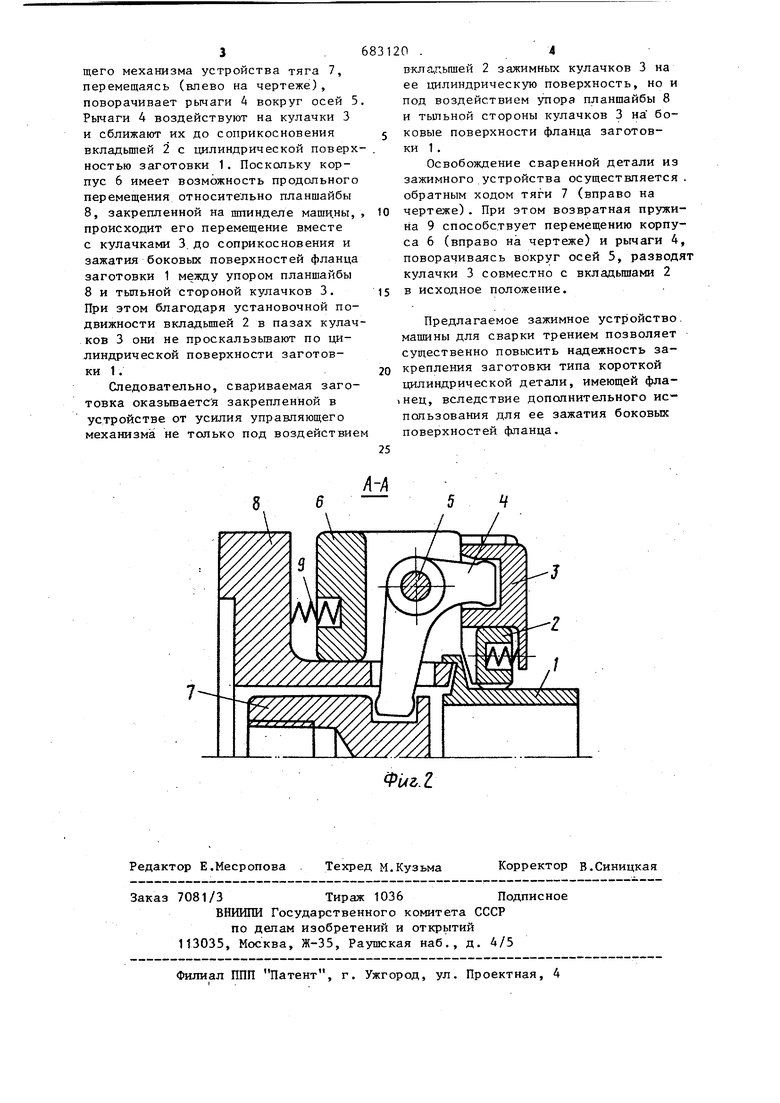
1 Изобретение относится к области сварки, а именно к устройствам для зажима изделий, преимущественно, в машинах для сварки трением, Известно зажимное, устройство, .содержащее смонтированньй на лланшайбе корпус, в радиальных пазах ко торого на осях закреплены двуплечие рычаги, каждый из-которых одним концом установлен .с возможностью взаимодействия с зажимным кулачком а другим - с тягой ,. Однако в таком устройстве не исключено проскальзывание заготовки в зажимных кулачках, в частности пр небольшой длине заготовки. Повьщ1ение вероятности проскальзы вания заготовки в патроне имеет мес то особенно тогда,- когда, свариваема заготовка представляет собой короткую круглую деталь, имеющую фланец В этом случае приходится заметно уменьшать рабочую площадь соприкосновения зажимных кулачков патрона с цилиндрической поверхностью заготовки, что увеличивает возможность ее проскальзывания в процессе сварки и снижает эффективность и качест во сварки трением. Целью изобретения является повьшение надежности закрепления цилиндрической заготовки, имеющей фланец. Поставленная цель достигается тем, что в предложенном устройстве кулачки снабжены подпружиненными в осевом направлении вютадьшами. Пла шайба выполнена с упором для фланц а корпус установлен с возможностью продольного перемещения относитель но планшайбы. В этом случае суммарный момент, удерживающий заготовку от проскаль зывания в устройстве в процессе св ки, складывается из момента сцепле ния вкладышей М.„ с цилиндрической поверхностью заготовки и моментов сцепления зажимных кулачков Mi.j, и упора М с боковыми поверхностями фланца МцчМ,ЛЛ,, (1) Момент сцепления вкладьрей с циливдрической поверхность.ю загото ки определяется как 0 де k - коэффициент, учитывающий передаточное число рычажного механизма f - усилие зажатия на штоке управляющего механизма устройства; - коэффитдиент сцепления вкладыша с цилиндрической поверхностью заготовки; f- - радиус цилиндрической поверхности заготовки. Момент сцепления зажимных кулачов с боковой поверхностью буртика заготовки равен MK PV де V. - коэффициент сцепления зажимных кулачков с боковой поверхностью фланца, Ь - средний радиус боковой поверхности фланца. Момент сцепления упора с боковой оверхностью фланца заготовки равен V()VI , (; где РН - сварочное осевое усилие. Таким образом, благодаря использованию дополнительных поверхностей заготовки для сцепления с зажимными элементами устройства надежность закрепления ее в процессе сварки .повышается , На фиг, 1 показано предлагаемое устройство, вид в плане; на фиг, 2 сечение А-А на фиг. 1, Свариваемая заготовка 1, представляющая собой короткую цилиндрическую деталь, имеющую фланец, закреплена во вкладышах 2, размещенных и подпружиненных в пазах кулачков 3. Кулачки 3 через двуплечие рычаги 4, установленные на осях 5 в корпусе 6, соединены с тягой 7 штока управляющего механизма (не показан). Корпус 6 устройства установлен на планшайбе 8, закрепленной на шпинделе машины (не показан) с возможностью продольного перемещения (например, на шпонке) и снабжен возвратной пружиной 9, Устройство работает следующим об разом. Вначале свариваемая заготовка 1 закладывается мевду вю1адьш1ами 2 зажимных кулачков 3, которые в исходном положении разведены и не препятствуют установке фланца заготовки 1. Затем под действием усилия управляю3.
щего механизма устройства тяга 7, перемещаясь (влево на чертеже), поворачивает рычаги 4 вокруг осей 5 Рычаги 4 воздействуют на кулачки 3 и сближают их до соприкосновения
вкладышей 2 с цилиндрической поверхностью заготовки 1. Поскольку корпус 6 имеет возможность продольного перемещения относительно планшайбы 8, закрепленной на шпинделе маши.ны, , происходит его перемещение вместе с кулачками 3. до соприкосновения и зажатия боковых поверхностей фланца заготовки 1 мелоду упором планшайбы 8 и тыльной стороной кулачков 3.
При этом благодаря установочной подвижности вкладышей 2 в пазах кулачков 3 они не проскальзьтают по цилиндрической поверхности заготовки 1 .
Следовательно, свариваемая заготовка оказьтается закрепленной в устройстве от усилия управляющего механизма не только под воздействием
8
0 .4
вкла,иьш1ей 2 зажимных кулачков 3 на ее цилиндрическую поверхность, но и под воздействием упора планшайбы 8 и тьтьной стороны кулачков 3 на боковые поверхности фланца заготовки 1 ,
Освобождение сваренной детали из зажимного устройства осуществляется . обратным ходом тяги 7 (вправо на чертеже). При этом возвратная пружина 9 способствует перемещению корпуса 6 (вправо на чертеже) и рычаги 4, поворачиваясь вокруг осей 5, разводят кулачки 3 совместно с вкладышами 2 в исходное положение.
Предлагаемое зажимное устройство. машины для сварки трением позволяет существенно повысить надежность закрепления заготовки типа короткой цилиндрической детали, имеющей флаНец, вследствие дополнительного использования для ее зажатия боковых поверхностей фланца.
we.Z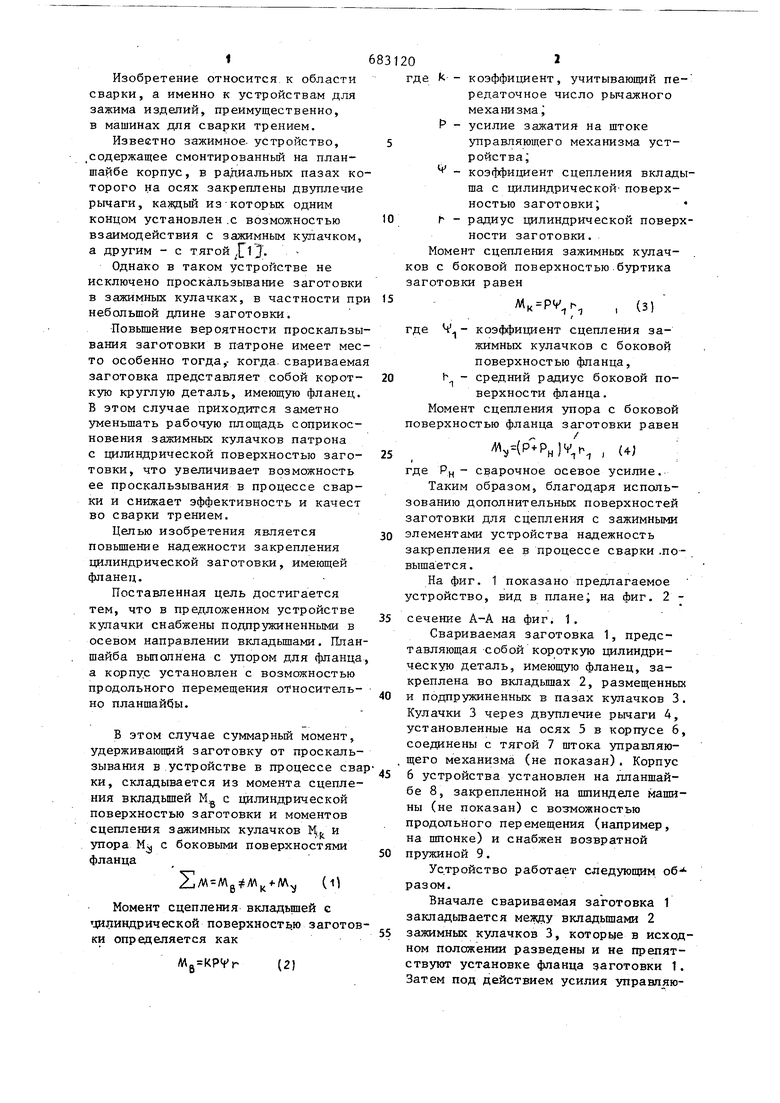
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку фланцев с обечайкой | 1981 |
|
SU1018837A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Устройство для сборки под сварку фланцев с обечайкой | 1978 |
|
SU727387A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Ножницы для резки проката | 1980 |
|
SU884889A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
ЗАЖИМНОЕ УСТРОЙСТВО» преимущественна, . машин для сварки трением.содержащее смонтированный на -планшайбе корпус, в радиал^>&ных пазах которого на осях закреплены двуплечие рычаги, каждый из которых одним концом установлен с возможностью взаимодействия с зажимньм кулачком, а другим - с тягой, отличающее- с я тем, что, с целью повышения надежности закрепления цилиндрической • заготовки, имеющей фланец, кулачки снабжены подпружиненными в осевом направлении вкладьшами, при этом планшайба выполнена с упором для фланца, а корпус установлен с возможностью продольного перемещения относительно планшайбы.i(ЛС55 СХ) 001C
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сивай А.В | |||
| Станочные приспособления | |||
| Киев-Львов, Гостехиздат Украины, 1948, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
