Изобретение относится к области машиностроения и может быть использовано для получения оболочек, состоящих из участков различной формы, например, конуса и цилиндра.
Известен способ полузакрытой раздачи, при котором зажимают по наружному контуру часть заготовки, не подвергающуюся раздаче [1], стр. 223, рис.27б].
Однако при достаточно высоком коэффициенте раздачи из-за потери устойчивости на краевом коническом участке заготовки появляются трещины или возникает внутреннее кольцевое выпучивание заготовки.
Известен способ раздачи с наружным радиальным противодавлением, при котором исходная заготовка устанавливается на опорную оправку, установленную в нижней части штампа неподвижно, и в подпружиненную цилиндрическую обойму, установленную также в нижней части штампа, которая предотвращает наружное выпучивание исходной заготовки. Конический пуансон для раздачи устанавливается в верхнюю часть штампа. Движение цилиндрической обойме передается через толкатели, установленные в верхней половине штампа, причем длину толкателей определяют из условия отсутствия пережима заготовки между пуансоном и обоймой [1], стр.223, рис.28].
Однако, при высоком коэффициенте раздачи и при отношении толщины исходной стенки заготовки к ее диаметру, равном 0,03 и менее, из-за отсутствия внутреннего противодавления в исходной заготовке во время всего процесса раздачи, а также отсутствия внешнего противодавления для получаемой конической части заготовки возникает внутреннее выпучивание и на краевом отбортованном участке появляются трещины.
Задача предлагаемого изобретения направлена на улучшение качества получаемых заготовок при высоком коэффициенте раздачи за счет исключения внутреннего выпучивания заготовки и трещин на краевом участке отбортованной заготовки.
Она достигается за счет того, что заготовку устанавливают на оправку и раздачу производят при помощи наружной подпружиненной обоймы и конического пуасона, при этом оправку выполняют подпружиненной, конический пуансон устанавливают неподвижно, осуществляют давление контрпуансоном на торец заготовки, отжимая при этом подпружиненную оправку, и раздают заготовку в коническую полость, образованную неподвижным коническим пуансоном и коническим участком подпружиненной обоймы.
При этом от наружного выпучивания предотвращает цилиндрическая часть наружной подпружиненной обоймы, от внутреннего выпучивания - подпружиненная оправка, входящая внутрь исходной заготовки, а для получаемой конической части заготовки внешнее противодавление обеспечивает коническая часть подпружиненной обоймы и неподвижный конический пуансон для раздачи.
Предлагаемое изобретение иллюстрируется чертежами. На фиг.1 (в левой части) изображена установка исходной части заготовки и начало движения верхней части штампа вниз. На фиг.1 (в правой части) изображено начало раздачи, когда верхний контрпуансон упирается в верхний торец заготовки, отжав при этом внутреннюю оправку.
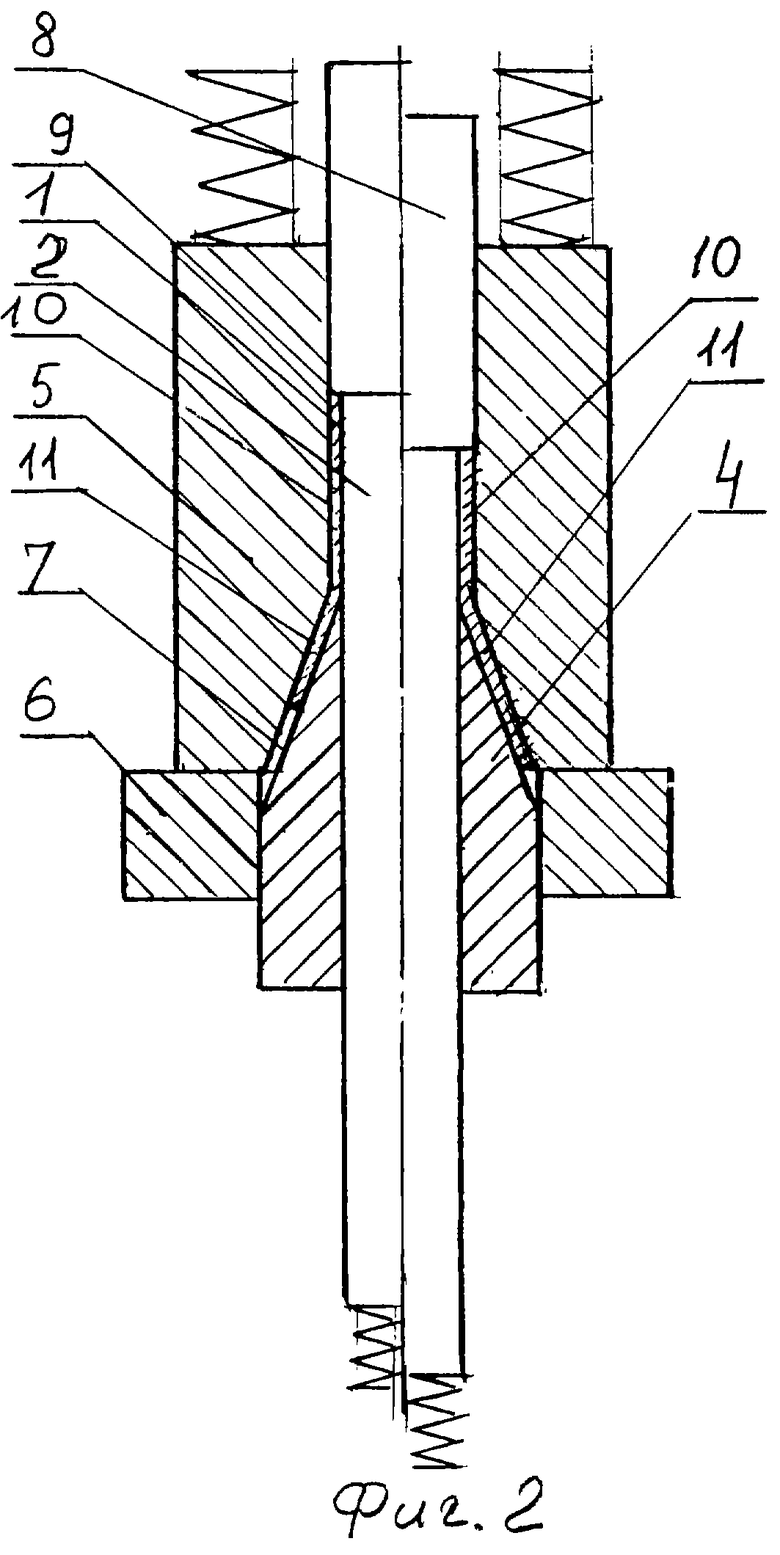
На фиг.2 (в левой части) изображено промежуточное положение при раздаче. На фиг.2 (в правой части) изображено окончание процесса раздачи.
Исходную заготовку 1 устанавливают на подпружиненную оправку 2, при этом заготовка упирается нижним торцом 3 на коническую часть пуансона 4 (см. фиг. 1, левая часть). При ходе верхней части штампа вниз, подпружиненная обойма 5 упирается в опору 6, образуя с конической частью пуансона 4 коническую полость 7, в которую происходит раздача заготовки, а контрпуансон 8 при этом, отжимая внутреннюю подпружиненную оправку 2, упирается в верхний торец заготовки 9 (см. фиг.1, правая часть). При этом потери устойчивости заготовки не происходит, и как следствие, нет выпучивания заготовки, т.к. от наружного выпучивания предохраняет цилиндрическая часть 10 подпружиненной втулки 5, а от внутреннего выпучивания - подпружиненная оправка 2. При дальнейшем ходе контрпуансона 8 вниз он давит на верхний торец заготовки 9, отжимая при этом подпружиненную оправку 2, при этом для получаемой конической части заготовки 11 противодавление обеспечивается коническим пуансоном 4 и конической частью подпружиненной обоймы 5.
Пример. Рассмотрим раздачу по предлагаемому способу тонкостенной трубчатой заготовки. Исходная заготовка из латуни Л63 имеет следующие параметры: наружный диаметр D= 16,4 мм, толщина стенки S=0,45 мм, отношение S/D = 0,0274. Диаметр получаемой конической части D=31,2 мм. Коэффициент раздачи Кр= 31,2/16,4 м= 1,9. Трещин на краевом участке полученной части заготовки, наружного и внутреннего выпучивания не наблюдалось.
Источники информации
1. Ковка и штамповка. Справочник в 4-х томах. Том 4. Листовая штамповка. Под редакцией д. т. н. профессора А.Д. Матвеева, Москва, "Машиностроение", 1987 г., стр. 223, рис.27б.
2. Ковка и штамповка. Справочник в 4-х томах. Том 4. Листовая штамповка. Под редакцией д. т.н. профессора А.Д. Матвеева, Москва., "Машиностроение", 1987 г., стр. 223, рис.28.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА ИЗ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2327538C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ СТЕКЛОПОДЪЕМНИКА | 2001 |
|
RU2209697C2 |
| СПОСОБ ВЫТЯЖКИ ЗАГОТОВОК ИЗ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2176572C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК С ДНОМ, В ЧАСТНОСТИ, ТЯГ СТЕКЛООЧИСТИТЕЛЕЙ | 2000 |
|
RU2196018C2 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ | 2000 |
|
RU2179902C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ МНОГОГРАННЫХ ЗАГОТОВОК | 1997 |
|
RU2135319C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ПОЛЫХ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2000 |
|
RU2201310C2 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ВЫДАВЛИВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2196019C2 |
| ЗАМОК ВЫКЛЮЧАТЕЛЯ, ПРЕИМУЩЕСТВЕННО ЗАЖИГАНИЯ, С ФОТОЭЛЕКТРОННЫМ УПРАВЛЕНИЕМ ЭЛЕКТРОМАГНИТНЫМ СТОПОРОМ | 2001 |
|
RU2200678C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕСТЕРНИ СТЕКЛОПОДЪЕМНИКА | 2007 |
|
RU2365460C2 |
Изобретение относится к области машиностроения и может быть использовано для получения оболочек, состоящих из участков различной формы, например, конуса и цилиндра. Способ включает установку заготовки на подпружиненную оправку и раздачу при помощи наружной подпружиненной обоймы и установленного неподвижно конического пуансона. При этом осуществляют давление контрпуансоном на торец заготовки, отжимая подпружиненную оправку, и раздают заготовку в коническую полость, образованную неподвижным коническим пуансоном и коническим участком подпружиненной обоймы. Использование изобретения обеспечивает улучшение качества заготовок при высоком коэффициенте раздачи. 2 ил.
Способ раздачи тонкостенных трубчатых заготовок, включающий установку заготовки на оправку и раздачу при помощи наружной подпружиненной обоймы и конического пуансона, отличающийся тем, что оправку выполняют подпружиненной, конический пунсон устанавливают неподвижно, осуществляют давление контрпуансоном на торец заготовки, отжимая при этом подпружиненную оправку, и раздают заготовку в коническую полость, образованную неподвижным коническим пуансоном и коническим участком подпружиненной обоймы.
| КОВКА И ШТАМПОВКА | |||
| СПРАВОЧНИК | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| - М.: Машиностроение, 1987, с.223, рис.28 | |||
| Штамп для раздачи полых заготовок | 1972 |
|
SU602274A1 |
| Способ изготовления конусов | 1976 |
|
SU633648A1 |
| Устройство для раздачи тонкостенных конических оболочек | 1978 |
|
SU735358A1 |
| Устройство для раздачи труб на конус | 1979 |
|
SU782916A1 |
| Устройство для раздачи трубчатых заготовок | 1982 |
|
SU1038016A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |

