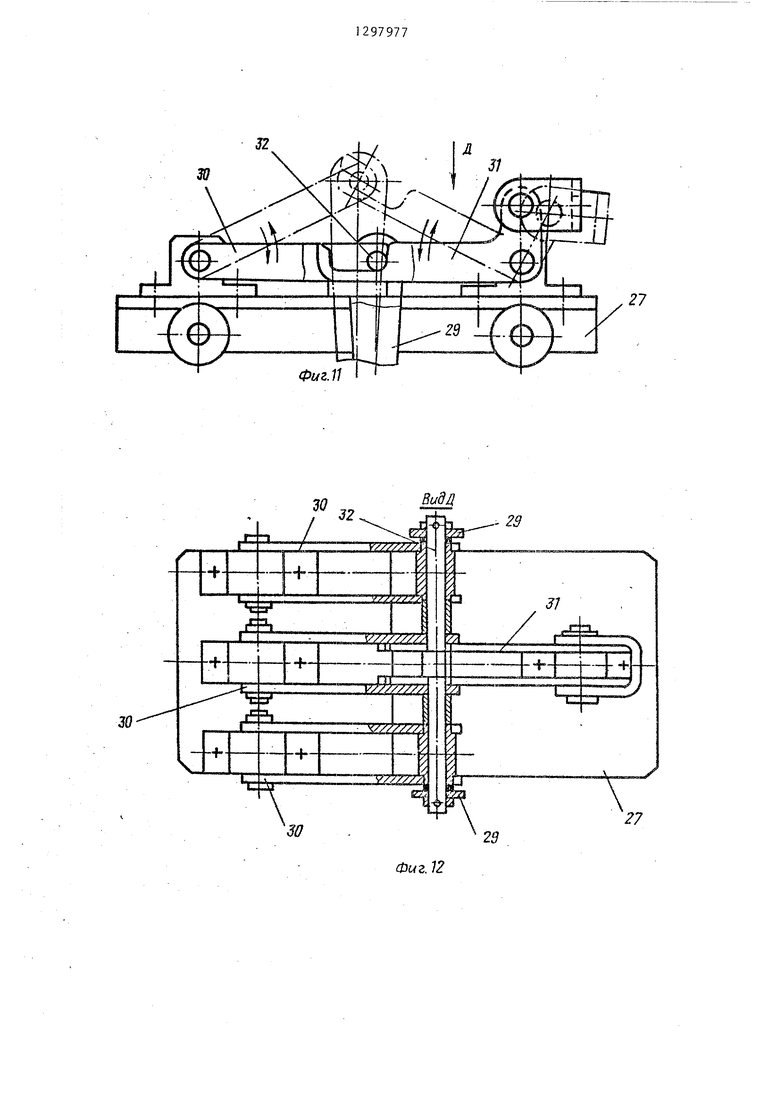
20 силовой цилиндр 24, шток которого несет на себе пуансон 25, взаимодействующий при гибке каркаса с матрицей 23. Для съема готового углового каркаса 34 с матрицы 23 служат захватные крюки 29, смонтированные на тележке 27 транспортирующего каркас 34 устройства с возможностью перемещения в вертикальной плоскости. Перемещение крюков 29 в вертикальной плоскос
1
Изобретение относится к строительству, в частности к устройствам для изготовления арматурных каркасов для железобетонных строительных конструкций.
Цель изобретения - расширение технических возможностей устройства.
На фиг. 1 изображена линия для изготовления арматурных каркасов,общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2 (при движении транспортирующего каркаса устройства вправо); на фиг. 4 - то же, при движении влево; на фиг. 5- - то же, вместе с приводной тележкой,.имеющей ловители и матрицу; на фиг. 6 - вид В на фиг. 4; на фиг. 7 - каркас до гибки; на фиг. 8 - готовьй угловой .каркас после гибки; на фиг. 9 - под- вижная тележка с матрицей; на фиг.10 вид Г на фиг. 9; на фиг. 11 - транспортирующее каркас устройство на фиг. 12 - вид Д на фиг. 11; на фиг. 13 - пуансон; на фиг. 14 - вид Е на фиг. 13..
Линия для изготовления арматурных каркасов содержит бухтодержатёли 1, с которых подаются продольные прутки заправленные в установленные на станине 2 направляющие втулки 3, правильные приспособления 4 и механизм протягивания.
Механизм протягивания продольных прутков содержит подвижные под действием силового цилиндра 5, связанного с вертикальной штангой 6, соединенно с досылочными направляющими рычагами 7, цанговые захваты 8, которые смонтированы на подвижной раме 9, соединенной со штангой 6. Механизм протягивания содержи такие неподвижные цанги 10, закрепленные на станине 2
977
ти обеспечивается за счет того, что каждый крюк 29 смонтирован на тележке 27 посредством шарнирно установленных рычагов, первый из которых выполнен двуплечим и соединен одним плечом с приводом тележки, а другое плечо выполнено с продольным пазом под палец второго ры-, чага. 1 3. п. ф-лы, ф-лы, 14 ил,.
5
0
5
0
5
0
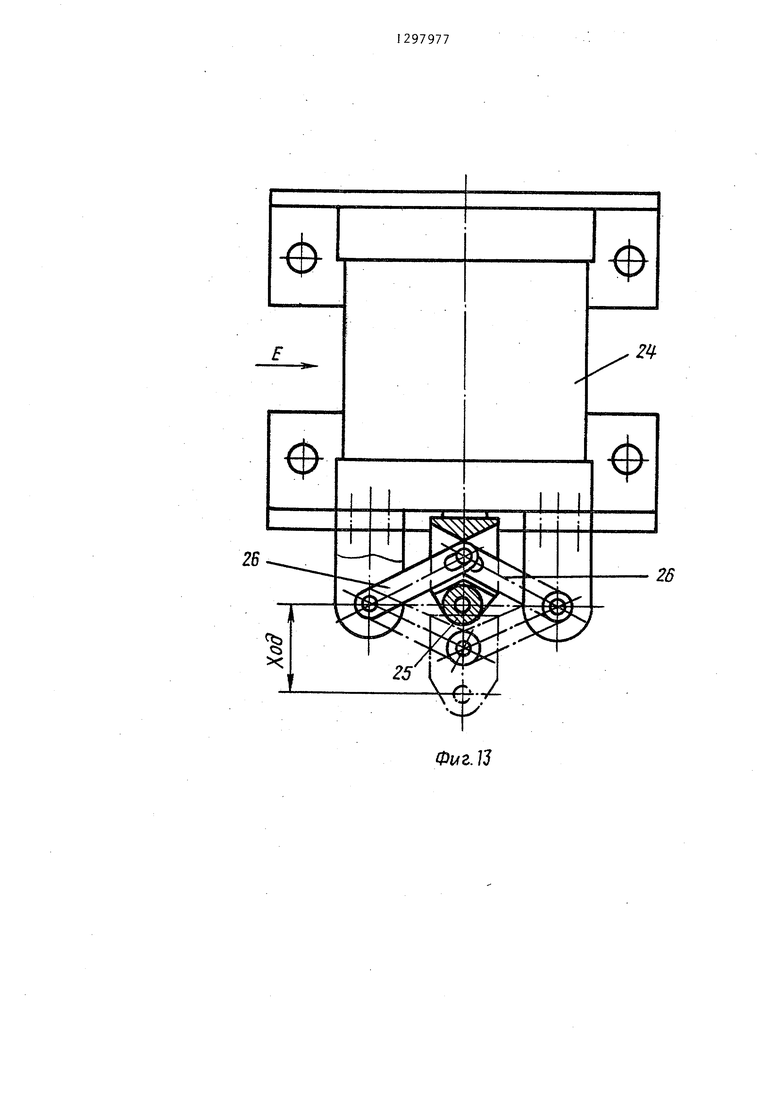
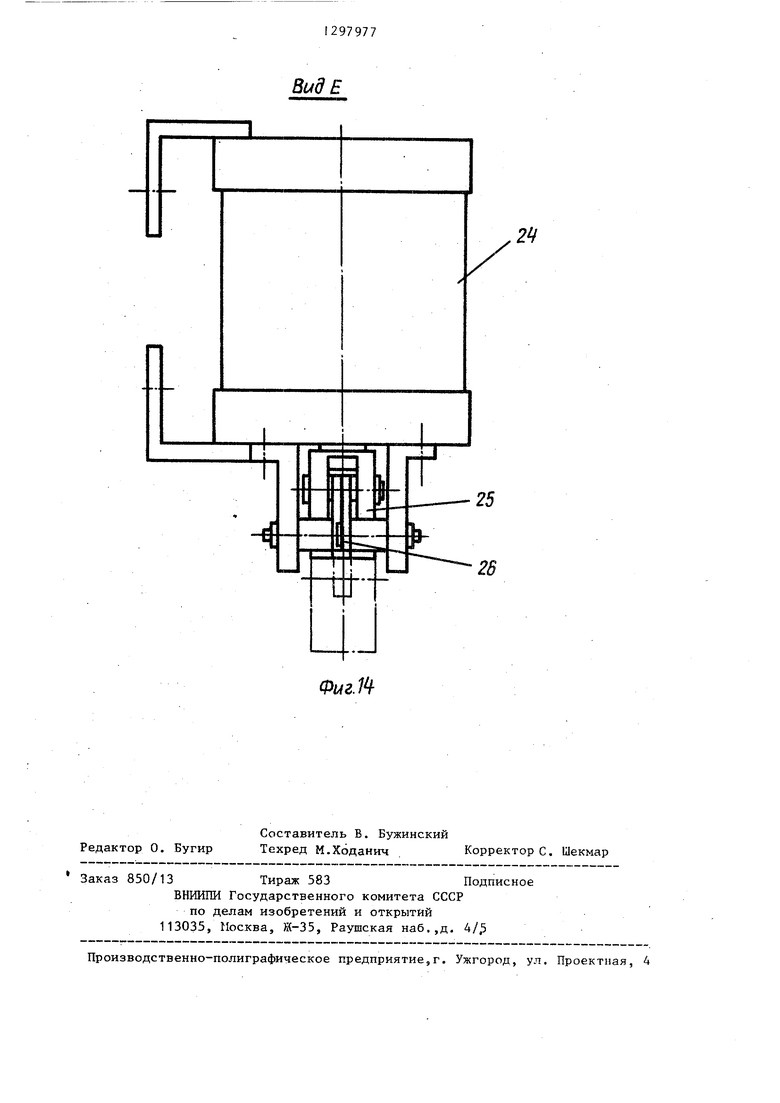
и служаш е для стопорения продольных прутков при обратном ходе цанговых захватов 8. Для размещения поперечных прутков служит накопитель 11.За счет того, что силовой цилиндр 5 связан с вертикгшьной штангой 6, соединенной с направляющими досылочными рычагами 7, а штанга 6, в свою очередь, связана с рамой 9, на которой смонтированы цанговые захваты 8, продольные и поперечньй пруток подаются одновременно на шаг под верхние 12 и нижние 13 электроды машины для сварки. Электроды 12 смонтированы на качающейся раме 14, совершающей свое движение за счет силового цилиндра 15 и реечно-кулачкового механизма 16. Подвод электроэнергии производится от сварочных трансформаторов 17,установленных на тележках 18, позволяющих устанавливать их в местах, гарантирующих их безопасную работу, а также быстро демонтировать их при ремонтных работах. Далее на станине 2 за механизмом для сварки установлен механизм для отрезки каркаса, представляющий собой ножницы 19 гильотинного типа. После механизма для отрезки каркаса установлено гибочное приспособление, содержащее тележку 20 с приводом ее горизонтального перемещения в виде силового цш1индра 21. На тележке 20 установлены ловители 22 и матрица 23. Над тележкой 20 установлен силовой цилиндр 24, шток которого несет на себе пуансон 25. Для того, чтобы исключить во время работы возможность разворота пуансона 25, силовой цилиндр 24 имеет тяги 26 с овальными прорезями, в которые входит палец пуансона 25 (фиг. 13 и 14).
За гибочным приспособлением линии на ее станине 2 установлено транспортирующее устройство, которое со- держит тележку 27 с приводом в виде силового цилиндра 28.
На тележке 27 смонтированы захватные крюки 29, кажпый из которых смонтирован на тележке 27 посредством шарнирно установленных рычагов 30 и 31. Рычаг 31 выполнен двуплечим и шарнирно соединен одним плечом со .штоком силового цилиндра 28.Другое плечо рычага 31 выполнено с продольным пазом, в которьп входит палец 32 рычагов 30,
Такое крепление крюков 29 позволяет перед перемещением тележки 27 пе- -ремещаться крюкам 29 в вертикальной плоскости. На станине 2 в конце.лини закреплен упор 33, служащий для стал кивания готового углового каркаса 34 с крюков 29. Каркасосборник 35 смонтирован на ходовой тележке 36.
Линия для изготовления арматурных каркасов работает следующим образом.
Продольные прутки сетки подаются с бухтодержателей-1 через направляющие втулки 3 и правильные приспособления 4. Подача прутков на шаг производится от силового цилиндра 5 рамой 9, на которой имеются цанговые захваты.8, протягивающие продольные прутки. Поперечный пруток подается н накопитель 11. Скатываясь по направляющим рычагам, он занимает свое соответствующее место на продольных прутках.
Далее продольные прутки с уложенным на них поперечным прутком подаются на шаг в пространство между электродами 12 и 13, где осуществляется приварка поперечных прутков к продольным. ,
Далее теми же цанговыми захватами 8 сваренная сетка подается под ножницы 19, где от нее отрезается прямолинейный каркас (фиг. 7). Отрезанный каркас проваливается на тележку 20 и ловится установленными на ней
1. Линия для изготовления арматур ных каркасов, содержащая бухтодержа- тели для продольных прутков, установ ленные на станине правильные приспо - собления, механизм протягивания продольных прутков, механизм подачи поперечных прутков, машину для сварки поперечных и продольных прутков,механизм для отрезки каркаса и устройство для транспортр рования каркасов к месту их складирования, отличающаяся тем, что, с целью
ловителями 22, фиксирующими каркас расширения технических возможностей роликах матрицы 23 в том месте,где путем обеспечения изготовления угло- его необходимо согнуть. Тележка 20 вместе с каркасом подается силовым цилиндром 21 под пуансон 25, который опускаясь, осуществляет гнутье кар- г каса под углом oL (в данном случае угол Л - 90 ). Б первоначальньш момент передвижения тележки 27 рычаги
вых каркасов, на станине линии за механизмом для отрезки каркаса установлены подвижная вдоль станины приводная тележка с ловителями для каркаса и матрицей и вертикальный силовой цилиндр с закрепленным на его штоке пуансоном, обращенньом к матрице тележки, а на устройстве для транс30 и 31, поворачиваясь вокруг своих
п
Q
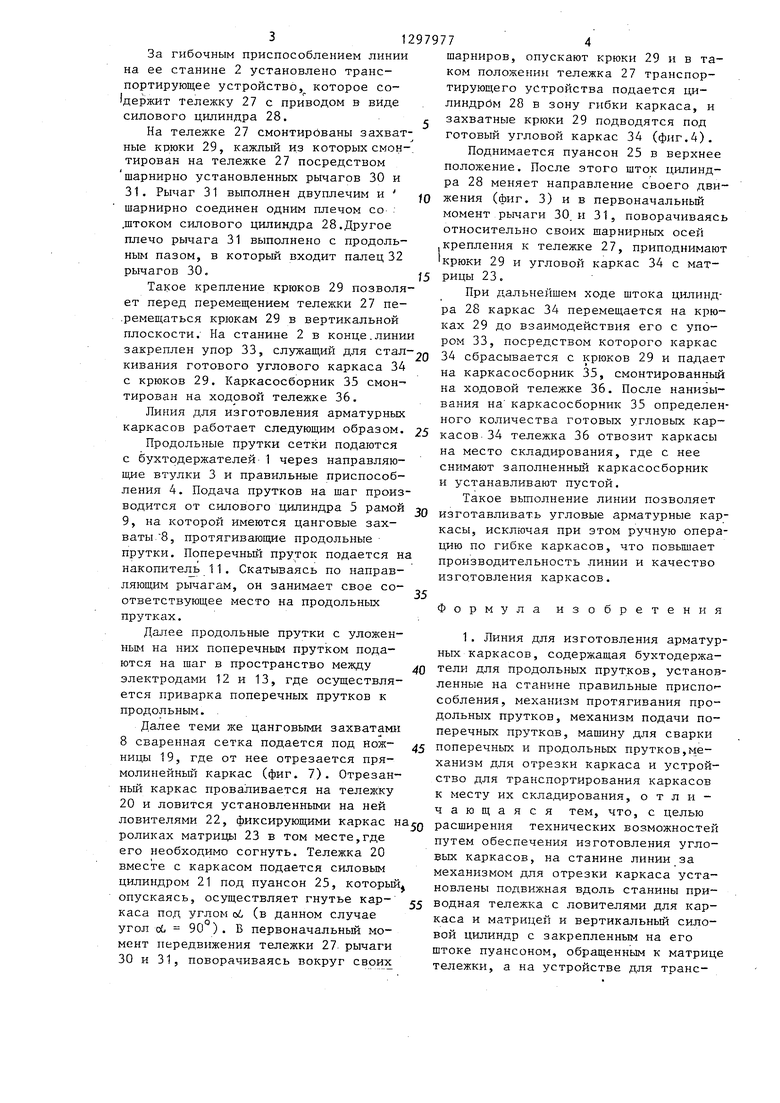
шарниров, опускают крюки 29 и в таком положении тележка 27 транспортирующего устройства подается ци- линдрОм 28 в зону гибки каркаса, и захватные крюки 29 подводятся под готовый угловой каркас 34 (фиг.4).
Поднимается пуансон 25 в верхнее положение. После этого шток цилиндра 28 меняет направление своего движения (фиг. 3) и в первоначальный момент рычаги 30. и 31, поворачиваясь относительно своих шарнирных осей .крепления к тележке 27, приподнимают крюки 29 и угловой каркас 34 с мат- 5 рицы 23.
При дальнейшем ходе штока цилиндра 28 каркас 34 перемещается на крюках 29 до взаимодействия его с упором 33, посредством которого каркас 34 сбрасывается с крюков 29 и падает на Каркасосборник 35, смонтированный на ходовой тележке 36. После нанизывания на Каркасосборник 35 определенного количества готовых угловых кар- 5 касов 34 тележка 36 отвозит каркасы на место складирования, где с нее снимают заполненный Каркасосборник и устанавливают пустой.
Такое вьшолнение линии позволяет изготавливать угловые арматурные кар
касы, исключая при этом ручную операцию по гибке каркасов, что повышает производительность линии и качество изготовления каркасов.
Формула изобретения
1. Линия для изготовления арматурных каркасов, содержащая бухтодержа- тели для продольных прутков, установленные на станине правильные приспо - собления, механизм протягивания продольных прутков, механизм подачи поперечных прутков, машину для сварки поперечных и продольных прутков,механизм для отрезки каркаса и устройство для транспортр рования каркасов к месту их складирования, отличающаяся тем, что, с целью
расширения технических возможностей путем обеспечения изготовления угло-
расширения технических возможностей путем обеспечения изготовления угло-
вых каркасов, на станине линии за механизмом для отрезки каркаса установлены подвижная вдоль станины приводная тележка с ловителями для каркаса и матрицей и вертикальный силовой цилиндр с закрепленным на его штоке пуансоном, обращенньом к матрице тележки, а на устройстве для транспортирования каркаса смонтированы с возможностью перемещения в вертикальной плоскости захёатные крюки для съема готов ых угловых каркасов с мат- рищ11 тележки.
2. Линия поп.1,отличаю- щ а я с я тем, что каждый захватный крюк смонтирован на устройстве для
12979776
транспортирования посредством двух шарнирно установленных рыч.агов, первый из которых снабжен пальцем, а - второй выполнен двуплечим, и одно из его плечей соединено с приводом транспортирующего устройства, а другое плечо выполнено с продольным пазом,в котором размещен палец первого рычага.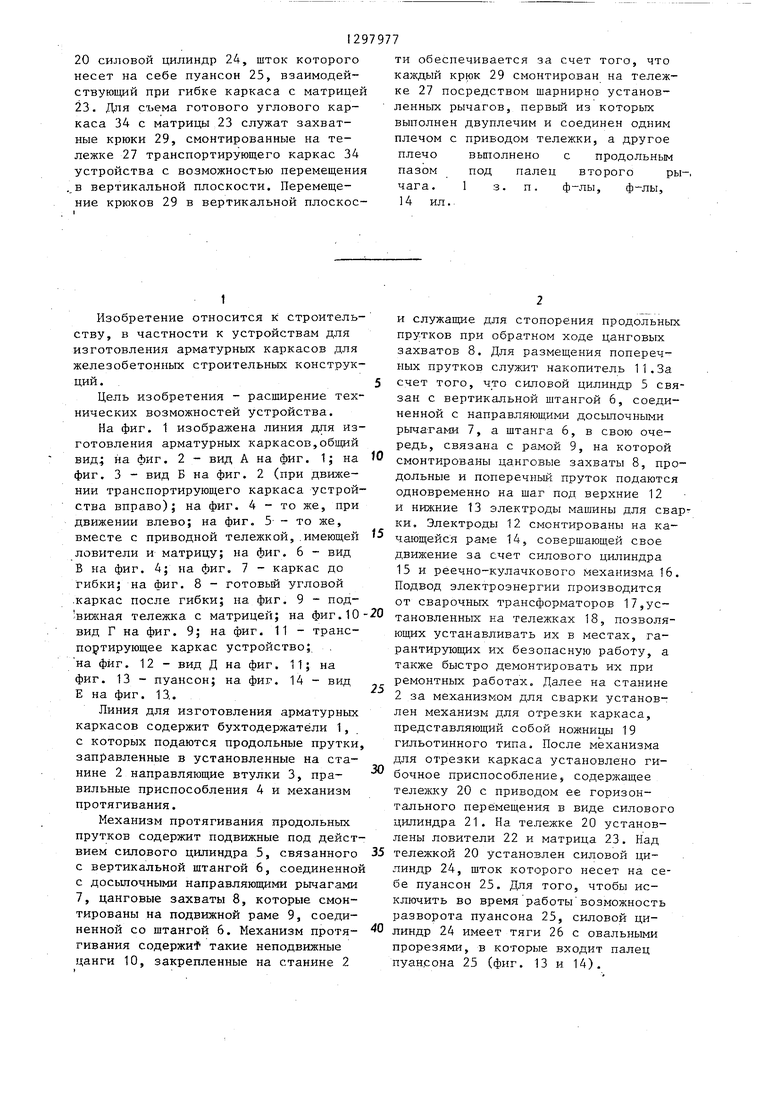
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1255339A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Устройство для гибки арматурных каркасов | 1978 |
|
SU937092A1 |
| Устройство для гибки арматурных каркасов | 1980 |
|
SU935164A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809875C1 |
| Машина для контактной точечной сварки арматурных сеток | 1986 |
|
SU1348117A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ АРМАТУРНЫХ СЕТОК | 1993 |
|
RU2043802C1 |

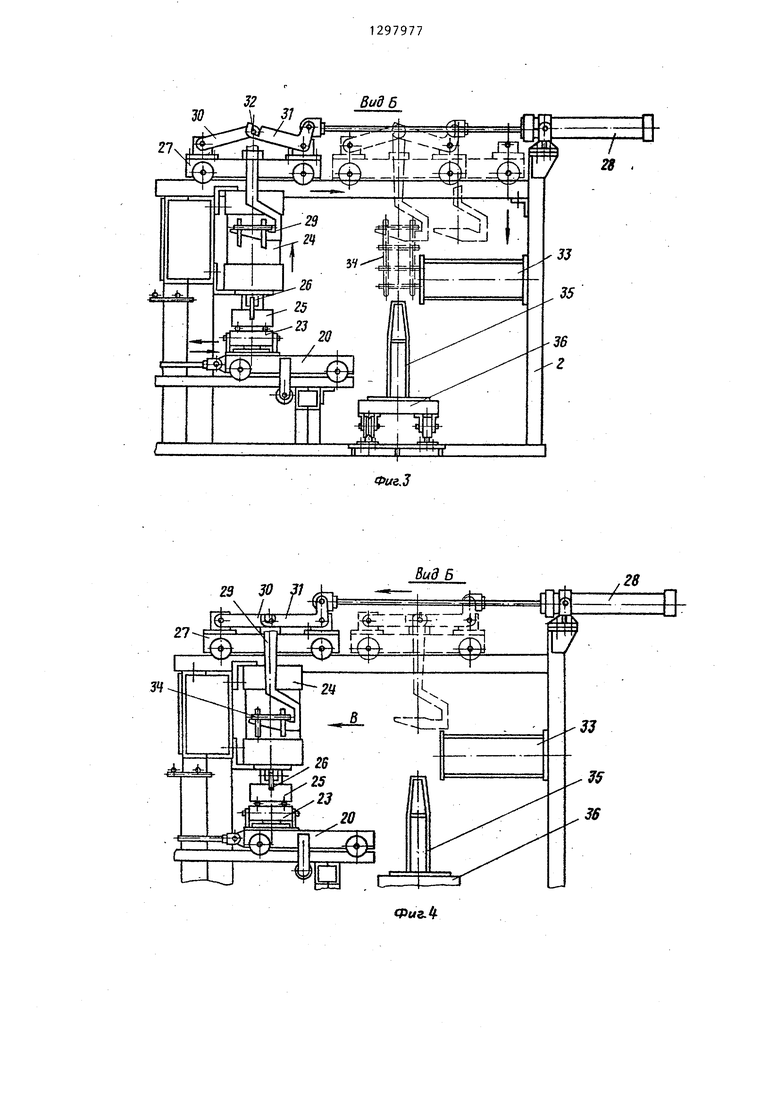
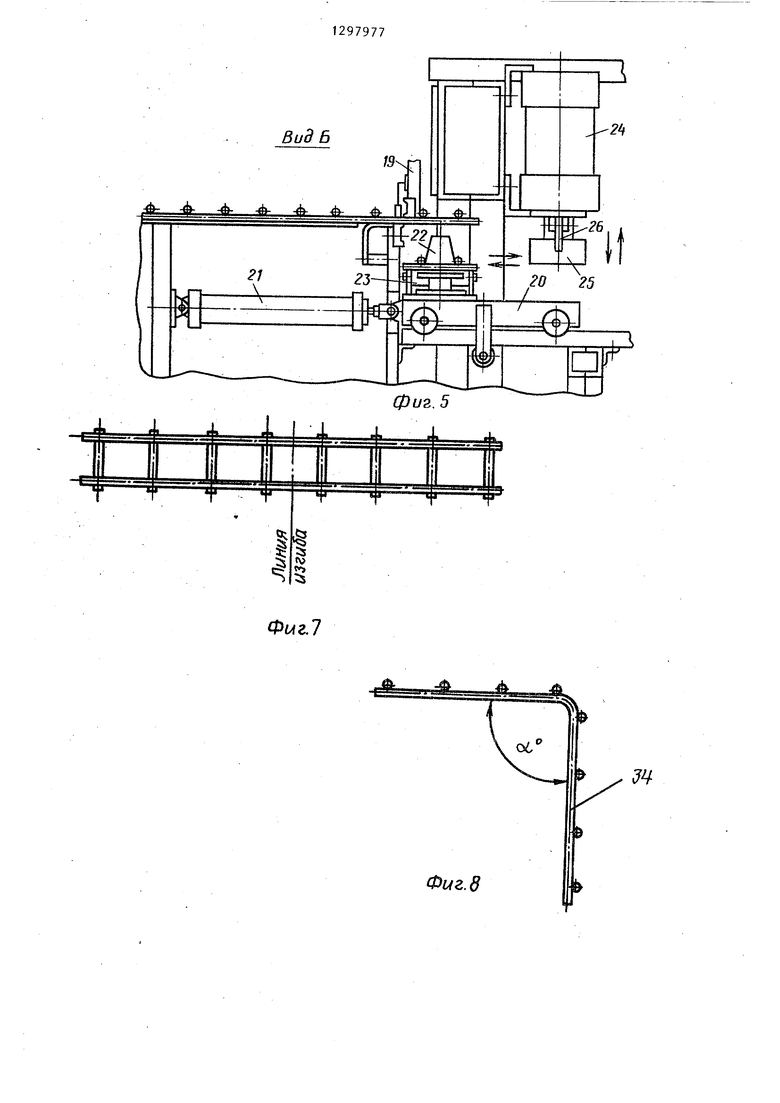

Изобретение относится к строительству и позволяет изготовлять угловые арматурные каркасы. Гибочное приспособление установлено в линии после механизма для отрезки каркаса и содержит тележку 20 с приводом ее горизонтального перемещения в виде силового цилиндра, смонтированные на тележке ловители 22 и матрицу 23, а также установленный над тележкой /) :о 1 х фиг. 6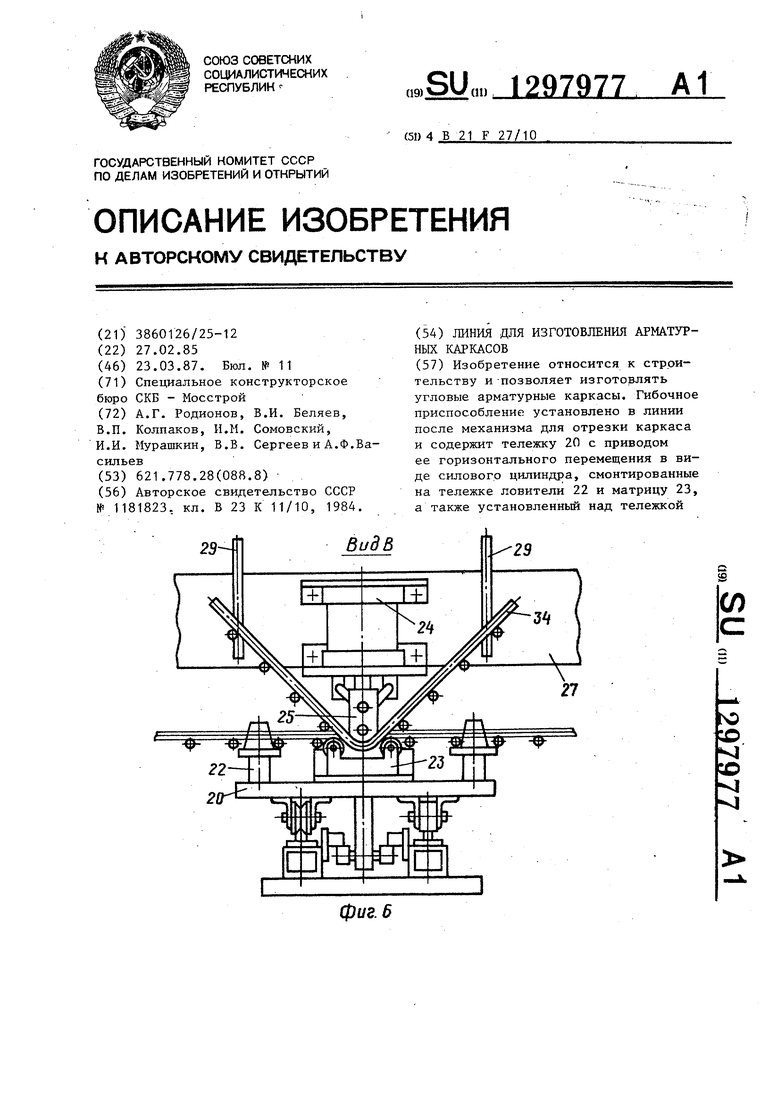
/7 75
2 2723 33 28
Л/
S
Питатель условно не показан
г
2В
6 15 . Фиг2
21
В ид Б
27
UU
Вид Б
Фиг.4
Вид ь
-1
п
-2
21
t
C
rii
-26
20 25
«г
Фмг.7
фиг. 5
4
дЧ
Фиг. 8
.д
20
.Ю
30
Фиг.1
30
ВидД
27
Фиг. 12
0wa. /J
Вид
Фиг.П
Редактор 0. Бугир
Составитель В. Бужинский
Техред М.Ходанич Корректоре. Шекмар
Заказ 850/13 Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,д, 4/
Производственно-полиграфическое предприятие,г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР №1181823 | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| В.И | |||
| Беляев, Ооновский, Сергеев и А.Ф.Ва(54) ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ | |||
