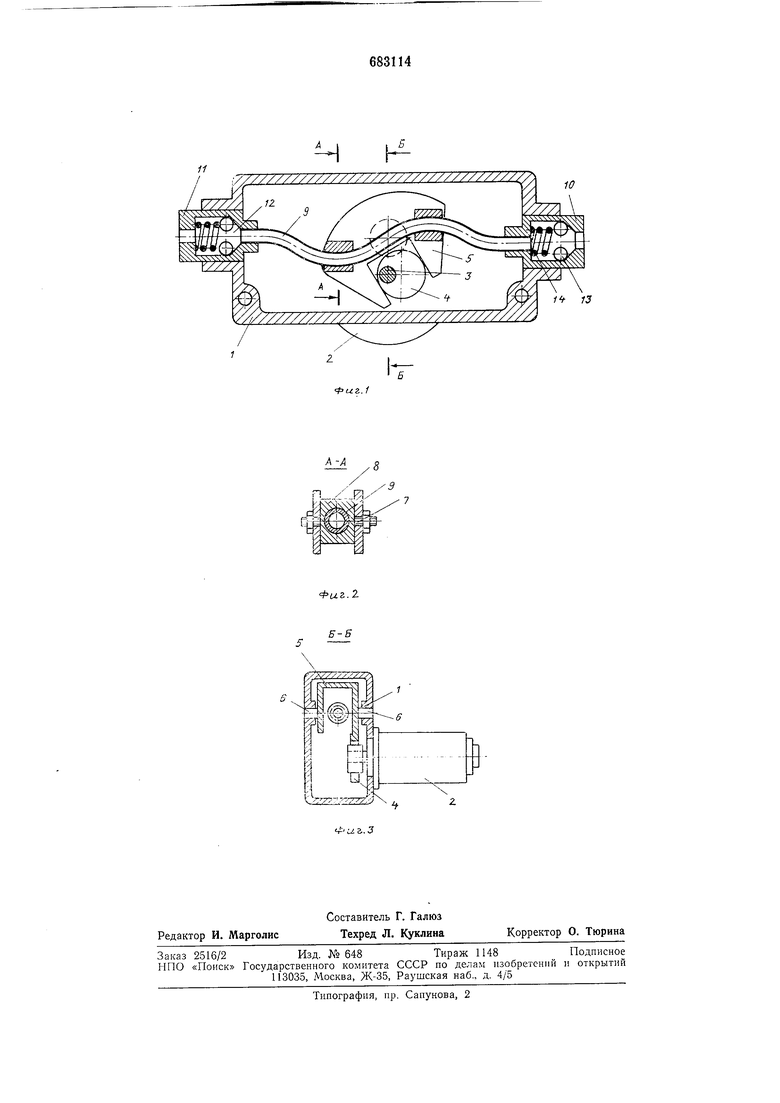
дующим образом. При вращении кулачка 4 электродвигателем 2 вилка 5, обхватывающая кулачок 4, качается на цапфах 6. Гибкий канал 9, нропущенный через отверстия сухарей 8, будет волнообразно изгибаться. При этом канал и проволока, расположенные между передним 10 и задним 11 захватами, периодически изменяет свою длину, удлиняясь и укорачиваясь два раза за один оборот кулачка 4.
При удалении проволоки задний захват 10 не пренятствует ее движению, а передний захват 11 удерживает ее от перемещения в обратном направлении. Таким образом, за нервую четверть оборота кулачка проволока подтягивается и ее порция располагается в удлинившемся канале 9 за счет образования верхнего и нижнего изгиба (пауза).
Поворот кулачка 4 на следующую четверть оборота вызывает поворот вилки 5 в такое положение, когда длина канала 9 становится минимальной. Избыточная длина проволоки стремится пройти через захваты. Однако задний захват 10 удерживает сварочную нроволоку за счет заклинивания ее между шариками 13, поджатыми пружиной 14 к внутренней конической поверхности. При движении через передний захват И проволока отжимает шарики 13 и свободно проходит (подача). При дальнейшем повороте кулачка 4 вилка 5 поворачивается и канал 9 с проволокой снова изгибается. Проволока втягивается через задний захват (науза).
Выравнивание канала нри вращении кулачка 4 и новороте вилки 5 обеспечивает прохождение очередной порции проволоки через передний захват 11 (нодача).
Предлагаемое устройство с качающимся генератором импульсов обеспечивает надежную передачу сварочной проволоки.
Двухволновой генератор импульсов позволяет увеличить Б 2 раза порцию подаваемой проволоки при неизменной частоте вращения электродвигателя.
Частота импульсов обеспечивается изменением частоты вращения кулачка, что вместе с увеличением порции подаваемой проволоки за один импульс расширяет диапазоп скорости подачи.
При этом вес устройства для подачи сварочной проволоки может быть снпжен за счет отсутствия понижающего редуктора - пенременного атрибута традиционных подающих механнзмов.
Другим существенным преимуществом предлагаемого устройства является надежность проталкивания проволоки через канал за счет поперечного волнообразного движения проволоки, резко снижающего сопротивление при движении проволоки по каналу.
Следует отметить надежность подачи мягкой проволоки, например из алюминия или его сплавов, и отсутствие повреждения при этом окисной пленки на поверхности проволоки, что также улучшает стабильность процесса при дуговой сварке плавящимся электродом.
Формула изобретения
1.Устройство для имнульсной волновой иодачи сварочной проволоки, содержащее корпус, односторонние захваты, связанные гибким канатом, и размещенные между пими приводной кзлачок и генератор импульсов, выполненный в виде вилки, соединенной с приводным кулачком, отличающееся тем, что, с целью расширения диапазона скоростей подачи проволоки, кулачок установлен внутри вилки, шарнирно закрепленной на корпусе с возможностью качания вокруг кзлачка.
2.Устройство по п. 1, отличающееся тем, что вилка снабжена сухарями с отверстияЛШ, а гибкий канал пропущен через эти очверстия.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3339057, кл. В 23К 9/12, 1966.
2.Авторское свидетельство СССР АО 138681, кл. В 23К 9/12, 1960.
w
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ с ПОПЕРЕЧНЫМИ КОЛЕБАНЙЯЛ^Й ЭЛЕКТРОДА | 1970 |
|
SU271679A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАТРАЦЕВ И КАРКАСНЫХ ПРУЖИН | 1994 |
|
RU2126307C1 |
| Устройство для дуговой сварки в среде защитных газов с поперечными колебаниями электрода | 1977 |
|
SU664782A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2241558C1 |
| Устройство для приварки мостков из микропроволоки к контактным площадкам | 1984 |
|
SU1199543A1 |
| Устройство для монтажа ленточных перемычек по торцу платы | 1987 |
|
SU1505726A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2006 |
|
RU2324631C1 |
| Устройство для скручивания концов обвязочной проволоки | 1986 |
|
SU1456333A1 |
A
Б-Б
