(54) УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Станок для гибки проката | 1976 |
|
SU642046A1 |
| Устройство для изготовления змеевиков | 1982 |
|
SU1160041A1 |
| Трубогибочная машина | 1985 |
|
SU1299655A1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРЕДВАРИТЕЛЬНО ОРЕБРЕННЫХ ПРЯМЫХ ТРУБ | 2000 |
|
RU2190817C2 |
| Устройство для гибки труб | 1977 |
|
SU733786A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
1
Изобретение относится к машиностроению и может быть icnonbsoBaHQ для пространственной гибки.
Известны трубогибочные станки, применяемые в крупносерийном и массовом производствах, на которых выполняют гнутые труЗчатые изделия постоянной формы. Одним из них является трубогибоч ный станок, выполняющий несколько изгибов за одну технологическую операцию
ы..
На этом станке осуществляют гибку трех радиусов, вначале в средней части трубы, затем одно Чземенно два коншвых
гибв.
Обладая высокой производительностью, данный станок выполняет гибы, располр-. жекные в одной плоскости, что ограничивает его применение для сравнительно узкой номенклатуры изделий.
Известны устройства для пространственной гибки Tfjyg, в которых трубная загг тспкп псппрр; артся изтибу поп различны
ми углами в различных пространственно ориент1фованных, плоскостях 2 .
Одним из известныхявляется устройство Для птбки заготовок, имеющее формующие элементы, выполненные в виде
связанного со штоком приводного Щ1ЛИНдра двуплечего поворотного рычага, на котором установлены два гибочных ролик 1. Один из них помещен на оси качания рычага, а другой смонтирован радиально подвижно на одной оси с кулачком, перемещающимся по профильному пазу сектора, расположенного на станине.
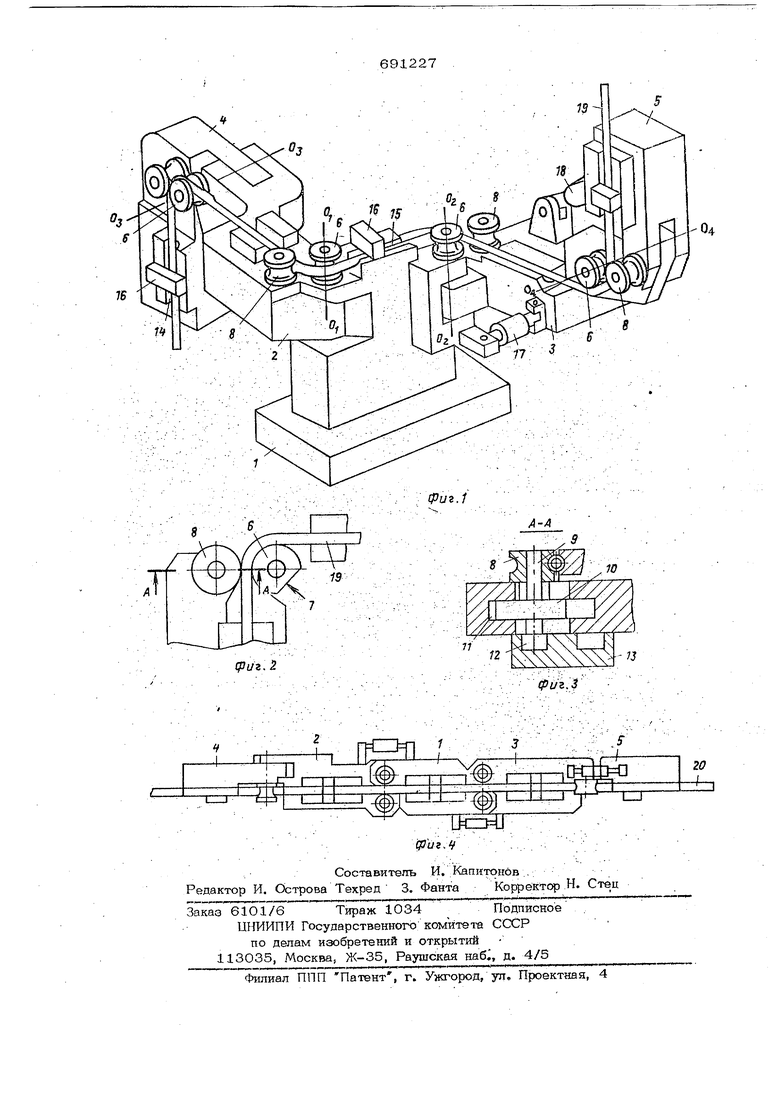
Ус1ройство осуществляет гибку в различных плоскостях путем последователь™ ного воздействия формующих механизмов на трубную заготовку. Вследствие этого время, затрачиваемое на изготоЕлеште трубного элемента, является суммой времени на выполнение гибов изделия. Чем больше число в нем, тем больший интервал времени затрачивается на выполнение лонной опершши. Однако устройство не обеспечивает достаточной высокой производительности. Uejib изобретения - повышение пронэводитепъности. Для этого устройство, содержащее установленный на станине и приводимый в действие от силовых 1шлиндров поворот ный формующий элемент с гибочщ 1м и планетгврным роликами, снабжено допсщнителъными формующими элементами, шарнирно соединенными собой и со станиной, при этом гибоч рме ролики выполнены с сегментным срезом. На фиг.1 изображено предлагаемое уст ройство в рабочем положении; на фиг. 2положение рабочих роликов при гибке; на фиг. 3 - разрез А-А на фиг, 2; на , фиг. 4 - схема расположения звеньев устройства при установке трудной загото ки. Устройство для гибки труб имеет станину 1, с которой шарнирно вокруг осей 0-f - 0 ; Og - 0 рвяэанзь горизрнтаяБные звенья 2 и 3. К последним шарнирно . вокруг осей pj-Q3 , Од-О,;. присоединены вертикальгвые 4 и 5, V -Соосно каждому Хз шарниров смонтйрован. гибрчиьхй ролик 6, и гёюшоий. срез 7 с нерабочей стороны и соещ:йенны,й с приводом поворота (на рисунке не показан Напротив гибочногхз ролика установ-лен 1гланет13риь1й ррлик 8, KOTppbija. смоцтирован на оси 9, связадаой с ползуном Ю, помещенньш 0направлщощие 1Д., й-кзщй ком 12, пЬмевдецдатмв профиль:нь1й копь цевой па;з сектора 13, пр;икрёплей гсяр к шподвижной часта шарнирного средию ния На ctaifKe, saigHi sEic VpbпщcэxвытлнёньI рабочие ручьи 3L4, 15, соответстйеннр диаметру изгибаешь труб, при этом профил5, плйнёдарнрго. ньтрлнёгнкалибрующтл, О1бесп-ечива1б1аим устранение . эллиплмчности труби в месте изгиба. На станине и, на звеньях прмёуцвнй; медсашйзи рованнью npHjKHTvibi US, предиёдначеннеге для за крепленйя трубы в устанойленнЬм положении (п{эиводы прижимов на рисунке не показаны}. - ; - ::; Горизонтальньтё звенья со станиной и вертикальные зве}п я с горизонтальньгми взаимосвязань с помощью гидррйилиндров 17, 18i которые работают от обшей гидросистемы (на рисунке не показана). Устройство работает следующим образом. Устройство устанавливается в исходно положение (см. фит-. 4), при котором горизонтальтле 2, 3 и вертттальные 4,5 венья совметаются со станиной 1 так, то образуется общий прямолинейный ручей, ролики б поворачиваются к месту гиба зделия 19 рабочей стороной. Ролик 8 отодвигается от ролика 6 на величину, большую наружного диаметра трубы, а штрки цилиндров 17 и 18 выдвинуты. Трубная загртовка 20 устанавливается в прямрлиней.ный ручей устройст1ва я закрепляете прижигмами 16. Затем включаются. :гийро1.ш;1индрад 17, 18,котРрые осу1п:ествл55йрт tipBPppT звеньев вркруг осей Og.-Og; €4-О. одно. 1Е1рёмэнно осу шествляя изгиб трубьг вок . руг ролик;рв 6. При этом рт действия ку-г лачкрв 12, скользящих по кругоэбгм паЗам .секторов 13, планетарные ролики 8 прибля ются к загртовке и, обкатываясь в прриесре; йРворота пр изгибу трубы, калйбруйт ее .сечение. Идгибы трубы про-; идводятся на. .заданщле пгльгнастраивае:йыми-упорами (на рйсуаде не показаны ). .Посл.е С1кощ.ния изгртрвления изде- ПИЯ; 1.9 вдлютатбтея пр.ивРды гибочных JDO;11ЩРв -6,У кстррыё поворачивйются к. гибаМ; срезами 7,.а приткимь 1.6 ;.6тэрдатся В- . нерабочее- ггрйрже:йиё, благодаря чему иэ- делиё осврёрисааётсягрт закреплешя и / снимается/с устр6Й6твз:.; .:--:....-,--У..J.:.V ;.. . Предл гае1;1Рё устррйствр эффективно, так как-.гйб1са-1р1убж)й. заготрвки .вьтолНЯ0ТСЯ рдноврёмейно ЭР всех: п-лрс срстях, Всбязи;с чём его прризврдителъйрсть JBbiiire, чем у Рухрсертвуюших устройств в неск6лькр;раз.;..:;.-; .У: . . - . -.;-. -.-. . . ( ... .,.Ф о р; м у л а и ;з о б ре т ей и я , Устройство для гибки труб, ордержащее-устанРвлёнйьгйна станине поврротный фррМуюгсий эдемен.т .с .гибочнЬгм ррликом, смонткрРшннъ ; та оси поворбта э та,, и планетарнь1М роликом, установленщ 1Мс 1эодмРжнретью перемещения ртнродтельногибрчйрго рРли1са, Р т ли ч а ющ е е с я. тем, чтр, с цёл.Ью повышения производительности, оно снабжено дРполнительнь1ми формующими элементами, шарнирно сРединёнными мёжда собрй и со сТанинрй, при этом гибочные ролики выпопнензы сегментным сре;зом. .Источники информации, принятьге во внимание при экспертизе 1.Мосин Ф. В. Технология изготовления деталей из труб. М.-Л.:.Машгиз, 1962, с. 76-79. 2.Авторское свидетельство СССР № 368901, кл. В 21 ТЗ 7/02, 1968.
04
(риг. 2
А-А
10
IMZ
12
-7J
