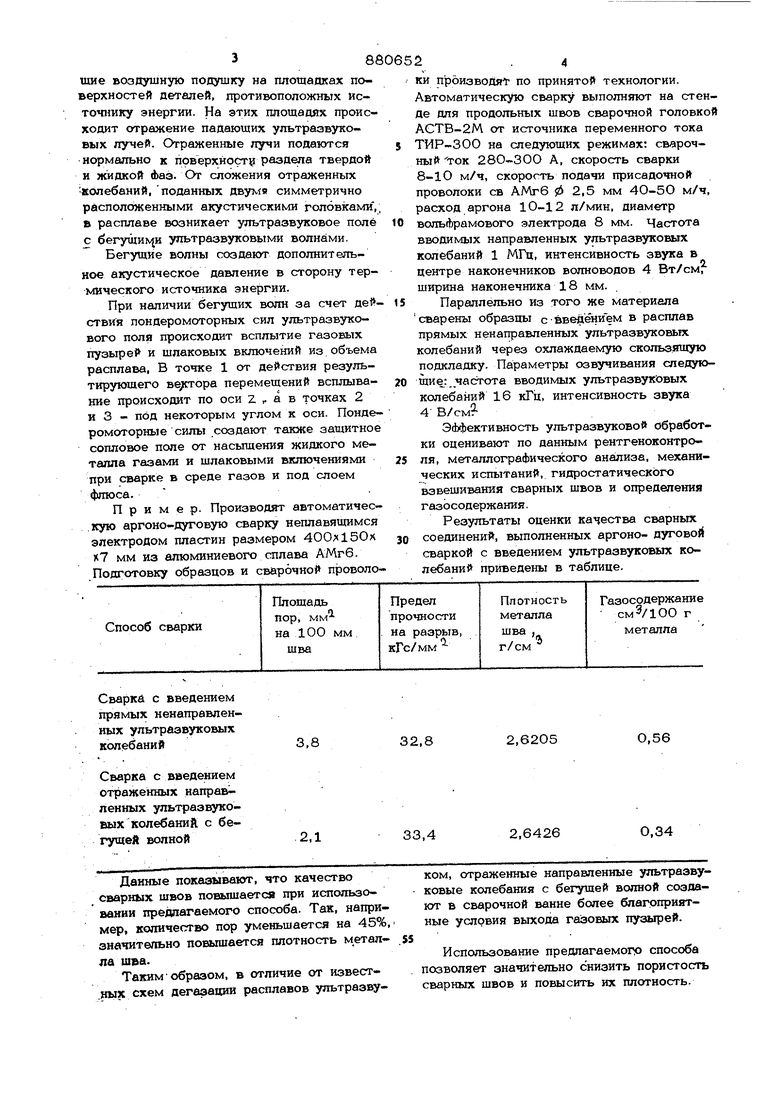
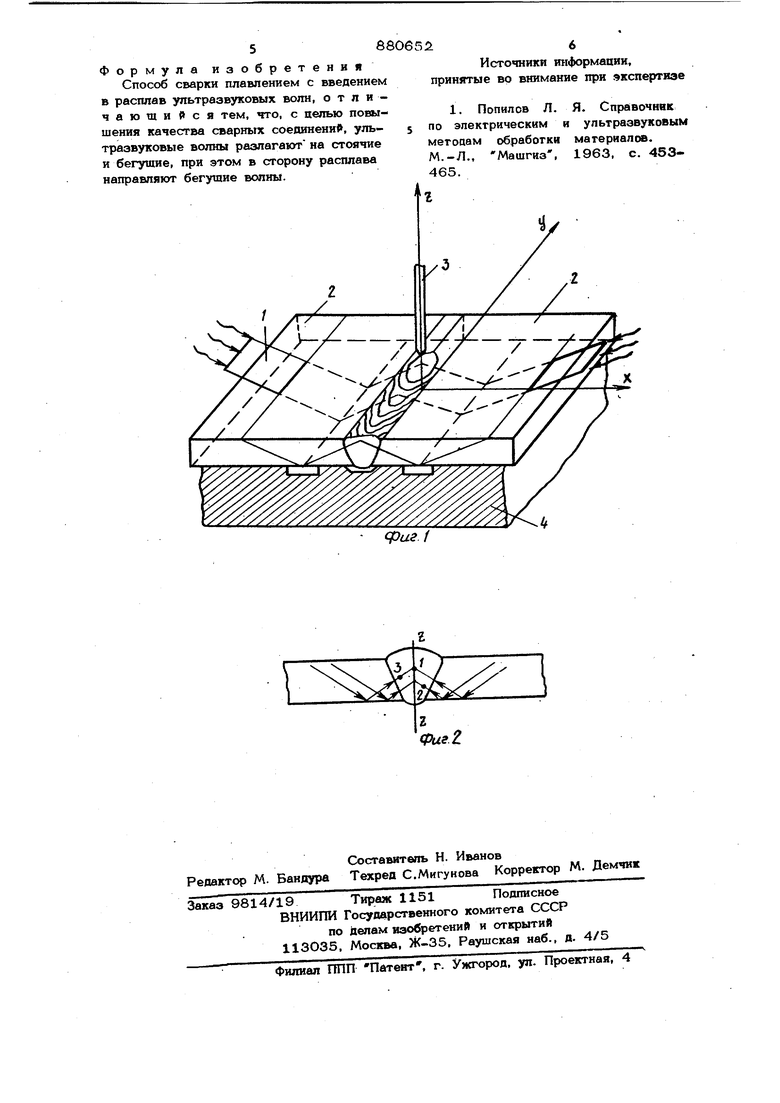
(54) СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ Изобретение относится к сварочному производству, в частности к способу сварки плавлением, и мЪжет быть использовано при сварке изделий, преимущественно, из алюминиевых Известен способ сварки плавлением с введением ультразвуковых ; колебаний промышленного диапазона част.от 16-50 кГц в сварочную ванну, при этом в сварочную ванну вводят ненаправленные /ультразвуковые колебания через охлаждаемую скользящую подкладку TIJ Однако такой способ не позволяет получать качественные сварные швы из-за реверберации ультразвука в материале свариваемой детали и, как следствие,нарушения условий дегазашга сварочной ванны.. Цель изобретения - повышение качества сварных соединений. Указанная цель достигается тем, что сх гласно способу сварки плавлением с введением в расплав ультразвуковых волн ультразвуковые волны разлагают на стоячие и бегущие, при этом в сторону расплава направляют бегущие волны. Высокая эйЛективность предлагаемого способа заключается в интенсификации процесса дегазации сварочной ванны за счет создания оптимума градиентов акустических давлений в расплаве. На фиг. 1 показана схема воздействия направленных отраженных ультразвуковых колебаний на сварочную ванну; на фиг. 2 схема воздействия направленных колебаний на газовые пузыри, находящиеся в распла ве сварочной ванны. Направленные ультразвуковые колеба ния от двух симметрично расположенных акустических тхэловок 1 {вводятся в calf): ваемые детали 2 со стороны электрода 3i Акустическое давление совпадает с прост ранственным направлением волн, выдавав мых наконечниками волновода. Схема сварки предусматривает отражение ввейвн ных ультразвуковых колебаний на акустически мягкой границе. Длв этого в подкладке 4 выполнены пазы, обеспечиваю38щие воздушную подушку на плошадках поверхностей деталей, противоположных источнику энергии. На этих площадях происходит отражение падающих ультразвуковых лучей. Отраженные лучи подаются нормально к поверхности раздела твердой и жидкой Ааэ. От сложения отраженных колебаний, поданных двумя симметрично расположенными акустическими головками , в расплаве возникает ультразвуковое поле с бегущил и ультразвуковыми волнами. Бегущие волны создают дополнительное акустическое давление в сторону термического источника энергии. При наличии бегущих волн за счет дей ствия пондеромоторных сил ультразвукового поля происходит всплытие газовых пузырей и шлаковых включений из объема расплава, В точке 1 от действия результирующего ве ггора перемещений всплывание происходит по оси 2 а в точках 2 и 3 - под некоторым углом к оси. Пондеромоторные силы создают также защитное сопловое поле от насыщения жидкого металла газами и шлаковыми включениями при сварке в среде газов и под слоем флюса. Пример. Производят автоматическую аргоно-дуговую сварку неплавящимся электродом пластин размером 400л 150х х7 мм из алюминиевого сплава АМгб. Подготовку образцов и сварочной проволо2ки производят по принятой технологии. Автоматическую сварку выполняют на стенде для продольных швов сварочной головкой АСТВ-2М от источника переменного тока ТИР-300 на следующих режимах: сварочный ток 280-ЗОО А, скорость сварки 8-10 м/ч, скорость подачи присадочной проволоки ев АМгб 0 2,5 мм 40-50 м/ч, расход аргона 10-12 л/мин, диаметр вольфрамового электрода 8 мм. Частота вводимых направленных ультразвуковых колебаний 1 МГц, интенсивность звука в центре наконечников волноводов 4 Вт/см ширина наконечника 18 мм. Параллельно из того же Материала сварены образцы с введением в расплав прямых ненаправленных ультразвуковых колебаний через охлаждаемую скользящую подкладку. Параметры озвучивания следующие: частота вводимых ультразвуковых колебаний 16 кГц, интенсивность звука 4 SdxbeKTHBHOCTb ультразвуковой обработки оценивают по данным рентгеноконтроля, мeтaллoгpad5ичeckoгo анализа, механических испытаний, гидростатического взвешивания сварных швов и определения газосодержания. Результаты оценки качества сварных соединений, выполненных аргоно- дуговой сваркой с введением ультразвуковых колебаний приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Волновод для ультразвуковой сварки | 1990 |
|
SU1804987A1 |
| Способ сварки материалов в ультразвуковых полях и устройство, его реализующее | 2022 |
|
RU2789411C1 |
| Способ многодуговой сварки металлических изделий под слоем флюса | 2015 |
|
RU2613831C1 |
| Способ сварки магнитоуправляемой дугой | 1975 |
|
SU561640A1 |
| Способ ультразвуковой сварки пластмассовых деталей кольцевыми швами | 1985 |
|
SU1351811A1 |
| Способ создания искусственного дефекта в сварном соединении | 1989 |
|
SU1742010A1 |
| Способ восстановления изделия лазерно-акустической наплавкой и устройство для его осуществления | 2019 |
|
RU2740687C2 |
| Способ изготовления труб сваркой | 2017 |
|
RU2637039C1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| Способ регулирования сварочного процесса | 1979 |
|
SU872095A1 |
Сварка с введением прямых ненаправленных ультразвуковых колебаний
Сварка с введением отраженных направленных ультразвуковых колебаний, с бегущей волной
Данные показывают, что качество сварных швов повышается при использовании предлагаемого способа. Так, например, количество пор уменьшается на 45%,значительно повышается плотность металла шва.
Таким образом, в отличие от извест.кызс схем дегазации расплавов ультразву2,6205
0,56
32,8
2,6426
0,34
33,4
ком, отраженные направленные ультразвуковые колебания с бегущей волной создают в сварочной ванне более благоприятные условия выхода га;зовых пузырей.
55
Использование предаагаемого способа позволяет значительно снизить пористость сварных швов и повысить их плотность. Формула изобретения Способ сварки плавлением с введением в расплав ультразвуковых волн, отличающийся тем, что, с целью повышения качества сварных соешшени, ультразвуковые волны разлагают на стоячие и бегущие, при этом в сторону расплава направляют бегущие волны. с Источники штформации, принятые во внимание при экспертизе 1. Попилсв Л. Я. Справочник по электрическим и ультразвуковым метоаам обработки материалов. М.-Л., Машгиз, 1963, с. 453465.
