со
00 00
ю
05
1138
Изобретение относится к обработке металлов давлением, в частности к листопрокатному производству, и может быть использовано при профилировке рабочих валков широкополосных станов горячей прокатки (ШСГП).
Цель изобретения .- уменьшение не- ппоскостности полос за счет компенсации теплового изменения формы бочки валка.
На чертеже изображен рабочий валок чистовой клети непрерывного листового стана горячей прокатки.
Валок включает бочку ,1 и цапфы для монтажа на них подушек с подшипниками. Образующая бочки 1 выполнена в виде гиперболической кривой аЬ, cd. На середине бочки валка образующая выполнена криволинейным участком Ъс длиной 1,. На концевых участках валка аЬ, cd симметрично середины его бочки, характеризуемой осью 00, выполнены проточки параболическим вогнутым профилем. Протяженность проекции каждои из параболических проточек efg, hmk составляет
1,(0,15 - 0,25) 1, (1) где 1 - длина бочки валка, мм.
Глубина каждой из параболических проточек efg, hmk от профиля гипербо- «лической кривой аЬ, cd составляет
Н,(0,2 - 0,4) В, (2) где Н - максимальная глубина вогнутости образующей бочки, мм.
Максимальный прогиб параболы, определяемый точками f и т, расположен от торца (аг или ds) бочка на расстоянии, равном
1,,(0,15 - 0,20 1. (3) Расстояние начала параболической вогнутости efg, hmk определяется как
J- 1,/2.С4)
Для построения прифилировки предлагаемого валка значение протяженности прямолинейного участка be составляет
1, (0,05 - 0,25) 1. (5) S Тогда протяженность каждого из гиперболических участков (аЬ или- cd) определяется по отношению
l5(l - М)/2. (6) Образующая валка с гиперболическим профилем (аЬ или cd) на участке протяженностью li может быть определена по следующему выражению (для участка аЬ с учетом симметричного настроения относительно оси 00) W-V(W-1)2+(X/lpn2W-1) ,(7)
Q
5 20 25
ЗО
35
45
40
5
262
где Dyp - текущий диаметр валка на участке аЬ, изменяющийся от D о до D, мм; D - максимальный диаметр бочки
валка, мм; DO - минимальный диаметр бочки,
мм;
W - константа, зависящая от порядка клети в чистовой группе стана, ,9-1,2; X - текущая константа, изменяющаяся на длине участка 1g от в точке b до в точке а, мм.
Первоначально D рассчитывается на всей длине участка без учета участка 1 (показано пунктиром). Образующая бочки валка на участках с параболическим вогнутым профилем (efg или hmk) может быть определена по выражению для участка fg
Dxn Df-t-H,(2X;/l2)S (8) где D - текущее значение диаметра на параболическом участке fg, изменяющеего от D до DO (D{и D}- соответствую- диаметры в точках профиля f и g), мм; Н - максимальная глубина вогнутости на параболическом участке от гиперболической кривой aepgb, мм; Х - текущая координата, изменяющаяся на длине параболического профиля fg от в точке f до Xj,l7. Для участка fg профиль параболической вогнутости определяется по формуле
D;,D{+H/2X;/li), (9) где Dj(fl - текущий диаметр валка на участке ef, изменяюш 1йся от D. до D g (D g- диаметр валка в точке е), мм; Хр - текущая координата, изменяющаяся от в точке до ./2 в точке е.
Диаметра бочки валка в точках е, р, и g определяются по формуле (7). При этом переменная координата соответственно определяется для точки е X l5-l|; точки р X lj-l3; точки X l5-(l,+l).
Значение диаметра бочки в точке D определяется зависимостью
D { D р-2Н ,. Валок работает следующим образом.
Валок целесообразно устанавливать в клетях чистовой группы, предпочтительно там, где применяется мел(клете вое охлаждение, т.е. в последних 3-4 клетях. Данные рабочие валки устанавливаются попарно. В зазор, ими образованный, поступает металл, подвергаемый деформации. При этом на него в межклетевых промежутках подают вод для охлаждения. Одновременно вода изменяет тепловой профиль рабочего валка. Однако при использовании данного валка тепловое формоизменение его бочки не отражается настолько, чтобы исказить требуемый поперечный профиль полосы поскольку неравномерность формоизменения теплового профиля учитывается двумя зонами с вогнутым параболическим профилем.
Параболические проточки на криволинейных участках бочки вьшолняют роль компенсаторов теплового формоизменения бочки валка, имеющего место в процессе прокатки, в частности, при использовании межклетевого охлаждения в чистовой группе клетей. Протяженность вогнутого параболического участка по меньшему пределу вплоть до ,15 1 назначается при прокатке относительно толстых передельньк полос (начиная с 4 мм), а большая протяженность вплоть до 1 fO,25 I назначается при прокатке относительно тонких полос (1,55 мм), применяемых в в качестве подката. Дальнейшее уменьшение 1 0,151 не дает эффекта даже на толстых полосах, а увеличение 1 7 0,25 1 не дает эффекта в уменьшении прикромочной вогнутости даже на тонких полосах, более чувствительных к тепловому формоизменению валков, чем толстые полосы.
При назначении глубины параболи- ческих проточек придерживаются следующих рекомендаций. Меньшую величину Н, 1-0,211 рационально назначать для прокатки тонких полос, а Н 0,4 Н - при прокатке относительно толстых по- лос. Уменьшение Н, 0,2 Н не дает достаточный эффект в части учета тепловой выпуклости бочки валка даже при прокатке тонких полос и может привести к возникновению на поверх- ности подката вогнутостей, чреватых снижением качества полос в связи с появлением в дальнейшем прикромочной волнистости-.
Величина глубины Н, 0,4 Н может привести и на толстых полосах к тому что на последних возникают прикромоч но выпуклости, которые, в конечном счете, приводят к двойной прикромочной коробоватости после холодной про катки полос. Расположение максималь- ной вогнутости на участках валка с ;параболическим профилем назначается, |исходя из сложившегося сортамента стана, и при ,90-0,95 (В - ширина прокатываемой полосы) величина 1з 7 0,15 1,а при ,60 - 0,75 13 б , 20 1.
Уменьшение данной величины 1 0,15 1 приводит к тому, что параболический участок смещается за предел прокатываемой полосы, т.е. не обеспечивает улучшения качества полос. Увеличение Ij 0,20 1 приводит к YoMy, что компенсационная вогнутость располагается слишком близко к середине полосы, где не наблюдаются вогнутости от теплового формоизменения валка Следовательно, выполнение компенсаци онньк вогнутых параболических проточек с указанными граничными значениями параметров профиля валка позволяет путем учета теплового формоизменения валка, особенно к концу кампании валков, уменьшить такой дефект как неплоскостность, т.е. повысить качество полос путем обеспечения чечеви- цеобразности профиля подката для холодного передела.
Пример опробования предлагаемого валка в условиях ШСГП 2000 Новолипецкого меткомбината. Профилировки валков соответствуют приведенным данным (табл.1). Из анализа сопоставительных результатов прокаток предлагаемого валка по сравнению с известными (табл.2) следует, что предлагаемый валок во всех пределах предлагае- йых граничных параметров имеет превосходство, выраженное в улучшении качества полос за счет увеличения че- чевицеобразности поперечного профиля полосы, что проявляется в меньших дефектах по волнистости и коробова- тости на 3,4 и 1,3% соответственно. Объем некондиционных полос уменьшен на 0,61%. При граничных значениях параметров профилировки предлагаемого валка зффект приближается к обеспечиваемому известным валком.
Следовательно, использование предлагаемого валка повышает качества
полос, что уменьшает дефекты по неплоскостности полос (типа волнистости и коробоватости).
Формула изобретения
Рабочий валок чистовой клети непрерывного листового стана горячей
очерченными вогнутыми кривыми, отличающийся тем, что,.с целью уменьшения неплоскостности полос за счет компенсации теплового изменения формы бочки валка, на ее криволинейных участках выполнены проточки параболической формы, длина которых составляет 0,15-0,25 длины бочки вал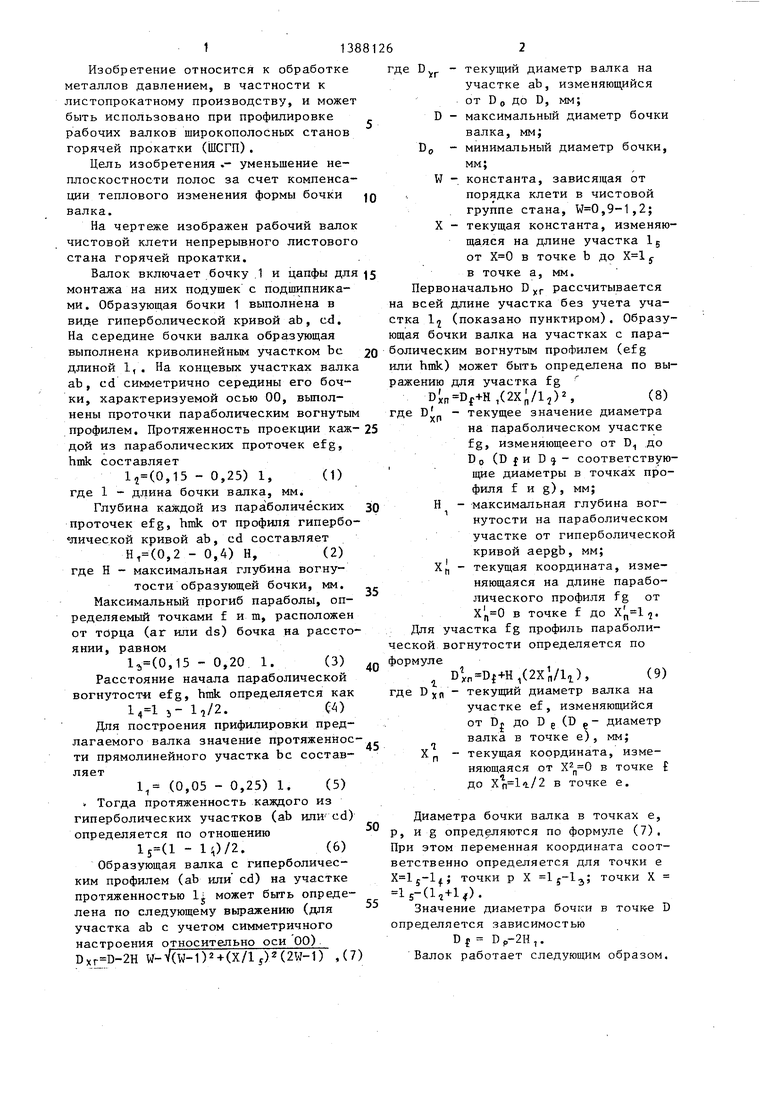

| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый комплект кварто | 1988 |
|
SU1516155A1 |
| Рабочий валок листопрокатного стана | 1985 |
|
SU1306611A1 |
| Способ горячей прокатки в чистовой группе широкополосного стана | 1987 |
|
SU1519798A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки | 1987 |
|
SU1599139A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Комплект валковых узлов непрерывной чистовой группы клетей широкополосного стана горячей прокатки | 1988 |
|
SU1585033A1 |
| Способ профилирования рабочих валков чистовой группы клетей широкополосного стана | 1988 |
|
SU1537339A1 |

Изобретение относится к прокатному производству и может быть использовано при профилировке рабочих валков широкополосных- станов горячей прокатки. Цель изобретения - уменьшение неплоскостности полос за счет компенсации теплового изменения формы бочки валка. Калибр бочки валка включает прямолинейный участок, расположенный посередине бочки, и примыкающие к нему с обеих сторон криволинейные участки, очерченные гиперболическими кривыми На каждом их криволинейных участков вьшолнены параболические проточки, центр параболы которых отстоит от торца бочки на расстоянии 0,15-0,20 ее длины. Длина параболической проточки составляет 0,15-0,25 длины бочки валка, а глубина 0,2-0,4 глубины калибра. При прокатке листа, особенно к концу кампании валков, параболические проточки позволяют учитывать тепловое изменение формы бочки, т.е. выполняют роль компенсаторов. 1 ил., 2 табл. а (Л
прокатки, содержащий бочку с калиб- Q ка, а глубина 0,2-0,4 глубины калибром, который образован прямолинейным участком, расположенным посередине бочки, и примыкающими к нему с обеих сторон криволинейными участками.
ра, причем центр параболы, очерчивающей форму проточки, расположен от торца бочки на расстоянии 0,15-0,2 ее длины.
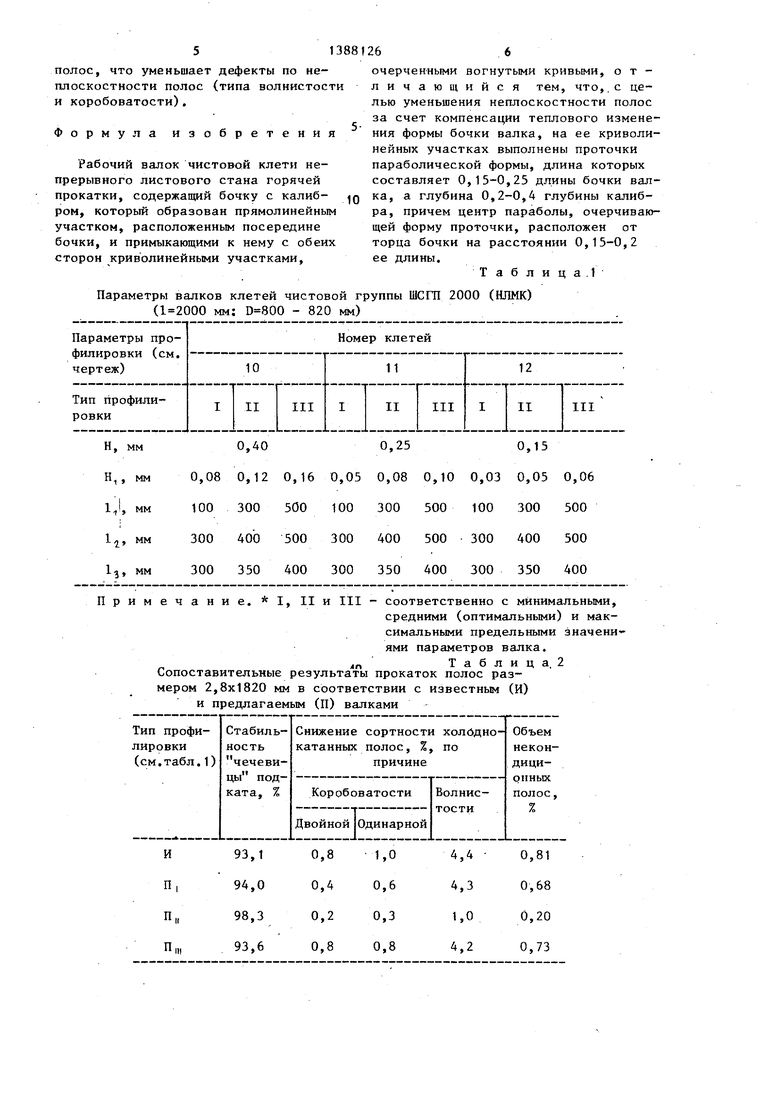
Параметры валков клетей чистовой группы ШСГП 2000 (ШШК) ( мм: - 820 NM)
Н, мм0,400,250,15
Н,, мм0,080,120,160,050,080,100,030,050,06
1,, мм100300500100300500100300500
1, мм300400500300400500300400500
1з, мм300350400300350400300350400
Примечание. 1, Ни III - соответственно с минимальными,
средними (оптимальными) и максимальными предельными значени ями параметров валка.
пТаблица, 2
Сопоставительные результаты прокаток полос размером 2,8x1820 мм в соответствии с известным (И) и предлагаемым (П) валками
ра, причем центр параболы, очерчивающей форму проточки, расположен от торца бочки на расстоянии 0,15-0,2 ее длины.
Т а б л и ц а . 1
| Рабочий валок листопрокатной клети | 1983 |
|
SU1158262A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| , | |||
