1 Изобретение относится к машиностроению, в частности к производств устройств для сварки арматурных пространственных каркасов. Цель изобретения - расширение технологических возможностей. Указанная цель достигается путем регулируемого смещения по вертикали одного электрода относительно другого. На фиг. 1 представлена принципиальная схема устройства, вид сверху на фиг. 2 - сечение А-А на фиг. 1j на фиг. 3 - сечение Б-Б на фиг. 1. Устройство для сварки арматурньк пространственных каркасов, преиму- щественно раструбных, состоит из планшайбы 1, конусной оправки 2 с тянущей кареткой 3 и сварочных электродов 4 и 5 с силовыми цилиндрами 6 и 7, смонтированных на суппорте 8. Планшайба 1 имеет привод 9 вращения и установлена на валу 10 с распределительными кольцами 11 для продольной арматуры 12. Тянущая каретка 3 имеет привод 13. Сварочные электроды 4 и 5 с сило выми цилиндрами. 6 и 7 смещены один относительно другого по высоте на шаг а продольной арматуры 12 и уста новлены под углом один к другому так, что их продольные оси совмещены с соответствующими радиусами армокар каса. Это достигается тем, что сварочный электрод 4 с силовым цилиндром 6 установлены на суппорте 8 с помощью суппорта 14 поперечной подачи, а электрод 5 с силовым цилиндром 7 установлены на Г-образной стойке 15 с помощью суппорта 16 поперечной пбдачи. При этом Г-образная стойка 15 смонтирована на суппорте 8 с помощью сменной регулировочной проклад ки 1 7 . Такое конструктивное исполнение позволяет максимально сблизить сило вые цилиндры 6 и 7 и обеспечить тем самым продольное сближение электродов 4 и 5 до минимального расстояни для производства навивки спиральной арматуры 18 с любым заданным шагом. Кроме того, в результате регулировки расположения электродов 4 и 5 по высоте, а также их монтажа на отдельных суппортах 14 и 16 поперечной по дачи обеспечивается возможность свари вать армокаркасы любого диаметра. 02 Устройство работает следующим образом. Перед началом работы устройства устанавливают продольную арматуру 12, пропуская ее через отверстия распределительных колец 11, планшайбы 1 и закрепляя на конусной оправке 2. Концы спиральной арматуры 18 сматывают с бухтодержателей и закрепляют их на конусной оправке 2. С помощью прокладки 17 производят наладку сварочных роликов 4 и 5 на шаг q продольной арматуры, а в зависимости от диаметра свариваемого каркаса производят настройку с помощью суппортов 14 и 16. Перемещением в продольном направлении Г-образной стойки по суппорту 8 устанавливают сварочные ролики на шаг Ь спиральной арматуры. Навивку и сварку производят при одновременном вращении планшайбы 1 и при горизонтальном движении тянущей каретки 3, на которой укреплена конусная оправка 2. Сварочные электроды 4 и 5 прижимаются с помощью силовых цилиндров 6 и 7 к спиральной арматуре 18, а соответственно, и к продольной арматуре 12. На электроды 4 и 5 подается напряжение. Первоначально сваривают первое кольцо спиральной арматуры по краю раструба, находящегося на конусной оправке 2. Затем включают движение тянущей каретки 3 с конус ной оправкой 2 и пульт управления. Производят приварку спиральной арматуры 18 к продольной арматуре 12. При переходе от раструба к цилиндрической части каркаса суппорт 8 поворачивается на необходимый угол. После окончания сварки армокаркаса спиральная арматура 18 отрезается специальным ножом. Готовьй армокаркас сдвигается с конусной оправки 2 и снимается с устройства. Затем цикл работы повторяется. При изменении шага навивки или диаметра армокаркаса производится соответствующая регулировка положения сварочных электродов 4 и 5. Использование изобретения позволит расширить технологические возможности устройства за счет создания условий для сварки каркасов с различными диаметрами и уменьшенным шагом спиральной навивки арматуры . Фиг.2 /1/1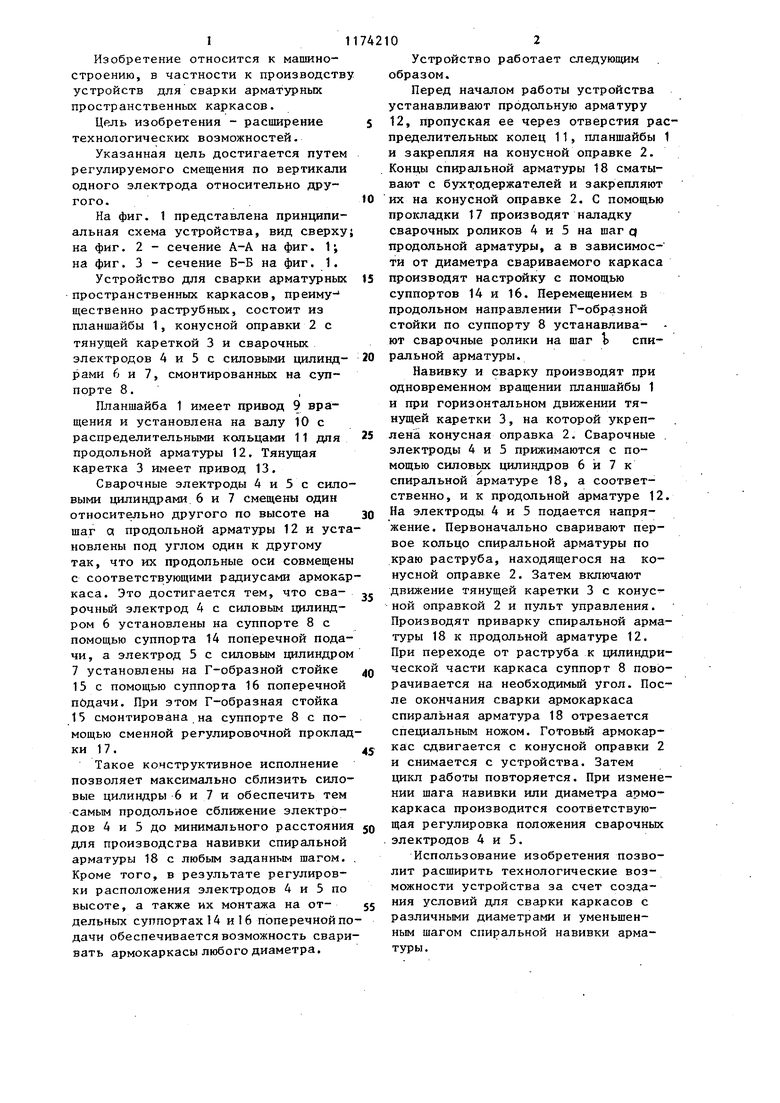
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1970 |
|
SU259344A1 |
| Установка для изготовления арматурных каркасов труб | 1985 |
|
SU1298324A1 |
| Установка для изготовления арматурных каркасов | 1990 |
|
SU1783098A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Станок для изготовления арматурных каркасов и железобетонных труб | 1976 |
|
SU613060A1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1984 |
|
SU1202672A1 |
| Устройство для точечной сварки пространственных арматурных каркасов | 1980 |
|
SU925583A1 |
| Способ изготовления арматурных каркасов | 1989 |
|
SU1740594A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
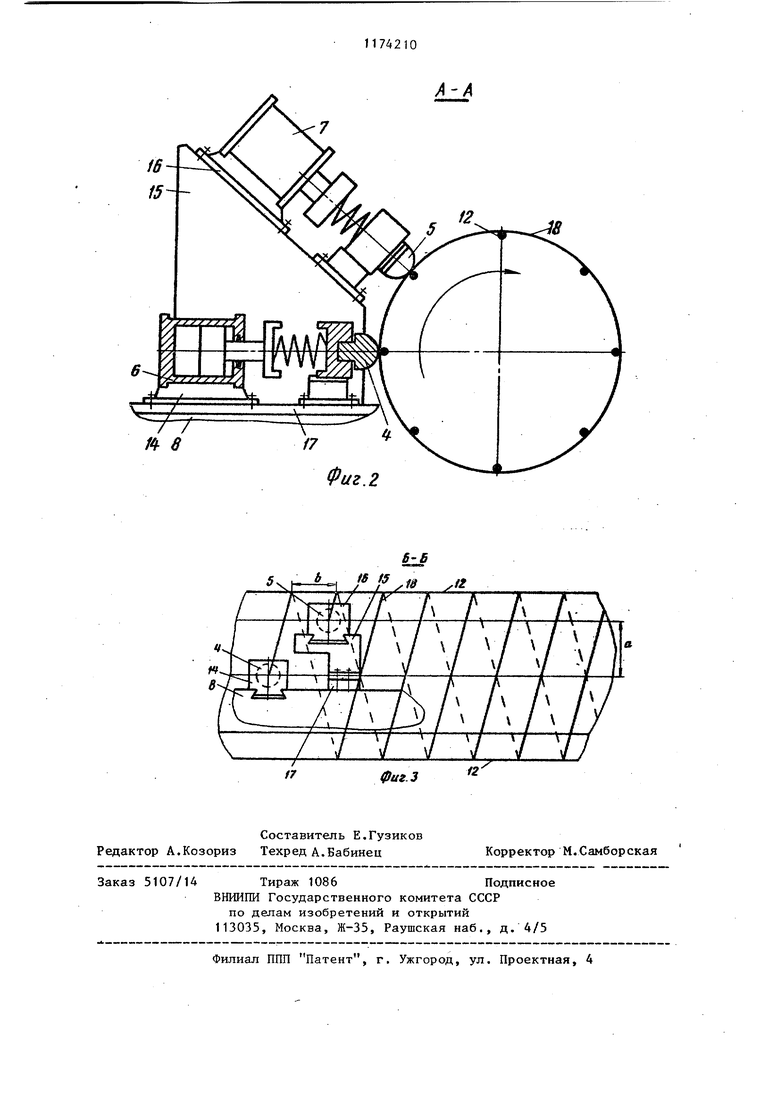
УСТРОЙСТВО ДЛЯ СВАРКИ АРМАТУРНЫХ ПРОСТРАНСТВЕННЫХ КАРКАСОВ, преимущественно раструбных, содержащее планшайбу, конусную оправку с тянущей кареткой и сварочные электроды с силовыми цилиндрами, смонтированные на суппортах, отличающееся тем, что, с целью расширения технологических возможностей, один из суппортов сварочных электродов смонтирован на. Г-об.разном кронштейне с регулируемой высотой, установленном с возможностью перемещения вдоль оси устройства. с (/) Фиг.1
| Авторское свидетельство СССР № 431974, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Торопов А.С | |||
| Арматурные работы | |||
| М.: Высшая, школа, 19.76, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| . | |||
