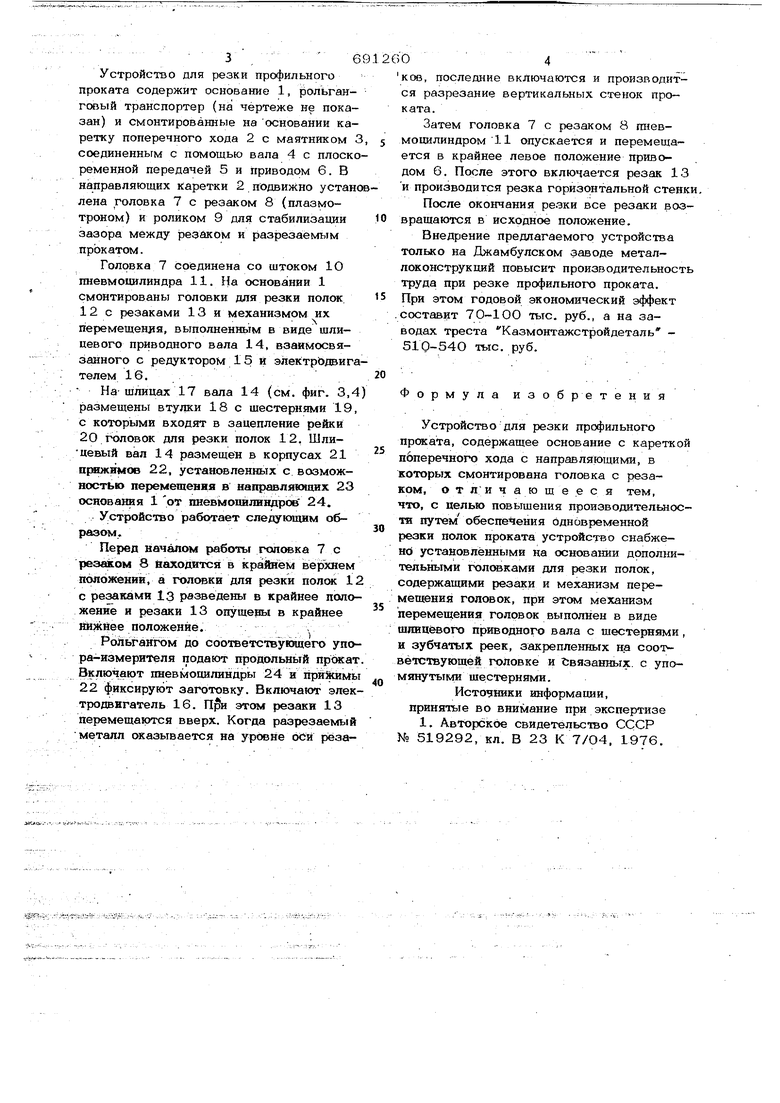
Изобретение относится к устройствам для резки металлов, например с пО мошью плазмы, и преоназначено для рез ки профильного проката ь машиностроен Известно устройство для резки профильного проката, содержащее основание с кареткой поперечного хода с направля щими, в которых смонтирована головка с резаком 111Однако известное устройство имеет невысокую производительность, обусловленную последовательностью реза профиля, при которой резак перемещением описывает контур балки.- При этом его перемещение довольно сложно: оно состоит (например при резке швелле ра или двутавра) из последовательного движения резака вверх, горизонтально и вниз. Это перемещение с изменением направления рабочего органа, в свою очередь, связано с необходнмостью пуска, остановка механизмов перемещения, с концевыми выключателями, щаблонами перемещений. Все это затрудняет использование устройствав автоматизированных поточных линиях, где требуется более высокая надежность работы механизмов и более высокая производител1 ность. Uenb изобретения - повыщение производительности путем обеспечения одновременной резкн полок проката. Для этого устройство снабжено дополнительными головками для резки полок, содержащими резак и механизм их перемещения, установленными на основании, при этом механизм перемещения голсюок выполнен в виде шлипевого приводного вала с шестернями, и зубчатых реек, закрепленных на головках и связанных с упомянутыми шестернями. На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 то же, вид в плане; на фиг. 3 - головка для резки полок с механизмом перемещения; на фиг. 4 - сечение А - А на фиг. 3. 3 , 6 Устройство для резки профильного проката содержит основание 1, рольганговый транспортер (на чертеже не показан) и смонтированные на основании каретку поперечного хода 2 с маятником 3 соединенным с помощью вала 4 с плоско ременной передачей 5 и приводом 6. В направляющих каретки 2 подвижно устан лена головка 7 с резаком 8 (плазмотроном) и роликом 9 для стабилизации зазора между резаком и разрезаемым прокатом. Головка 7 соединена со штоком Ю пневмоцилиндра 11. На основании 1 смонтированы головки для резки полок 12с резаками 13 и механизмом их перемещения, выполненньтм в виде шлицевого приводного вала 14, взаимосвязанного с редуктором 15 и электрЬдвиг телем 16. На шлицах 17 вала 14 (см. фиг. 3,4 размещены втулки 18с шестернями 19 с которыми входят в зацепление рейки 20 головок для резки полок 12, Шлицевый вал 14 размещен в корпусах 21 ортжймов 22, установленных с всхзможностью перемешевия в направлякицих 23 основания 1 от пневмопилиндров 24. Устройство работает следующим образом.. Перед началом работы головка 7 с резаком 8 находится в крайнем верхнем положении, а головки для резки полок 1 с резаками 13 разведены в крайнее поло жение и резаки 13 опущены в крайнее йижнее положение. Ройьгангом до соответствующего упо ра-измерителя подают продольный прока Включают пневмоцилнндры 24 н прижим 22 фиксируют заготовку. Включают элек тродвигатель 16. этом резаки 13 перемещаются вверх. Когда разрезаемый металл оказывается на уровне оСй резаО4ков, последние включаются и производится разрезание вертикальных стенок проката. Затем головка 7 с резаком 8 пневмоцилиндром11 опускается и перемещается в крайнее левое положение приводом 6. После этого включается резак 13 и производится резка горизонтальной стенки. После окончания резки все резаки возвращаются в исходное положение. Внедрение предлагаемого устройства только на Джамбулском заводе металлоконструкций повысит производительность труда при резке профильного проката. При этом годовой экономический эффект составит 70-100 тыс. руб., а на заводах треста Казмонтажстройдеталь 510-54О тыс. руб. Формула изоб ре тения Устройство для резки профильного проката, содержащее основание с кареткой поперечного хода с направляющими, в которых смонтирована головка с резаком, отлич ающ еес я тем, что, с целью повыщения производителыюстя путем обеспечения одновременной резки полок проката устройство снабжено установленными на основании дополнительными голсюками для резки полок, содержащими резаки и механизм перемещения головок, при этом механизм перемещения головок выполнен в виде шлииевого приводного вала с шестернями, и зубчатых реек, закрепленных на соответствующей головке и Связанных, с упомянутыми шестернями. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 519292, кл. В 23 К 7/О4, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для термической резки с программным управлением | 1976 |
|
SU695774A1 |
| Устройство для резки профильного проката | 1980 |
|
SU946836A1 |
| Устройство для термической резки профильного проката | 1981 |
|
SU975272A1 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
| Стенд для газовой резки профильногопРОКАТА | 1979 |
|
SU812458A1 |
| Механизированный стол для термической резки листового проката | 1990 |
|
SU1757810A1 |
| Стенд для вырезки клиньев из профильного проката | 1977 |
|
SU659305A1 |
| Устройство для газокислородной резки профильного металлопроката | 1989 |
|
SU1632667A1 |
| Станок для термической резки профильного проката | 1982 |
|
SU1301604A1 |
| Устройство для газовой резки | 1976 |
|
SU593851A1 |


р
J3
i..i I.J
9иг. 2
