(54) ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТРУБОПРОВОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| Устройство для изготовления тройников | 1980 |
|
SU927358A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
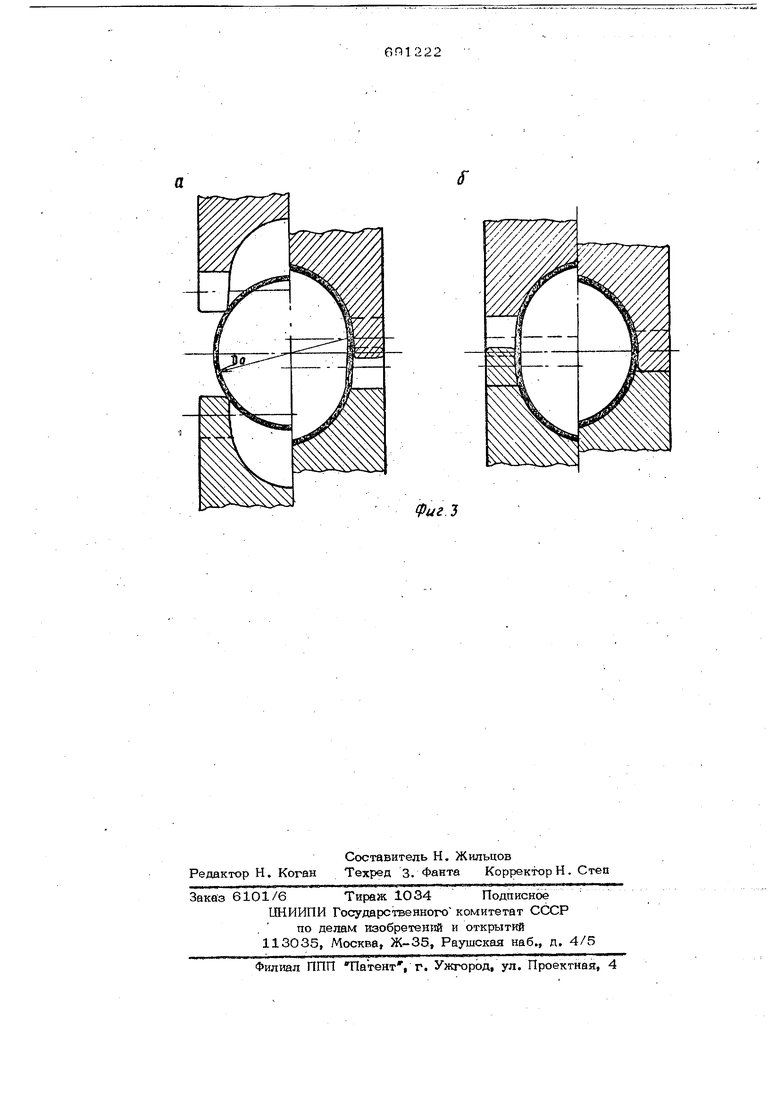
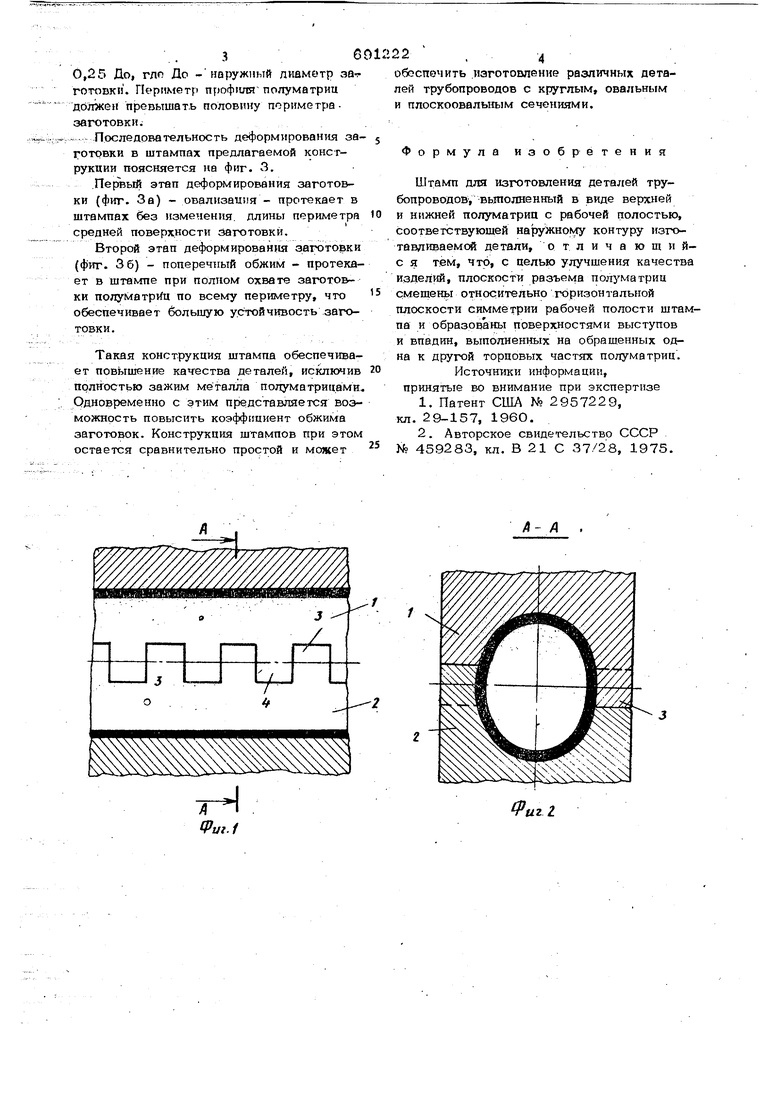
. .. Изобретение относится к области обработки металлов давлением, в частности к штампам для изготовлевий детгадей трубопроводов типа ртводов и тройников. Известен штамп для изготовления отводов из трубной заготовки, содержащий две полуматрицы с разъемом, вьшолненным по средней линии трубной заготовки ll- :. .: ..- v:: Недостатком такого штамгтаяЁшется возможность снятия заготовки при обжим или образоёЬние на ее наружной поверхности зажимов кромками штампа. Известен штамп, состоящий из двух полуматркц, на рабочей поверхности одной из которых выполнены заходные скосы с шириной, имеющей наибольшее значе ние в поперечной плоскости симметрии и плавно уменьшающейся в обе стороны относительно нее 2}. Однако при определенных степенях деформации и неблагоприятных условиях штамповки также возможно появление дефектов на наружной поверхности детали, что утсудшает ее качество. Целью изобретения является устранение указанного недостатка. Эта цепь достигается тем, что плоскости разъема полуматрип смещены относительно горизонтальной плоскости симметрии рабочей полости штампа и образованы поверхностями выступов и впадин, .вьшолненных на обращенных одна к другой торцовых частях полуматриц. На фиг. 1 схе {1атически изображен штамп, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 (а и б) - последовательность процесса обработки изделия обжимом. Штамп состоит из верхней 1 и нижней 2 полуматриц, на обращенных одна к др1угой торцовых частях которых выполнень прямоугольной формы выступы 3 и впадины 4, образующие две плоскости разъема, несовпадающие с горизонтальной плоскостью симметрии штампа. Длина выступов и впадин составляет примерно 0,25 До, rnf) До -наружный диаметр за-г готовки. Периметр профиля полуматрии должен превышать половину периметразаготовки. - - Последовательность деформирования заготовки в штампах предлагаемой конструкции поясняется на фиг. 3. .ПерЪый этап деформирования заготовки (фиг. За) - овализация - протекает в штампах без изменения, длины периметра средней поверхности заготовки. Второй этап деформированвд загютовки (фиг. 3 б) - поперечный обжим - протекает в штампе при полном охвате заготовки полуматрйц по всему периметру, что обеспечивает большую устойчивость заготовки. Такая конструкция штампа обеспечивает повышение качества деталей, исключив Полностью зажим металла полуматрицами Одновременно с этим представляется возможность повысить коэффициент обжима заготовок. Конструкция штампов при этом остается сравнительно простой и может обеспечить изготовление различных деталей трубопроводов с круглым, овальным и плоскоовальным сечениями. Формула изобретения Штамп для изготовления дета;гей трубопроводов, выполненный в виде верхней и нижней полуматриц с рабочей полостью, соответствующей наружному контуру изготавливаемой детали, отличающийс я тем, что, с целью улучшения качества изделий, плоскости разъема полуматриц смещень относительно горизонтальной плоскости симметрии рабочей полости штампа и образованы поверхностями выступов и впадин, выполненных на обращенных одна к другой торцовых частях полуматриц. Источники информации, принятые во внимание при экспертизе 1.Патент США № 2957229, кл. 29-157, I960, 2.Авторское свидетельство СССР № 459283, кл. В 21 С 37/28, 1975.
К- А
fPuzi
Фиг 3
