(54) СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННБ1Х ДЕТАЛЕЙ С РЕЛЬЕФНОЙ ПОВЕРХНОСТЬЮ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления шлицевого вала | 1987 |
|
SU1581550A1 |
| Способ восстановления шлицевой втулки | 2015 |
|
RU2608860C2 |
| Способ восстановления деталей,преимущественно шлицевых валов | 1983 |
|
SU1172666A1 |
| Способ наплавки самозатачивающихся лезвий | 1987 |
|
SU1581499A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ РЕМОНТА ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ РАБОЧИХ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2354523C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОСА БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВ | 2015 |
|
RU2611000C2 |
| Способ восстановления чугунных распределительных валов | 1984 |
|
SU1371983A1 |
| Способ получения биметаллических деталей диффузионной сваркой | 1983 |
|
SU1237351A1 |
1
изобретение относится к ремонту машин, в частности, к восстановлению изношенных металлических деталей и .может быть использовано при восстановлении шлицевых и резьбовых поверхностей валов.
Известен способ восстановления шлицев шлицевых валов, изношенных по боковой поверхности путем наплавки металла на изношенную боковую поверхность шлица 1.
Однако при известном способе операции восстановления (наплавки и последуюшей механической обработки) отличаются высокой трудоемкостью, а также имеет место коробление вала в процессе наплавки.
Известен способ восстановления изношенных деталей с рельефной поверхностью преимуш.ественно шлицев и резьб путем размещения на поверхности присадочного материала, его нагрева электрическим тоКом и приложения давления 2.
Недостатком этого способа является большой и нерациональный расход присадочного материала (из-за необходимости полной заплавки углублений рельефа), 70%...90% которого удаляется при последующей механической обработке.
Цель изобретения - снижение расхода присадочного материала и трудоемкости по-, следующей механической обработки.
Указанная цель достигается тем, что ирисадочный материал размещают на наружной поверхности рельефа и осуществляют его приварку с одновременной раздачей рельефа до восстановления размера канавки по ширине, при этом используют присадочный .материал толщиной 0,40-0,85 высоты рельефа и шириной 0,6-1,0 ширины рельефа
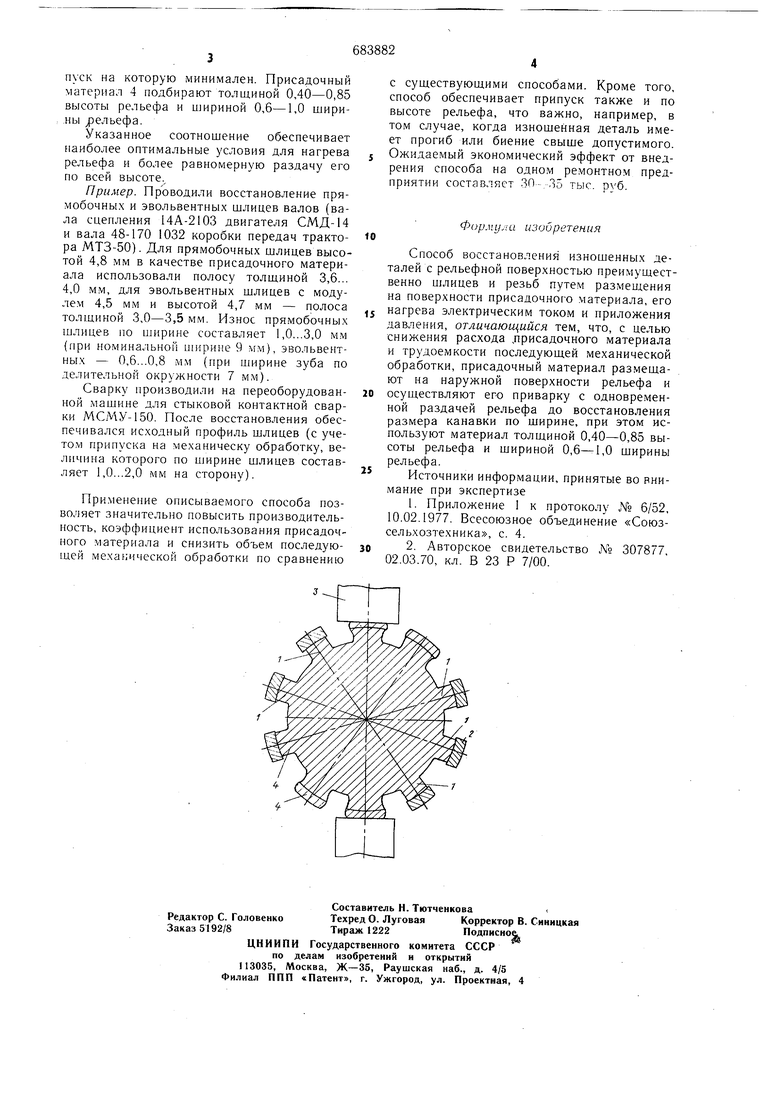
Изобретение показано на чертеже.
На изнощенном щлице 1, на наружной его поверхности, размещают присадочный материал (полоса или проволока) 2 и приваривают его, например, роликовым электродом 3.
При реализации такой схемы наплавки за счет одновременного действия двух факторов - нагрева и давления - происходит осадка рельефа и присадочного материала и раздача рельефа по ширине, обеспечивающая восстановление размера канавки по ширине.
Восстановленный шлиц 4 подвергают последующей механической обработке, при
