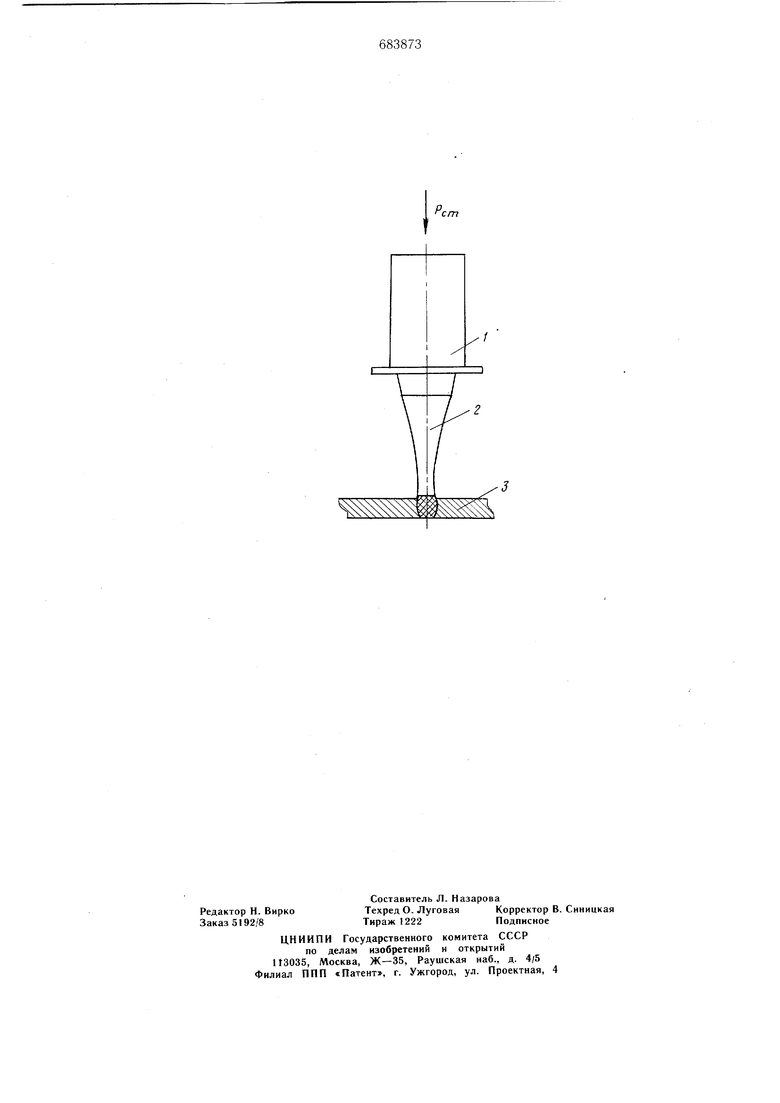
(54) СПОСОБ УЛБТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНБ1Х ШВОВ емый по смазанному машинным маслом сварному шву и прижимаемый к нему статическим усилием Рст. Использование статической нагрузки выше 40-50 кгс невозможно из-за появления изгибных колебаний волновода, отрицательно сказываюш.ихся на его работоспособности. Меньшие нагрузки положительного эффекта не дают. При.менение амплитуды колебаний торца волновода на холостом ходу выше 60-65 мкм приводит к быстрому износу волновода, а ниже - 60-65 мкм - к снижению эффекта воздействия ультразвука. Скорость обработки выше 18-20 м/час приводит также к снижению эффекта воздействия ультразвуковых колебаний, а ниже 18-20 м/час к неоправданно малой произ водительности процесса обработки. Изменение частоты от 10 до 80 кгц не сказывается на эффекте воздействия, частота определяется резонансной частотой магнитострикционного пpeoбpaзoвaтev я. Вследствие введения энергии ультразвуковых колебаний в сочетании со статическим давлением по данному режиму ускоряются процессы релаксации остаточных сварочных напряжений, повышается сопротивляемость трешинообразованию., Пример. Проводилась техническая обработка образцов 140 мм из стали 2X13 толш,иной 2 мм и стали ЗОХГСА толщиной 2,5 мм по режи.му: -статическое усилие О-50 кгс (давление при диаметре торца волновода 1 см составляет О-64 кгс/м); -амплитуда колебаний торца волновода на холостом ходу 10-65 мкм; -скорость обработки 2-30 м/час; -частота 18-22 кгц. В качестве источника ультразвуковых колебаний использовался магнитострикционный преобразователь 1 типа ПМС-15А - 18 с экспоненциальным волноводом 2, который прижимался статическим усилием РСТ к свар ному образцу 3 в зоне шва. Иод воздействием ультразвуковых колебаний обрабатываемая зона нагревалась до 80°С. Для получения сравнительных данных параллельно с обработанными согласно прилагаемому способу сварными швами были испытаны на сопротивляемость возникновению и распространению холодных трещин необработанные сварные образцы и образцы обработанные известным способом Сварные образцы были испытаны по схеме нагружения круглой пластинки, жестко закрепленной по контуру, равномерно распределенной нагрузкой с помощью устройства ЛТИ 2-5. Во всех группах образцов, согласно принятой методике испытаний, фиксировалось максимальное давление, при котором сварные образцы не разрушались под нагрузкой в течении суток. Данный способ обработки сварных швов позволил повысить сопротивляемость возникновению и распространению холодны/ трещин в сварных конструкциях из высокопрочных и коррозионностойких легированных сталей в 3 раза по сравнению с аналогичным показателем необработанных или обработанных по известному способу сварных конструкций. Вместе с тем в сварных конструкциях произошло снижение остаточных сварочных напряжений и деформаций на 20-25%, повысилась стабильность размеров сварных конструкций, улучшилось, качество поверхности сварных швов, снизилась концентрация напряжений. Формула изобретения Способ ультразвуковой обработки сварных швов преимущественно из высокопрочных и коррозионностойких легированных сталей, при котором одновременно с ультразвуковой обработкой осуществляют статическое нагружение сварного щва, отличающийся тем, что, с целью повыщения сопротивляемости возникновению холодных трещин, обработку выполняют по следующе.му режиму: -статическая нагрузка 40-50 кгс; -амплитуда колебаний тррца волновода на холостом ходу 60-65 мк.м; -скорость обработки 18-20 м/час; -частота колебаний 18-22 кгц. Источники информации, принятые во внимание при экспертизе 1.Иолоцкий М. Г. и др. Снижение остаточных сварочных напряжений ультразвуковой обработкой. «Автоматическая сварка, jYo 5, 1974, стр. 74-76. 2.Сагалевич В. М. Методы устранения сварочных деформаций и напряжений М., 1974, с. 113-125.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2394919C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2447162C2 |
| Способ правки сварных конструкций | 1979 |
|
SU804067A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2015 |
|
RU2605888C1 |
| СПОСОБ ФРИКЦИОННОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2008366C1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2007 |
|
RU2359798C1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| Способ сварки плавлением | 1979 |
|
SU880652A1 |
| СПОСОБ РЕМОНТА ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ СО СТРЕССКОРРОЗИОННЫМИ ТРЕЩИНАМИ | 2006 |
|
RU2337803C2 |