможностью перемещения запирающий узел 14, соединенный посредством пневмопривода 15 и управляющей пневмосистемой 23 с кантователями 8 деталей и каналами 4 для подвода сжатого воздуха в пневмодробеструйные головки. 3 ил, А-А в С 00 Ю о ел го 7ГГГ Фиг 2
Фиг.I
| 0 |
|
SU192655A1 | |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
