Обычно профили переменного по длине сечения, например, остряковые рельсы, изготовляют путем прострожки рельсов типа Вильямса. Это требует большой затраты станкочасов и связано с переводом большого количества металла в стружку. Для устранения этих недостатков было предложено получать остряковые рельсы в валках с переменным калибром.
Предлагаемый способ отличается от известных тем, что прокатку ведут так, что большая часть сечения не подвергается деформации.
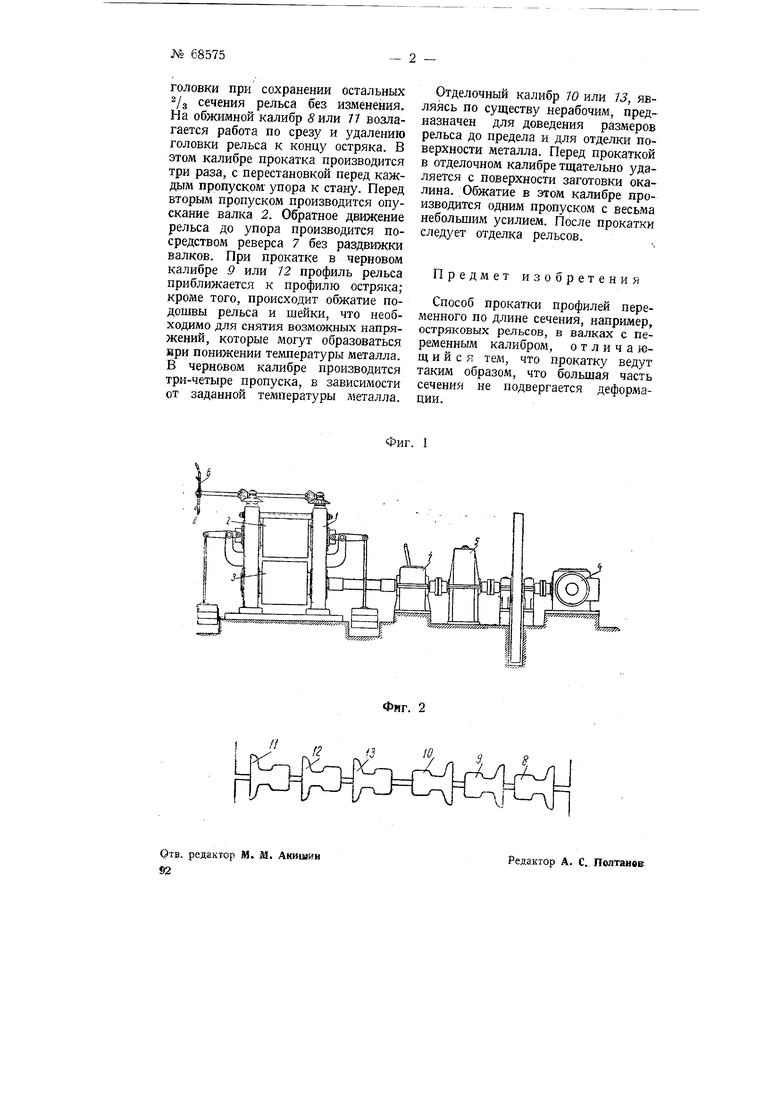
На фиг. 1 изображен общий вид стана для прокатки рельсов, а на фиг. 2 - схема расположения калибров по длине бочки валка.
Прокатный стан системы «дуо-реверсивный имеет одну клеть с глухими станинами 7, на которых укреплены два чугунных валка 2 и 3. Стан работает от паровой машины 4 через редуктор 5. Во вращение приводится только нижний валок 3; верхний валок 2 вращается от трения об рельс при прокатке. Прижатие валка 2 к рельсу осуществляется посредством штурвала 6, Для обратного движения рельса до упора установлен реверс 7. Валки снабжены (фиг. 2) шестью калибрами 8, 9, 70- для левых остряковых рельсов, 77, 72, 73-для правых остряковых рельсов. В каждой тройке один калибр обжимной, второй черновой и третий отделочный.
Рельсы нагревают в печи и подают к прокатному стану. В то время, как рельс задается в обжимной калибр, валок 2 поднят и обжатия не происходит. На задней стороне стана устанавливается упор на нужную длину .рельса. Затем валок 2 посредством штурвала 6 прижимается к металлу и производится первый пропуск с обжатием рельса. Обжимной калибр выполняется по размерам рельса плюс половина снимаемого сечения с головки рельса, с расчетом получения промежуточного сечения между профилем острякового рельса и нормальным профилем рельса типа Вильямса. Изменение сечения рельса типа Вильямса происходит только на Ч поперечного сечения
91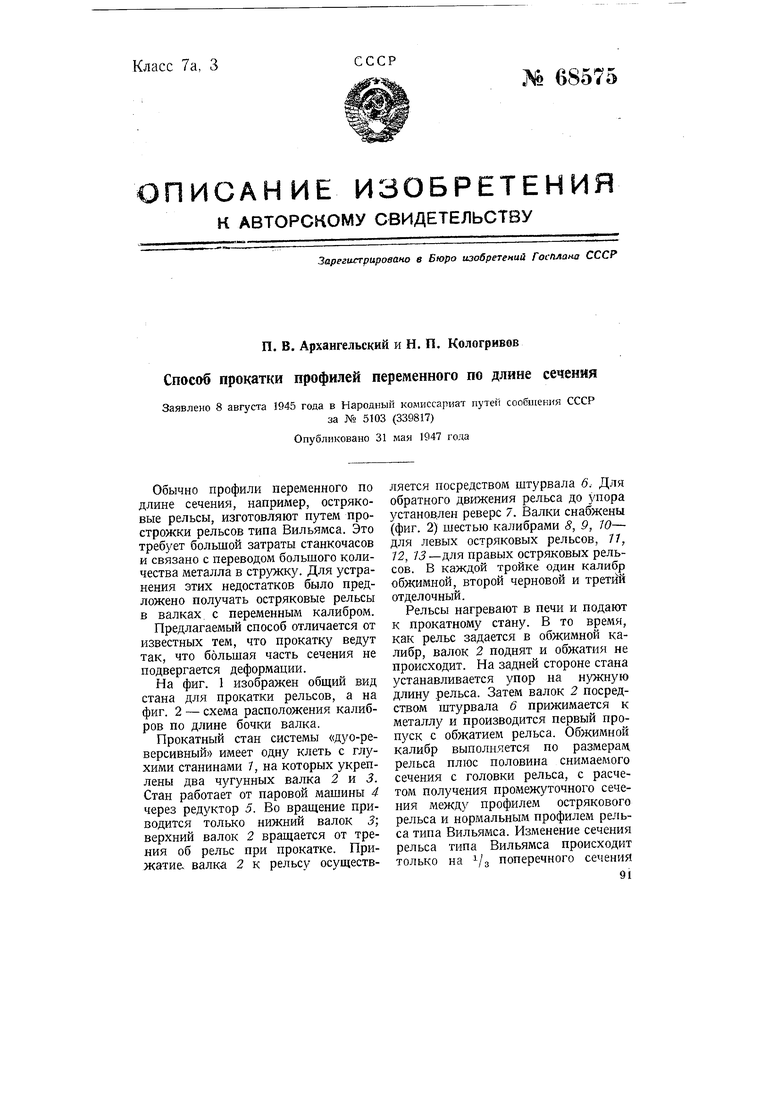
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2293615C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| Валок стана шаговой прокатки | 1989 |
|
SU1731311A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |
| Способ прокатки профиля постоянного сечения | 1982 |
|
SU1163924A1 |
| Система прямополочных калибров для прокатки рельсов | 1979 |
|
SU869869A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
