Изобретение относится к ремонту изношенных деталей, а именно шпице- вых валов.
Целью изобретения является расгак - рение технологических возможностей путем восстановления шлицев с односторонним износом различных типоразмеров и повышение качества за счет исключения общего нагрева вала.
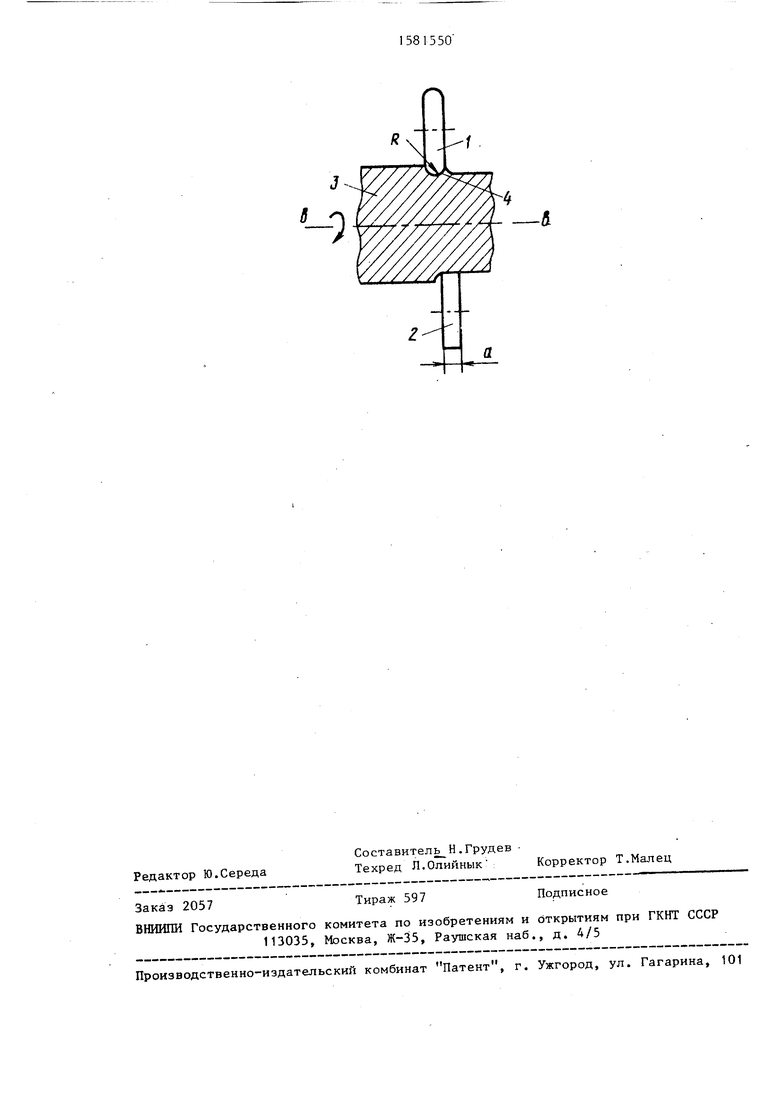
На чертеже представлена схема расположения роликов относительно шпицевого вала.
Два ролика 1 и 2 одновременно обкатывают пшицевой вал 3 поперек направления шлицев по винтовой с тагом равным ширине а роликов со смещением роликов друг относительно друга вдоль оси Ъ-b вала 3 на один шаг и на 180 по углу поворота вала. Процесс ведется, например, с использованием электропластического деформирования. При этом роликом первым по ходу образуют рельеф с канавкой, округлость формы которой обуславлива - вают радиусом R дуги обкатывающей поверхности ролика 1,равным 1/2 ширины ролика А, а втррым роликом 2 сглаживают этот рельеф. Причем вал 3 вращают в таком направлении,чтобы выступы шлицев сначала деформировались с неизношенной стороны, а раздачу шлицев по ширине ведут до разУ1
эе
От
3
меров на 0,5-1 мм превышающий номинальный. Мехобработку после наплавки осуществляют по месту старых впадин и шпицев. Таким образом предлагаемый способ позволяет восстанавливать ишицевые валы любых типоразмеров сложной конфигурации. При этом в прикорневой зоне сохраняется основной металл, а переходная зона наплав- ки находится в средней части по высоте шпица.
Использование электропластического деформирования позволяет упростить техпроцесс путем исключения пред- варительной термической обработки детали.
Выполнение первым по ходу роликом рельефа в виде канавки округлой формы и сглаживание его вторым роликом снижает усилия раздавливания и позволяет сформировать структуру материала в прикорневой зоне шпица с повышенными прочностными характеристиками. Вращение вала в направлении, противо- положном рабочему при обкатке роликами создают направленное перемещение металла в сторону рабочей кромки шлица, что позволяет скомпенсировать износ в прикорневой зоне с получе- iнием предварительно напряженного состояния в ней.
I
Пример. Восстановлению подвергались шлицы червяка рулевого ме- ханизма МТЗ-50 Ь 25 мм. Скорость вращения пшицевого вала 3 об/мин, сила тока 2-10 А, ширина роликов В i 12 мм, давление на ролике 150 кг, длительность импульсов тока 0,15 с, пауза 0,2 с.
Таким образом, использование предлатаемого способа обеспечивает дли- ,тельную работу восстановленного вала,
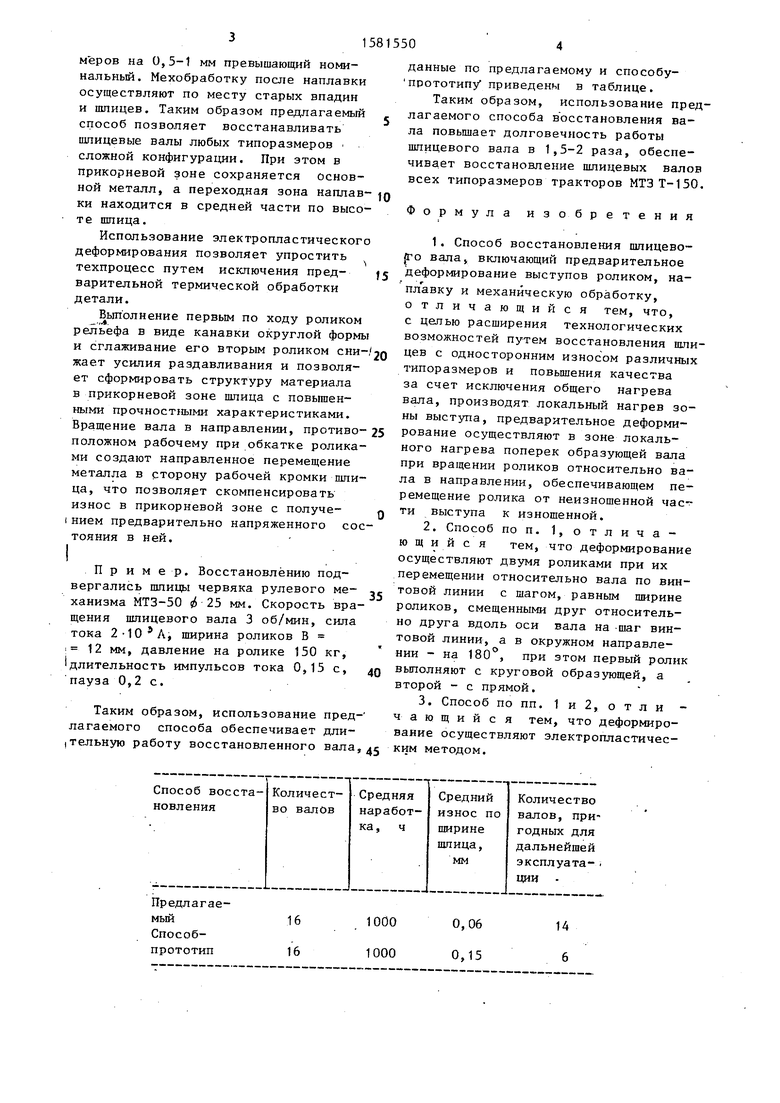
данные по предлагаемому и способу- прототипу приведены в таблице.
Таким образом, использование предлагаемого способа восстановления вала повышает долговечность работы пшицевого вала в 1,5-2 раза, обеспечивает восстановление шлицевых валов всех типоразмеров тракторов МТЗТ-150
Формула изобретения
1.Способ восстановления шлицево- fro вала, включающий предварительное деформирование выступов роликом, наплавку и механическую обработку, отличающийся тем, что,
с целью расширения технологических возможностей путем восстановления шлицев с односторонним износом различных типоразмеров и повышения качества за счет исключения общего нагрева вала, производят локальный нагрев зоны выступа, предварительное деформирование осуществляют в зоне локального нагрева поперек образующей вала при вращении роликов относительно вала в направлении, обеспечивающем перемещение ролика от неизношенной части выступа к изношенной.
2.Способ по п. отличающийся тем, что деформирование осуществляют двумя роликами при их перемещении относительно вала по винтовой линии с шагом, равным ширине роликов, смещенными друг относительно друга вдоль оси вала на шаг винтовой линии, а в окружном направлении - на 180 , при этом первый ролик выполняют с круговой образующей, а второй - с прямой.
3.Способ по пп. 1 и 2, о т л и - чающийся тем, что деформирование осуществляют электропластическим методом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления шлицевой втулки | 2015 |
|
RU2608860C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| Способ восстановления деталей,преимущественно шлицевых валов | 1983 |
|
SU1172666A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| Способ восстановления зубьев | 1990 |
|
SU1731511A1 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2011 |
|
RU2468880C1 |
| Способ восстановления шлицевых валов и инструмент для его осуществления | 1988 |
|
SU1590307A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БАРАБАННОЙ МЕЛЬНИЦЫ | 2009 |
|
RU2403089C1 |
Изобретение относится к ремонту изношенных деталей, в частности к способу восстановления шлицевого вала, и может быть использовано в машиностроении. Цель изобретения - расширение технологических возможностей за счет восстановления шлицев с односторонним износом различных типоразмеров и повышение качества путем исключения общего нагрева вала. Способ восстановления шлицевого вала включает предварительную раздачу выступов роликами в локально нагретой зоне поперек образующей по винтовой линии с шагом, равным ширине роликов, со смещением роликов друг относительно друга вдоль оси вала на один шаг и на 180° по углу поворота вала. При этом вал вращают в направлении, обеспечивающем перемещение ролика от неизношенной части выступа к изношенной, наплавку выступов и механическую обработку. Способ обеспечивает восстановление шлицевых валов малых типоразмеров и сложной конфигурации, а также повышает срок службы восстановленного вала. 2 з.п. ф-лы, 1 ил., 1 табл.
Предлагаемый
Способ- прототип
0,06 0,15
14 6
Редактор Ю.Середа
Заказ 2057
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Составитель Н.Грудев
Техред Л.Олнннык Корректор Т.Малец
Тираж 597
Подписное
| Цеков В.И | |||
| Ремонт деталей металлургических машин | |||
| М.: Металлургия, 1979, с | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
