1
Изобретение относится к средствам автоматизации технологических процессов и может быть применено, например, в качестве захватных органов промышленных роботов, применяемых в приборостроении, радиоэлектронике и других отраслях техники.
Известен пневматический захват с каналом подвода сжатого воздуха для удержания детали и опорным буртом, расположенным над выходным участком этогО канала 1.
Однако в данном захвате не обеспечивается точное центрирование деталей и размеры его должны быть соизмеримы с каждым типорезмером деталей, переносимых роботом или манипулятором.
Наиболее близким к изобретению является пневматический захват, снабженный установле}1ным на корпусе с возможностью перемещения колпачком с крестообразно расположенными каналами, разнесенными по высоте на расстояние, обеспечивающее г|ерекрытие одних каналов при совпадении других, с каналами корпуса 2.
Недостатком известного захвата являе гся невозможность надежного самоцентрир ования детали из-за постоянно существуюШего зазора между деталью и стержнем захвата, что может вызвать отказ при устанрвке детали в технологическую мащину или при сборке. Наряду с этим возможно появление отказа и в процессе захвата детали, если величина относительного несовпадения оси захватного органа и оси отверстия детали окажется больше допустимой величины зазора между их поверхностями. Эти виды отказов снижают технологическую надежность промышленных роботов и манипуляторов. Причиной является всегда существующая погрепщость позиционирования исполнительных механизмов промышленных роботов и манипуляторов, а также постоянное колебание соотношения диаметров отверстия детали и стержня захвата в пределах допуска, особенно при смене типоразмера переносимых деталей, Все это сужает технологические возможности промышленных роботов и манипуляторов с пневматическими захватами и повышает требования к точности позиционирования их исполнительных механизмов, что ведет к усложнению конструкций.
Цель изобретения - повышение надежности и производительности, а также расширение технологических воз,можиостей путем захватывания деталей различных типоразмеров.
Цель достигается тем, что в пневматическом захвате, содержащем корпус, стержень с каналами и источник сжатого воздуха, связанный с этими каналами, стержень выполнен в виде набора телескопических подпружиненных индивидуально относительно корпуса оправок, в центральной из которых выполнен глухой осевой канал и открытые в него и наружу наклонные радиальные каналы, а в остальных оправках выполнены наклонные радиальные какалы, соосные с радиальными канала,ми центральной оправки, причем оправки зафиксированы от проворота одной относительно другой.
Кроме того, на рабочем торце каждой оправки выполнена конусная поверхность,
0 причем угол конусности для всех оправок одинаков.
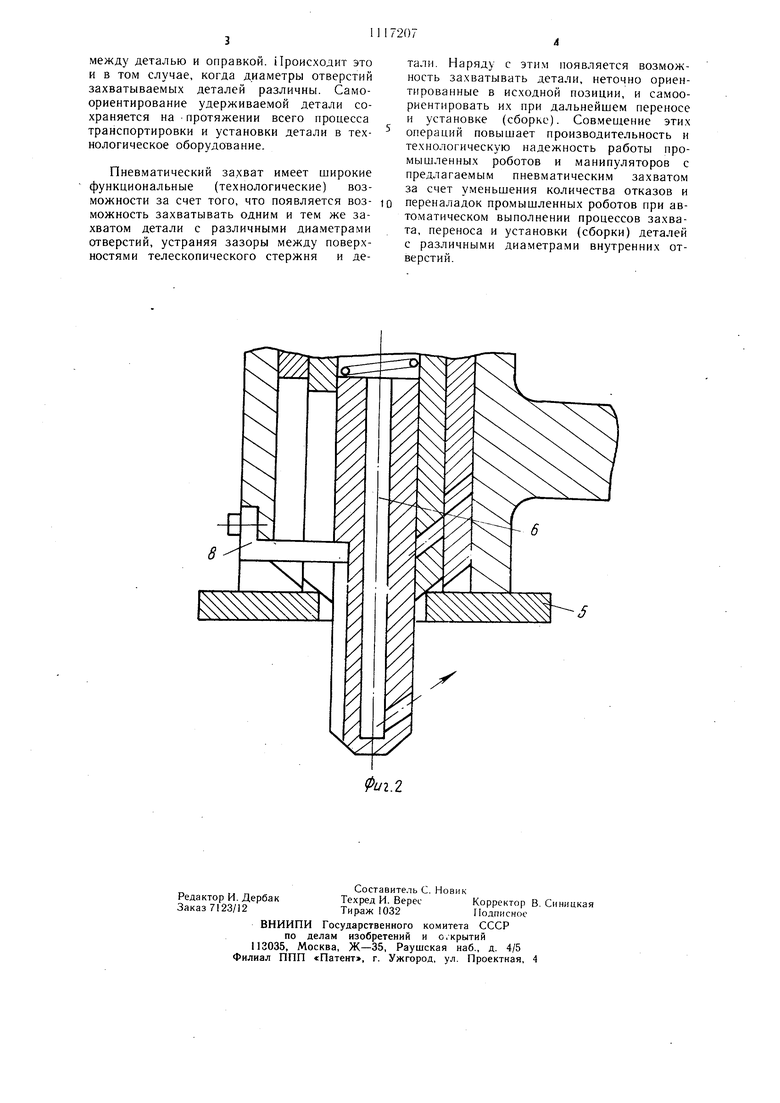
На фиг, 1 изображен пневматический захват в исходном состоянии, общий вид; на фиг, 2 - то же, в процессе удержания и самоцентрирования детали.
Захват содержит корпус 1 с подпружиненными пружинами 2, телескопическим стержнем, выполненным из набора независимых и соосно подвижных телескопических оправок 3, с системой каналов в каж0 дой оправке, которые образуют в исходном и рабочем положении пневматического захвата единые соосные каналы 4 для подвода удерживающих струй сжатого воздуха под деталь о, В центральной оправке имеется центральный канал 6 (фиг, 1 и 2), а радиаль- ные каналы 4 открыты внутрь него и наружу. На боковой поверхности всех телескопических эле.ментов стержня выполнен общий направляющий паз 7 щпонки 8, закрепленной на корпусе 1, Нижняя торцовая поверхность
Q каждой телескопической оправки выполнена конической с одинаковым углом конусности для каждой оправки.
Захват работает следующим образом. Деталь 5 захватывается путем введения хотя бы одной из оправок 3 телескопического стержня в ее отверстие и прижимается струями воздуха, исходящего из единых соосных каналов 4, к корпусу 1. Цод действием суммарной силы струй сжатого воздуха совместно с подъемом детали 5 в корпусе 1 захвата утапливаются те оправки
0 3 телескопического стержня, которые не оказались введенными в отверстие детали 5. В исходном положении захвата обеспечивается полное выдвижение из корпуса 1 пружинами 2 оправок 3 телескопического
j стержня до их упора в направляющую шпонку 8, а при захвате детали суммарная жесткость пружин 2 обеспечивает утопляемость оправок 3 телескопического стержня, которые не оказались введенными в отверстие детали 5. При этом суммарная сила давле0 ния струй сжатого воздуха, развиваемая пневмосистемой (не показана), больше силы сжатия пружин 2. При этом внутренняя из утопленных в корпусе 1 оправок 3, сопряженная с введенной в отверстие детали наружной телескопической оправкой, обес5 печивает точное самоцентрирование удерживаемой детали 5 по своей конической нижней торцовой поверхности за счет действия пружины 2 и полностью устраняет зазор
3
между деталью и оправкой. Происходит это и в том случае, когда диаметры отверстий захватываемых деталей различны. Самоориентирование удерживаемой детали сохраняется на -протяжении всего процесса транспортировки и установки детали в технологическое оборудование.
Пневматический захват имеет широкие функциональные (технологические) возможности за счет того, что появляется возможность захватывать одним и тем же захватом детали с различными диаметрами отверстий, устраняя зазоры между поверхностями телескопического стержня и де7207
тали. Наряду с эти.м появляется возможность захватывать детали, неточно ориентированные в исходной позиции, и самоориентировать их при дальнейшем переносе и установке (сборке). Совмещение этих операций повышает производительность и технологическую надежность работы промышленных роботов и манипуляторов с предлагаемым пневматическим захватом за счет уменьшения количества отказов и переналадок промышленных роботов при автоматическом выполнении процессов захвата, переноса и установки (сборки) деталей с различными диаметрами внутренних отверстий.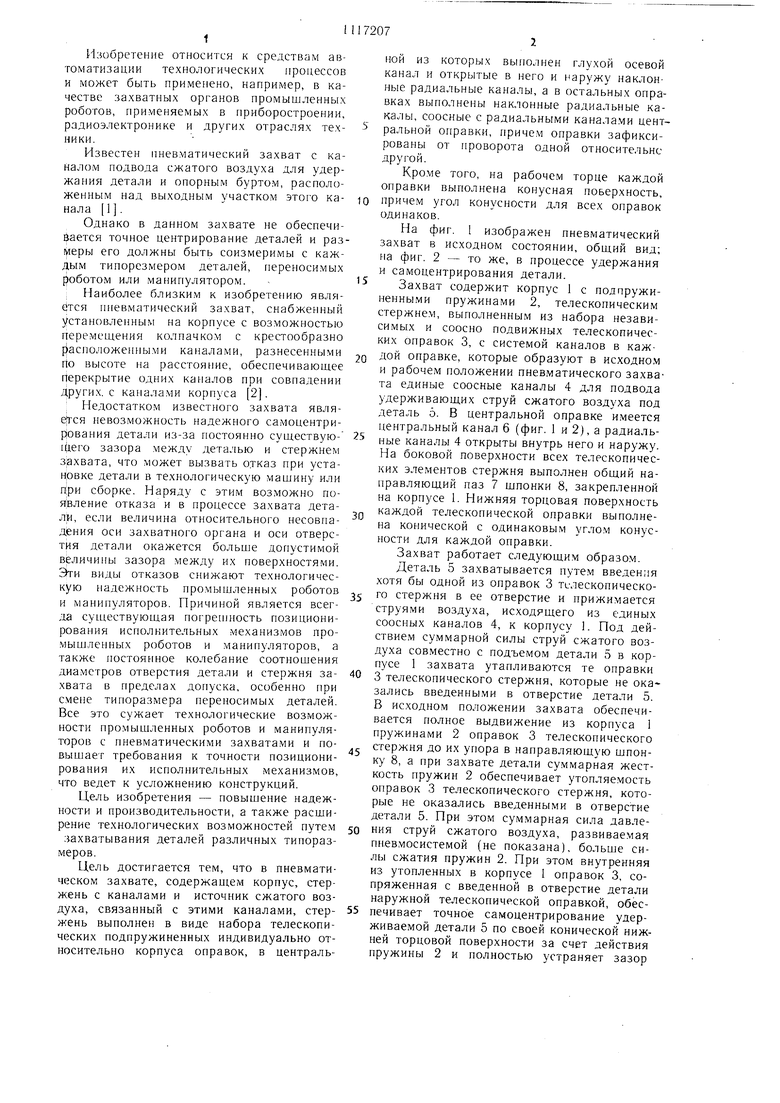
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический захват | 1983 |
|
SU1098793A1 |
| Струйное захватное устройство | 1985 |
|
SU1310203A1 |
| Пневматический схват | 1983 |
|
SU1135639A1 |
| Пневматический захват | 1984 |
|
SU1220796A1 |
| ВАКУУМНЫЙ ЗАХВАТ | 1990 |
|
RU2091208C1 |
| Захват манипулятора | 1988 |
|
SU1794644A1 |
| Инжекционно-выдувная машина для формования из термопластичных материалов полых изделий | 1977 |
|
SU1194262A3 |
| Схват промышленного робота | 1977 |
|
SU662344A1 |
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1998 |
|
RU2141396C1 |
| СПОСОБ ВКЛЕИВАНИЯ ЗАГЛУШКИ В СКВОЗНОЙ КАНАЛ ДЕТАЛИ И ПРИСПОСОБЛЕНИЕ ДЛЯ ВКЛЕИВАНИЯ ЗАГЛУШКИ В СКВОЗНОЙ КАНАЛ ДЕТАЛИ | 2002 |
|
RU2223293C1 |
1. ПНЕВМАТИЧЕСКИЙ ЗАХВАТ, содержащий корпус, стержень е каналами и источник сжатого воздуха, связанный с этими каналами, отличающийся тем, что, с целью повышения надежности и, производительности, а также рас1пирения технологических возможностей путем захватывания деталей различн111х типоразмеров, стержень выполнен в виде набора телескопических подпружиненных индивидуальью относительно корпуса оправок, в центральпой из которы.х выполнен глухой осевой канал и открытые в него и наружу наклонные радиальные каналы, а Р остальных оправках выполнены наклонные радиальные каналы, соосные с радиальными каналами центральной оправки, нричем оправки зафиксированы от проворота одной относительно другой. 2. Захват по п. 1, отличающийся тем, что на рабочем торце каждой онравки выполнс на конусная поверхность, причем угол конусности для всех оправок одинаков. (Л ГчЭ о vj
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пневматический захват | 1976 |
|
SU602345A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пневматический захват | 1977 |
|
SU682352A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
