Изобретение относится к гибочно му оборудованию и может быть использовано в различных отраслях промьшшенности, в частности в атомном машиностроении и котлостроении для изготовления теплообменной аппаратуры котлоагрегатов.
Целью изобретения является расширение технологических возможностей и повышение качества змеевиков.
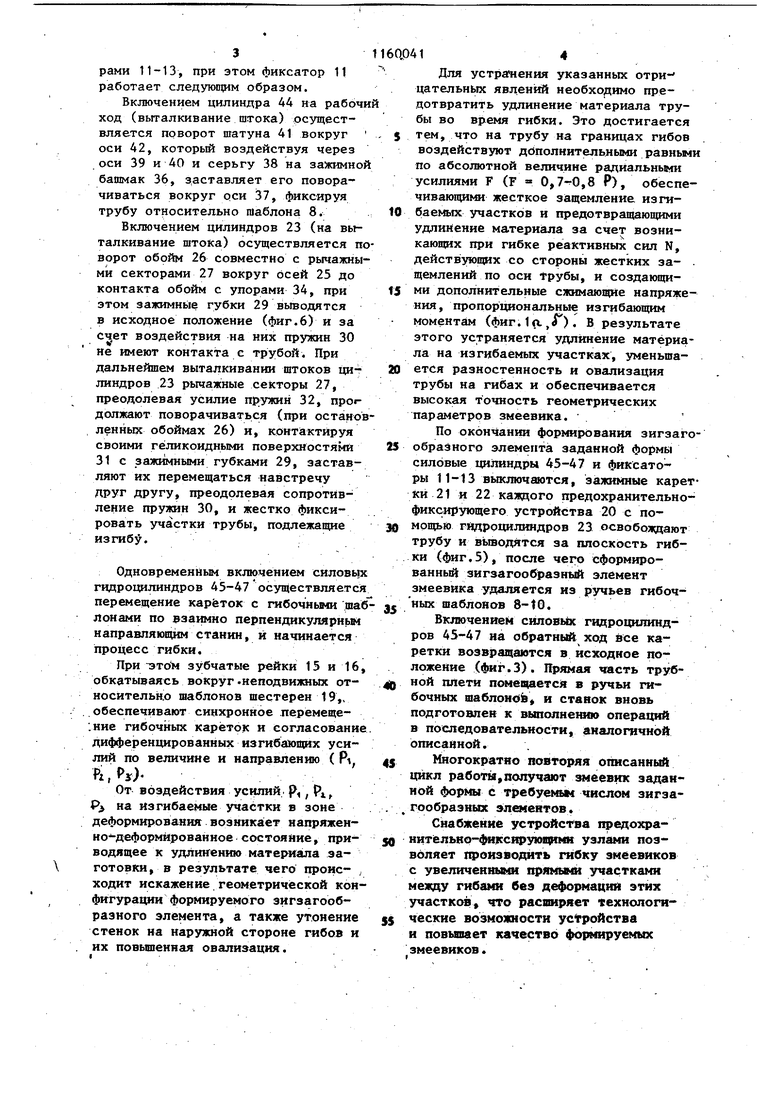
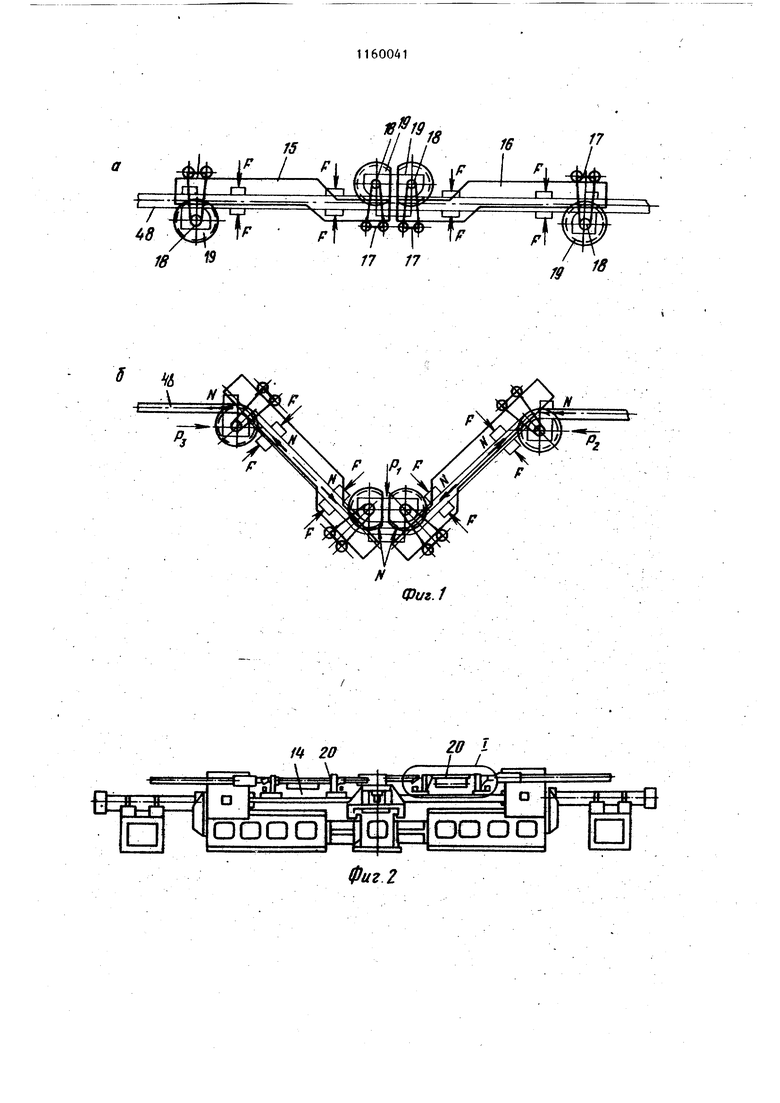
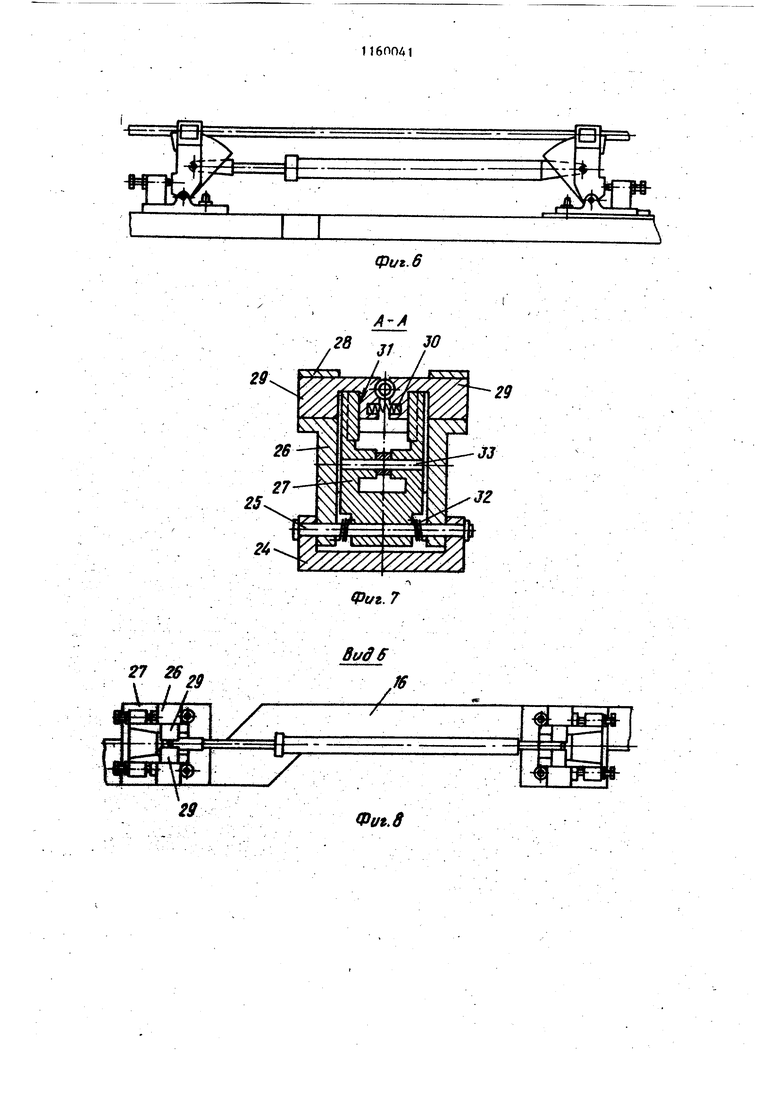
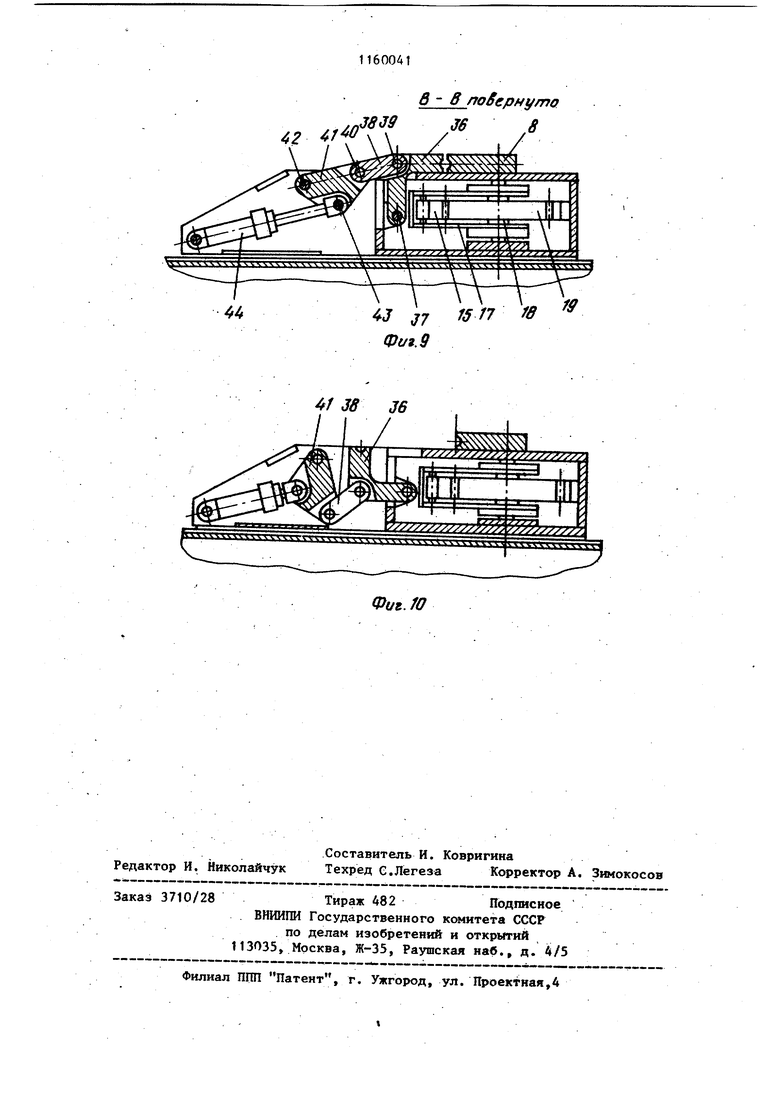
На фиг.1 изображена схема формирования зигзагообразного элемента змеевика на трубной щгети ( - исходное положение трубной заготовки перед гибкой, положение формирумого элемента в процессе гибки); на фиг.2 - трубогибочное устройство для изготовления змеевиков, общий вид; на фиг.З - то же, вид в плане; на фиг.4 - узел I на фиг.2 (рабочее положение предохранительнофиксирующего узла, обоймы выведены в положение фиксации и зажимные губки сомкнуты); на фиг.З - положение предохранительно-фиксирующего узла в момент установки трубной заготовки, перемещения сформированного зигзагообразного элемента и съема готового змеевикаJ на фиг.6 - положение предохранительно-фиксирующего узла перед фиксацией изгибаемых участков (обоймы вьт едены в положение фиксации при разомкнутых зажимных губках), йа фиг. 7 - разрез А-А на фиг.4; на фиг.8 - вид Б на фиг.4; на ,фиг.9 - разрез В-В на фиг.З (рабочее положение механизма зажима центральной каретки), на фиг. 10 положение фиксатора центральной каретки при вспомогательных перемещениях змеевика.
Устройство для изготовления змеевиков содержит станину 1 с направляющими 2-4, на которых соответственно установлены каретки 5-7, снабженные гибочш в4и шаблонами 8-10 и фиксаторами 11-13. Каретки кинематически связаны между собой эубчато-реечным синхронизируннцим механизмом 14, состояв1им из зубчатых реек 15 и 16, опира ющихся на обоймы 17, поворотно укреппенные на осях 18 гибочных шаблонов, и неподвижных относительно шаблонов шестерен 19, также установленных на осях 18 и контактирующих с рейками.
На каждой из реек укреплен предохранительно-фиксирующий узел 20, содержащий две идентичные по конструкции зажимные каретки 21 и 22, шарнирно связанные одна с другой цилиндром 23, Каретка 22 установлена подвижно относительно зубчатой рейки для осуществления переналадочных операций.
Каждая зажимная каретка состоит из основания 24 с закрепленной в нем осью 25, на которой поворотно смонтированы обойма 26 и рычажный селектор 27.
В верхней части обоймы выполнены направляющие 28, в которых установлены зажимные губки 29, подпружиненные пружиной 30 и контактирующие с рычажньм сектором 27 геликоидальными поверхностями 31. Сектор 27 подпружинен относительно обоймы 26 пружинами 32 кручения и. связан с цилиндром 23 при помощи оси 33. На основании 24 установлены регулируемые упоры 34 и 35, предназначенные для ограничения перемещения поворотной обоймы 26. Фиксатор 11 центральной гибочной каретки 5 выполнен в виде
поворотного зажимного бащмака 36, шарнирно укрепленного на оси 37 и кинематически связанного с помощью серьги 38 JJ осей 39 и 40 с трехшарнирньм Шатуном 41, поворотно смонтированным на оси 42 и соединенни с помощью оси 43 с цилиндром 44.
Перемещение кареток 5-7 по направляющим 2-4 осуществляется
с помощью силовых гидроцилиндров 45-47.
Устройство для изготовления змеевиков работает следующим образом. В исходном положении перед гибкой каретки располагаются таким образом, что ручьи шаблонов 8-10 устанавливаются на одной оси,совпадающей с осью подачи трубной плети 48.
Предохранительно-Фиксирующие узлы 20 устанавливаются в положение, изображенное на фиг.5, а фикса-, тор 11 - в положение, показанное на фиг.10, освобождая плоскость гибки.
Трубную плеть устанавливают в Ч ручьи гибочных шаблонов 8-10 и фиксируют относительно них фиксаторами 11-13, при этом фиксатор 11 работает следукнцим образом.
Включением цилиндра 44 на рабочи ход (выталкивание штока) осуществляется поворот шатуна 41 вокруг оси 42, который воздействуя через оси 39 и 40 и серьгу 38 на зажимной башмак 36, заставляет его поворачиваться вокруг рси 37, фиксируя трубу относительно шаблона 8.
Включением цилиндров 23 (на выталкивание штока) осуществляется поворот обойм 26 совместно с рычажными секторами 27 вокруг осей 25 до контакта обойм с упорами 34, при этом зажимные губки 29 вьтодятся в исходное положение (фиг.6) и за сч,ет воздействия на них пружин 30 не имеют контакта с трубой. При дальнейшем выталкивании штоков цилиндров 23 рычажные секторы 27, преодолевая усилие пружин 32, про«должают поворачиваться (при остановленных обоймах 26) и, контактируя своими гёликоидными поверхностями 31 с зажимными губками 29, заставляют их перемещаться навстречу друг другу, преодолевая сопротивление пружин 30, и жестко фиксировать участки трубы, подлежапше изгибу.
Одновременным включением силовых гидроцилиндров 45-47 осуществляется перемещение кареток с гибочньфш шаб ломами по взаимно перпендикулярна направляющим станин, и начинается процесс гибки.
При -этом зубчатые ргейки 15 и 16, обкатываясь вокруг.неподвижных относительн о шаблонов шестерен 19,, обеспечивают синхронное .перемеще.ние гибочных кареток и согласование дифференцированных изгиба)01Цих усилий по величине и направлению ( Pi,
fz,
От воздействия усилий.. Pi, Pt, Р на изгибаемые участки в зоне деформирования возникает напряженно- деформйрованное состояйие, приводящее к удлинению материала заготовки, в результате чего проис- ; ходит искажение геометрической конфкгурации формируемого зигзагообразного элемента, а также утонение стенок на наружной стороне гибов и их повьшенная овализация.
Для устранения указанных отри- цательных явлений необходимо предотвратить удлинение материала трубы во время гибки. Это достигается тем, что на трубу на границах гибов воздействуют дополнительными равным по абсолютной величине радиальными усилиями F (F 0,,8 Р), обеспечивающими жесткое защемление из гибаемых участков и предотвращающими удлинение материала за счет возникающих при гибке реактивных сил N, действ1ующих со стороны жестких защемлений по оси рубы, и создающими дополнительные сжимающие напряжения, пропорциональные изгибающим моментам (фиг.1а,/). В результате этого устраняется удлинение материала на изгибаемых участках, уменьшается разностенность и овализация трубы на гибах и обеспечивается высокая точность геометрических параметров змеевика.
По окончании формирования зигзагобразного элемемта заданной формы силовые цилиндры 45-47 и фиксаторы 11-13 выключается, зажимные кареки 21 и 22 каждого предохранительнофиксирующего устройства 20 с помощью гидроцилиндров 23 освобождают трубу и вьтодятся за плоскость гибки (фиг.5), после чего сформированнь зигзагообразный элемент змеевика удаляется из ручьев гибочных шаблонов 8-to.
Включением силовых гидроцилиндров 45-47 на обратный ход все каретки возвращаются в исходное положение (фиг.З). Прямая часть трубной ппети помещается в ручьи гибочных шаблондё и станок вновь подготовлен к выполнению операций в последовательности, аналогичной описанной. .
Многократно повторяя описанный цикл работы,получают змеевик заданной формы с требуемьм числом зигзагообразных элементов.
Снабжение устройства предохранительнр-4 1ксируюирсми узлами позволяет {фоизводйть гибку змеевиков с увеличенными {фямемй участками между гибами без д ормаций этих участков, что расширяет технологические возможности устройства и повышает качества формируемых змеевиков. 1в 3 IB 19.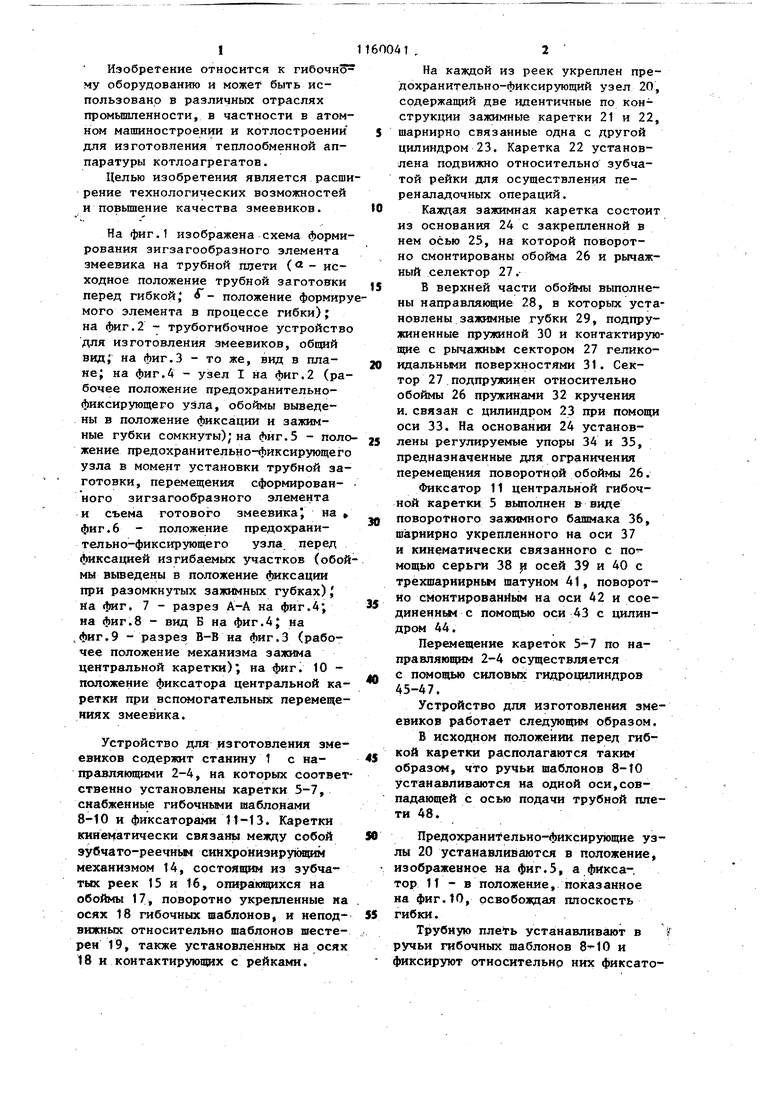
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления змеевиков | 1985 |
|
SU1303215A2 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Станок для гибки змеевиков | 1986 |
|
SU1411075A1 |
| Трубогибочная машина | 1985 |
|
SU1299655A1 |
| Станок для гибки змеевиков | 1984 |
|
SU1207562A2 |
| Станок для гибки змеевиков | 1985 |
|
SU1400711A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ преимущественно из трубных плетей, содержащее станину, боковые и центральную гибочные каретки, установленные с возможностью относительного перемещения на взаимно перпендикулйрньт направляпощих, выполняемых на станине, и связанные между собой зубчато-реечньм синхронизирующим механизмом с опорными роликами, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества змеевиков, оно снабжено предохранительно-фикбирующими узлами, еыполненньми в вцде пар зажимных кареток с губками, кинематически связанных межцу собой и шарнирно смонтированных на рейках синхронизирующего механизма с возможностью перемещения вдоль оси обработки, при зтом по меньшей мере одна из зажимных кареток смонтирована с возможностью установочного перемещения относительно парной ее зажимной каретки. 2.Устройство по п.1, о т л ичающееся, тем, что каждая зажимная каретка выполнена в виде основания, установленного в нем на оси, перпендикулярной оси обработки с возможностью поворота обоймы, смонтированных в обойме с возможностью поперечного относительно оси обработки перемещения взаимно подпружиненных губок, и установленного в обойме при помощи оси, перпендикулярной оси обработки, с возможностью поворота и взаимодействия с губками сектора, при боковые поверхности сектора и губок вьтолнены геликоидальными. 3. Устройство по П.1, отличающееся тем, что фиксатор цен35 тральной гибочной каретки выполнен в виде бшмака, шарнирно смонтированного на каретке с возможностью поворота, серьги, шатуна и силового щшикдра, при этом серьга соединена с баввмком и шатуном, шатун смонтироваи на каретке с возможностью поворота и шарнирйо связан со штокон силового щшиидра, корпус которого вариирко связан с кареткой.
lit 20 OOOD OOO
фиг 2 O
Фиг.З
23
А
Фиг. 4 .,п 8 9J68
ff - в лоЗернута
,.
4J J7 /.f/7 fff Фиг.9
| Бондаренко В.Г.идр | |||
| Изготовление плоских змеевиков сложной формы | |||
| - Энергомашиностроение, 1978, № 3, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Станок для гибки змеевиков | 1972 |
|
SU507386A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
