I
Изобретение относится к технике для обработки металлов давлением, а именно к устройствам для правки.
Известно устройство для правки, содержащее станину и установленные на станине неподвижную н под&ижную траверсы с зажимными головками .
На известном устройстве невозможно осуществлять качественную правку совместно с отрезкой.
Цель изобретения - повышение производительности устройства и качества правки.
Указанная цель достигается за счет того, что устройство снабжено установленными на станине правильными роликами, дополнительной траверсой с верхним ножом и смонтированным на неподвижной траверсе нижним ножом, а также гидравлическим цилиндром, расположенным в подвижной траверсе, и упором, установленным в штоке упомянутого цилиндра, при этом дополнительная траверса установлена с возможностью перемещения
В плоскости, перепендикулярной оси правки, а подвижная траверса смонтирована на горизонтальных направляющих, выполненных в дополнительной траверсе, шток же поршня гидравлического цилиндра жестко закреплен на, подвижной траверсе, а корпус гидравлического цилиндра смонтирован с возможностью перемещения относительно этой траверсы.
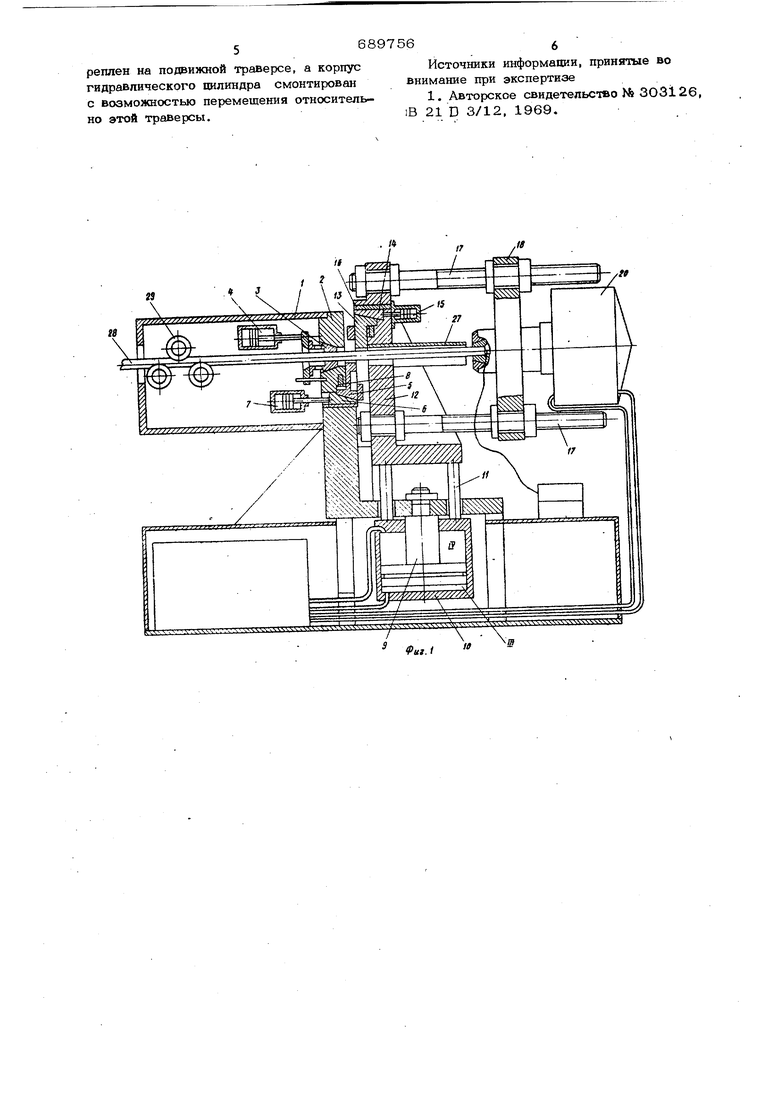
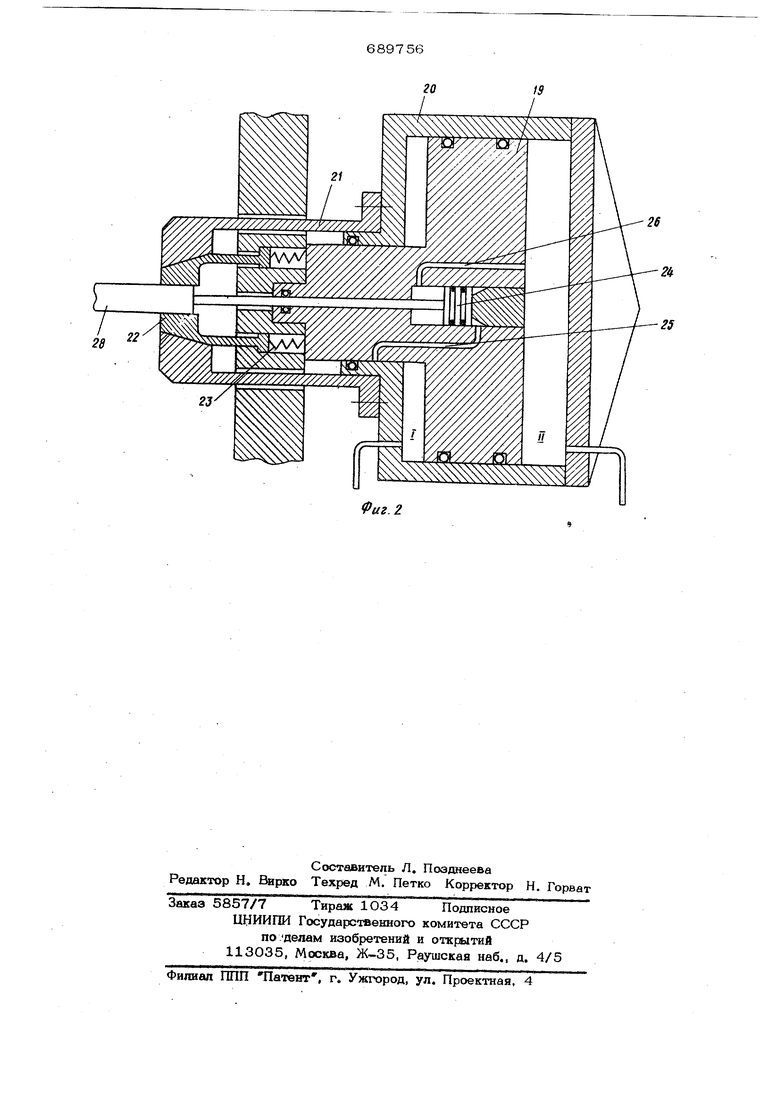
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - узел зажимной головки в подвижной траверсе.
Правильно-отрезное устройство включает установленную на станине 1 неподвижную траверсу 2, в верхней части
5 которой по оси подаваемого материала установлен цанговый зажим 3 с возможностью осевого перемещения от силового цилиндра 4. Ниже цан1Х)вого зажима 3 размещен плавающий нож 5, перемещаемый в вертикальной плоскости по направляющим станины 1 клином 6. Клин 6 установлен с возможностью горизонтального перемещения от силового цилиндра 7. Обратный ход ножа 5 осу ществляется с помощью пружины 8. Поршень 9 силового цилиндра 10 с помощью шпилек 11 соединен с дополнительной траверсой 12. В верхней части траверсы 12 расположен нож 13, перемешае ш1Й в вертикальной плоскости по направляющим траверсы 12 клином 1 который установлен с возможностью горизонтального перемещения от силового цилиндра 15. Обратный ход ножа 13 осуществляется с помощью пружины 16. Траверса 12 установлена с возможностью вертикального возвратно-поступательного перемещения от силового цилиндра 1О по направляющим станины 1. На траверсе 12 закреплены горизонтальные щтанги 17, на которых установлена с возможностью регулирсдаочного перемещения в горизонтальном направлении ipaBepca.lB., Соосно с цанговым зажимом 3 в траверсе 18 жестко закреплен поршень 19 силового Ш1линдра 20. Корпус силового цилиндра 2 О жестко связан с втулкой 21, осуществлиющей зажим цанги 22. Для sTOiX) втулка 21 установлена в траверсе 18с возможностью осевого перемещения Цанговый зажим 22 снабжен прухшной 23« Порщень 19 имеет цилиндрическую полость, в которой размещен силовой цилиндр с поршнем 24. В цилинд рической полости штока поршня 24 смон тирован конечный выкл1рчатель (на фиг. не показан). Подача рабочей жидкости в полость силового цилиндра 7 осуществляе по каналам 25 и 26, На траверсе 12 закреплен щиток 27. Работа правильно-отрезного автомата осзпцествляется следующим образом. Пру ток 28 из бухты или кассеты питателя подается а правильные ролики 29, приводимые в движение приводом. Проходя через ролики 29, пруток 28 правится. Затем пруток проходит через зажим 3 и цанги 22 до упора в конечной выключатель, который выдает команду на сило вые цилиндры 4 и 2О, с помощью цанго вых дажимов зажимающих пруток 28. Необходимая длинна прутка. регулируется положением траверсы 18 на штангах 17 При нахождении траверсы 12 в нижнем положении рабочая жидкость цодаеч ся в полость 1 цилиндра 20. При этом втулка 21 освобождает цангу 22, а под действием пружины 23 снимается усилие зажатия прутка. При поступлении рабочей жидкости в полость II цилиндра 20 последний вместе с втулкой 21 и цангой 22 {см. фиг. 2) перемещается на необходимую длину, растягивая зажатую часть прутка. При этом проиазодится его окончательная правка. Затем включаются силовые цилиндры 7 и 15, которые, перемещая клинья 6 и 14, прижимают ножи 5 и 13 к прутку, сжимая пружины 8 и 16. При поступлении рабочей жидкости в полость 41 силового цилиндра 10 траверса 12с ножом 13 перемещается вниз, осуществляя отрезку заготовки необходимой длины, В конце хода цилингра 2О рабочая жидкость по каналу 25 поступает в цилиндрическую полость внутри порщня 19, приводит в движение поршень 24, который выталкивает конец заготовки прутка из цанги 22, и заготовка падает в накопитель. Затем рабочая жидкость подается в полость 1У цилиндра 10, в результате чего траверса 12 возвращается в исходное положение. Рабочая жидкость, поступающая в полость II цилиндра 20, приводит в исходное положение корпус цилиндра 20 с втулкой 21, а цилиндры 7 и 20 - ножи 5 и 13. Формула изобретения Правильно-отрезное устройство, содержащее установленные на станине неподвижную и подаижную траверсы с зажимными головками, отличающееся тем, что, с целью повышения производительности устройства и качества правки, а также расширения технологических возможностей путем обеспечения дополнительной правки и отрезки, оно снабжено установленными на станине правильными роликами, дополнительной граверсой с верхним ножом и смонтиройанным на неподвижной траверсе нижаим ножом, а также гидравлическим цилиндром, расположенным в подвижной траверсе, и упором, установленным в штоке упомянутого цилиндра, при этом дополнительная траверса установлена с возможностью перемещения в плоскости, перпендикулярной оси правки, а подвиж- ная траверса смонтирована на горизонтальных направляющих, выполненных Б дополнительной траверсе, щток же поршня гидравлического цилиндра жестко закреплен на подвижкой траверсе, а корпус гидравлического цилиндра смонтирован с возможностью перемещения относительно этой траверсы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 303126, 1В 21 D 3/12, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809875C1 |
| Правильно-отрезной автомат | 1982 |
|
SU1026908A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Устройство для прокатки изделий из прутка | 1988 |
|
SU1662732A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| ПРАВИЛЬНО-ЗАДАЮЩЕЕ УСТРОЙСТВО | 1973 |
|
SU408696A1 |
| Устройство для высадки анкерных головок | 1990 |
|
SU1791599A1 |
| Перекладчик к горизонтально-ковочной машине | 1972 |
|
SU450634A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1297977A1 |
Фиг. 2
