(54) СТЕНД ДЛЯ ГАЗОВОЙ РЕЗКИ ПРОФИЛЬНОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для вырезки клиньев из профильного проката | 1977 |
|
SU659305A1 |
| Устройство для резки профильного проката | 1984 |
|
SU1194619A1 |
| Устройство для резки профильного проката | 1981 |
|
SU967708A1 |
| Устройство для резки профильного проката | 1978 |
|
SU740427A1 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| ШЛЕППЕРНОЕ УСТРОЙСТВО | 1971 |
|
SU311675A1 |
| Устройство для резки профильного проката | 1985 |
|
SU1299724A1 |
| Установка для вырезки сферических элементов для резервуаров из формованных заготовок | 1977 |
|
SU749589A1 |
| Установка для резки проката | 1985 |
|
SU1444105A1 |
I
Изобретение относится к области резки пламенем, а именно к конструкции стенда для газовой резки профильного проката.
Известно устройство для фасонной газовой резки профильного проката 1.
Наиболее близким к изобретению является стенд для вырезки клиньев из профильного проката, содержащий смонтированные на основании направляющие для перемещения кареток, каретки со щтангами, несущими резаки, и узлами отвода резаков, каждый из которых выполнен в виде трех связанных одна с другой шестерен, одна из которых установлена лосредством вала на каретке, а две другие на штангах, а также упоры для фиксирования проката 2.
В известном стенде предусмотрен разворот резаков в нерабочее положение для обеспечения сохранности их при выполнении загрузки и разгрузки стенда. Разворот резаков осуществляется в конце холостого хода каретки, а всю длину холостого хода каретка проходит с резаками в рабочем положении.
Недостатками стендов является то, что при вырезке клина от воздействия пламени двутавр значительно коробится в горизонтальной плоскости (до 80 мм) и скручивается, одна из полок своей стенкой нахлестывается на другую стенку и т.д. Опорные ролики с ребордами, установленные по концам стенда под узкой полкой, не могут предотвратить деформацию двутавра по всей длине, так как полка разворачивается между ребордами и выскакивает из них под действием деформации кручения.
Поэтому при холостом ходе каретки резаки, находясь в рабочем положении, вза0 имодействуют с деформированным двутавром, что может привести к их поломке и стенд выйдет из строя.
Цель изобретения - повышение надежности предохранения стенда от воздействия пламени резаков.
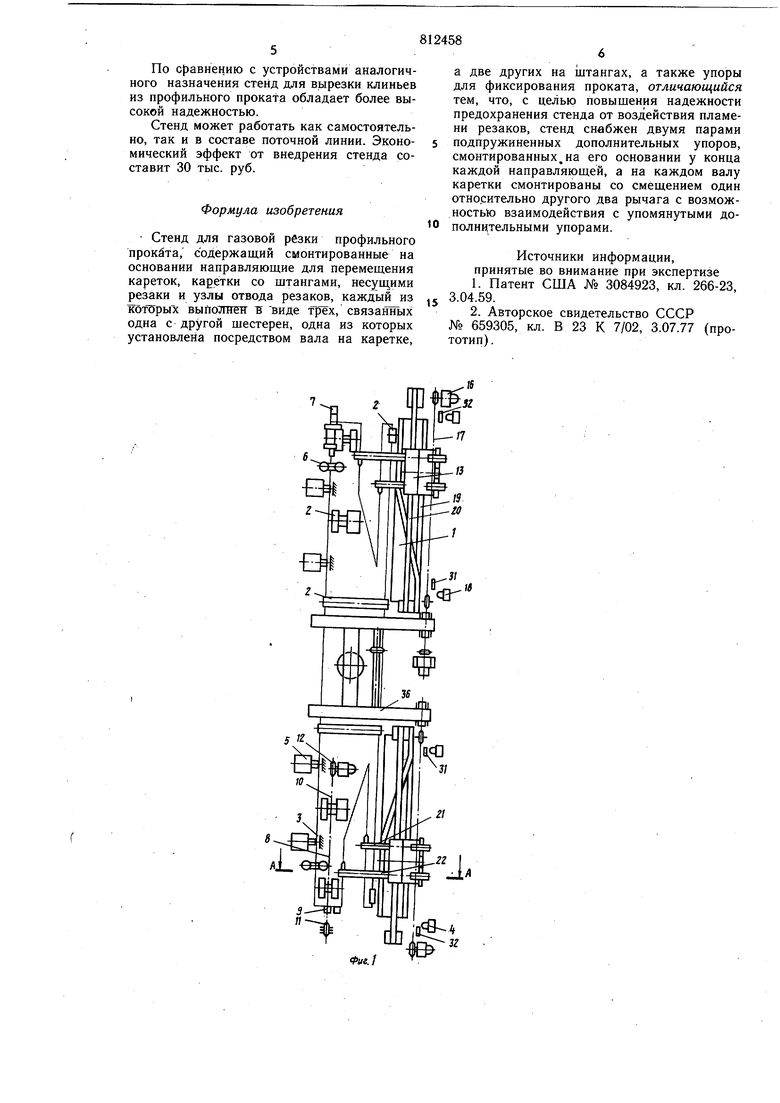
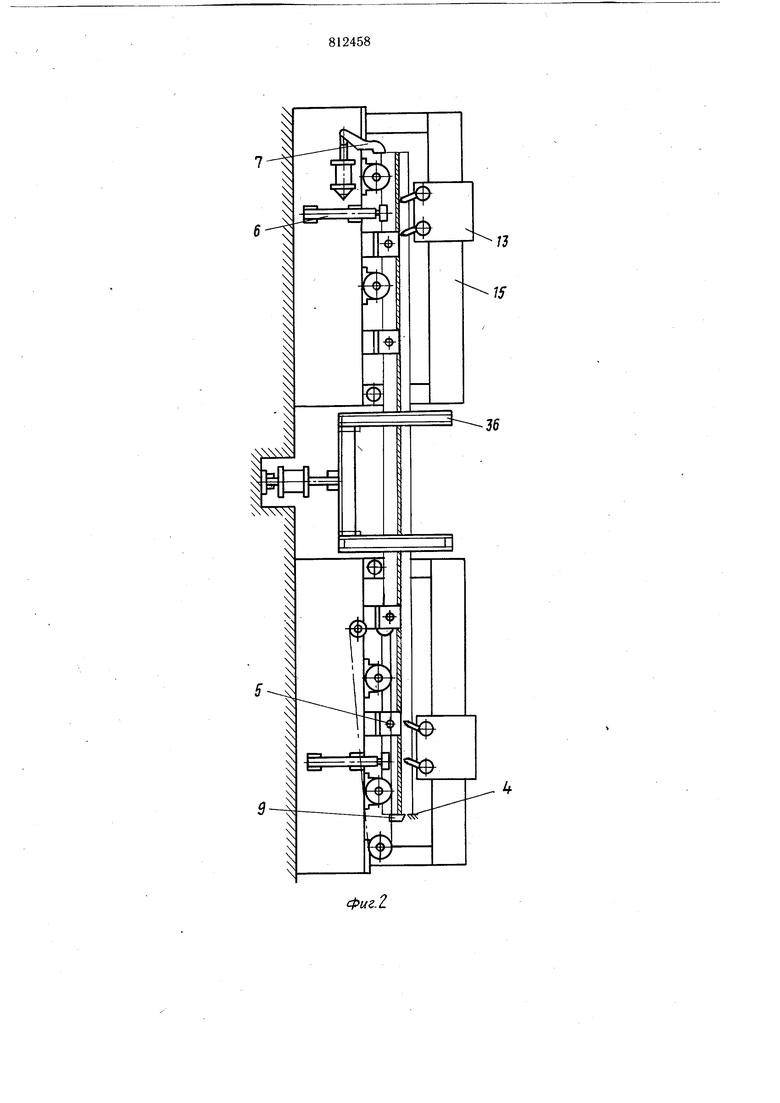
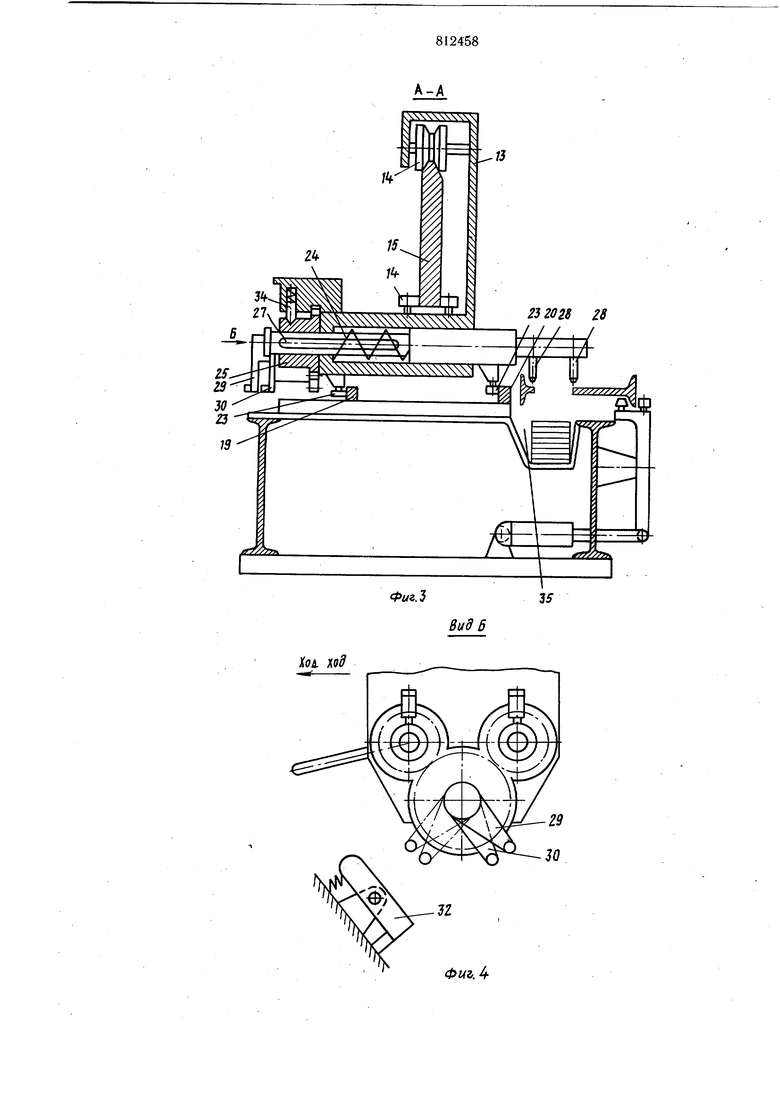
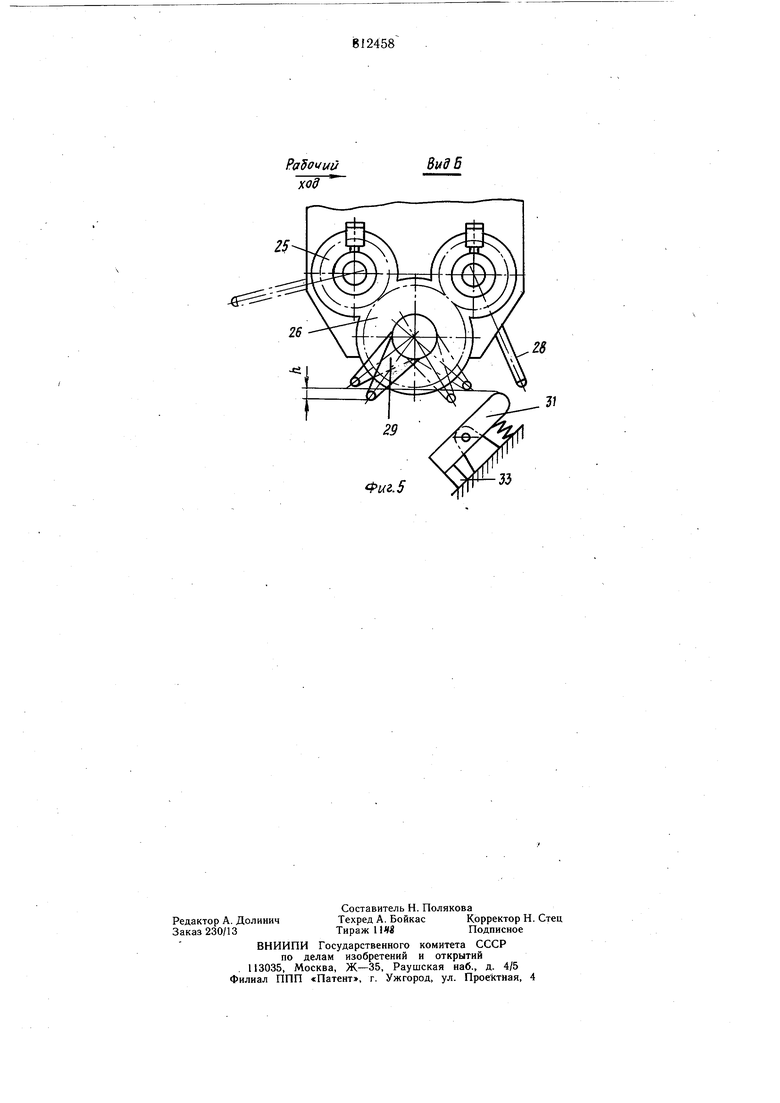
Указанная цель достигается тем, что стенд снабжен двумя парами подпружиненных дополнительных упоров, смонтированных на его основании у концов каждой направляющей, а на каждом валу каретки смонтированы . со смешением один относительно другого два рычага с возможностью взаимодействия с упомянутыми дополнительными упорами. На фиг. 1 изобр ен стенд, вид сверху; на фиг. 2 - то же, вид слева; на фиг, 3 - разрез А-А на фиг. 1; на фиг. 4 - вид Б на фиг. 3 (вид с торца на штангн каретки при холостом ходе); на фиг. 5 - вид Б на фиг. 3 (при рабочем ходе). На основании 1 расположены опорные ролики 2, упоры 3 и 4, прижимы 5 и 6 (фиг. 1 и 2) для поперечной ориентации, механизм 7 для продольной ориентации двутавра. На одном конце основания 1 имеется механизм 8 подачи двутавра, выполненный в виде толкателя 9, закрепленного на цепи 10, которая натянута между ведомой звездочкой 11 и ведущей 12, насаженной на выходной вал привода. Вдоль стенда по его концам расположены каретки 13 (фиг. 1 и 3), которые на роликах 14 перемещаются по направляющим 15 от приводов 16 через цепи 17. Вдоль направляющих 15 расположены датчики 18 для автоматизации работы кареток 13, а также копиры 19 и 20 прямого и косого реза. Враждой каретке имеются штанги 21 и 22 прямого и косого реза. Штанги 21 и 22 прижимаются копирными роликами 23 с помощью пружины 24 к копирам 19 и 20 и при взаимодействии с ними перемещаются в поперечном направлении относительно кареток 13 при их движении. На каждой щтанге установлены щестерни 25, которые находятся в зацеплении с щестерней 26, установленной на каретке 13. Штанги 21 к 22 соединены с щестернями 25 (фиг. 3) через скользящие щпонки 27. На шлангах закреплены резаки 28. На вйяу щестерни 26 закреплены два рычага 29 и 30 (фиг. 3, 4 и 5), а на пути перемещения каретки 13 в начале и в конце ее хода против рычага 29 размещен подпружиненный упор 31, а против рычага 30 - упор 32. Упоры 31 и 32 имеют ограничитель 33 хода. Вследствие имеющейся разности угловых положений рычаг 29 находится ниже на величину h при рабочем положении резака и на такую же величину выще рычага 30 при холостом положении резака. Резаки 28 вместе со щтангами 21 и 22, шестернями 25 и рычагами 29 и 30 фиксируются в рабочем и холостом положениях подпружиненными фиксаторами 34. Внутри основания имеются приямки 35 для размещения контейнера с отрезанными клиньями. В середине стенда расположен кантователь 36. В стенде имеются также автоматические отсекатели газа (на чертежах не показаны). Стенд работает следующим образом. Двутавр каким-либо загрузочным устройством устанавливают на ролики 2, механизм 7 продольной ориентации досылает двутавр до упора 4, прижимы 5 и 6 прижимают его к упору 3. Далее включают ход каретки 13. При рабочем ходе каретки 13 рычаг 30 взаимодействует с упорами 32 и разворачиваются, вращая вал с щестерней 26 и рычагом 29 по ОСОБОЙ стрелке. Шестерня 26 через щестерни 25 разворачивает штанги 21 и 22 с резаками 28, резаки 28 устанавливаются в рабочее положение (фиг. 5). Рычаг 30 занимает положение на уровне упора 32, а рычаг 29 уровня упора 32, а следовательно, и упора 31. Таким образом, рычаг 29 подготовлен для последующего взаимодействия с упором 31. Когда резак 28 прямого реза встанет против торца двутавра, останавливают каретку 13. Затем открывают газ, зажигают пламя и после прогрева торца двутавра включают рабочий ход каретки 13 до положения, когда резак 28 косого реза встанет против торца двутавра, далее каретку останавливают. Открывают газ резака косого реза, зажигают пламя и после прогрева двутавра включают рабочий ход каретки на автоматическом режиме. Резак 28, закрепленный на штанге 21, идет по прямой линии по копиру 19, а резак 28 косого реза на щтанге 22, в зависимости от кривизны копира 20, смещается кроме того поперек к прямому резу до совпадения с последним, таким образом, вырезается клин, который падает в контейнер. В конце рабочего хода при подходе каретки к упору 31 рычаг 29 отжимает его и каретка проходит через упор, не меняя положения резаков. После вырезки клина от датчика 18 дается команда на закрытие клапанов отсекателю газа и включается холостой ход каретки 13. При холостом ходе каретки 13 рычаг 29 взаимодействует с упором 31 и разворачивается, вращая вал с шестерней 26 против часовой стрелки. Шестерня 26 через щестерни 25 разворачивает щтанги 21 и 22 с резаками 28, резаки 28 устанавливаются в нерабочее положение (фиг. 4). Рычаг 29 занимает положение на уровне упора 31, а рычаг 30 ниже упора 31, а следовательно, и упора 32. Таким обра-, зом, рычаг 30 подготовлен для взаимодействия с упором 32. В конце холостого хода при подходе каретки 13 к упору 32 рычаг 30 отжимает его и каретка проходит через упор, не меняя положения резаков 28. После окончания резки с помощью кантователя 36 разворачивают двутавр и специальным инструментом снимают грат. Затем возвра1цают двутавр в исходное положение и включают механизм 8 подачи двутавра, толкателем 9 по роликам 2 двутавр подается в транспортирующее устройство (на чертежах не показано) и передается со стенда на следующую позицию.
По сравнению с устройствами аналогичного назначения стенд для вырезки клиньев из профильного проката обладает более высокой надежностью.
Стенд может работать как самостоятельно, так и в составе поточной линии. Экономический эффект от внедрения стенда составит 30 тыс. руб.
Формула изобретения
Стенд для газовой резки профильного проката; содержащий смонтированные на основании направляющие для перемещения кареток, каретки со штангами, несущ ими резаки и узлы отвода резаков, каждыи из которых выпотгашг ж виде трех, связанных одна с другой щестерен, одна из которых установлена посредством вала на каретке,
а две других на штангах, а также упоры для фиксирования проката, отличающийся тем, что, с целью повыщения надежности предохранения стенда от воздействия пламени резаков, стенд снабжен двумя парами подпружиненных дополнительных упоров, смонтированных.на его основании у конца каждой направляющей, а на каждом валу каретки смонтированы со смещением один относительно другого два рычага с возможностью взаимодействия с упомянутыми дополнительными упорами.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3084923, кл. 266-23,
5
2 Авторское свидетельство СьЬК № 659305, кл. В 23 К 7/02, 3.07.77 (прототип) .
Фиг.}
fЛГЛГ
S 44 W4 4-C 7//rff
Ы мд
13
23202S 28
/.//,/
Фиг.З
Фиг,. 4Рабочийход
Вид 6
33
Фиг. 5
