(54) УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ ПРОФИЛЬНОГО ПРОКАТА
1
Изобретение относится к устройствам для резки металлов и может быть использовано для кислородной и плазменной поперечной резки профильного проката двутаврового и швеллерного сечения.
Известно устройство для резки профильного проката, в котором один резак с помощью привода огибает контур сечения 1.
Такое устройство сложно по конструкции, имеет невысокую производительность и не обладает достаточной надежностью изза большого количества элементов, обеспечивающих осуш,ествление сложного (по контуру балки) движения резака.
Известно также устройство, в котором резка полок и стенки профильного проката осуществляется несколькими резаками, содержащая фундамент с закрепленными на нем рольганговым транспортером и порталом с направляющими, в которых смонтированы приводные головки с резаками для резки полок и стенки проката 2.
Устройство имеет следующие недостатки.
1. Перемещение вертикальнопЬ резака в направляющих каретки поперечного хода осуществляется пневмоцилиндром, который
при резке прижимает резак с роликом для стабилизации зазора к разрезаемой, поверхности. Вследствие неровностей на этой поверхности ролик сообщает резаку, а через него штоку цилиндра, возвратно-поступа тельное движение. Так как коэффициент
трения покоя больше коэффициента трения
движения, то усилие прижатия ролика к
. разрезаемой поверхности при страгивании
щтока больше, чем при его движении. Переменная величина силы прижатия вызывает упругие поперечные колебания маятника с резаком и, следовательно, колебания .скорости реза, что сопровождается периодическим прекращением процесса резки.
2. Применение автономного привода для подъема и опускания вертикального резака усложняет конструкцию устройства.
Целью изобретения является повышение качества путем уменьшения колебаний скорости резки при прохождении резаком не20 ровностей поверхности проката.
Эта цель достигается тем, что устройство, содержащее фундамент с закрепленными на нем рольганговым транспортером и порталом с направляющими, в которых смонтированы приводные головки с резаками для резки полок и стенки проката, снабжено двуплечим рычагом, установленным на портале на оси, и двумя закрепленными на портале упорами для ограничения поворота рычага, при этом ось установки двуплечего рычага смещена относительно его центра тяжести, а резак для резки стенки проката снабжен опорным роликом, смонтированным с возможностью взаимодействия при рабочем ходе резака с поверхностью рычага, обращенной к рольгангу и при холостом ходе - с противоположной поверхностью рычага.
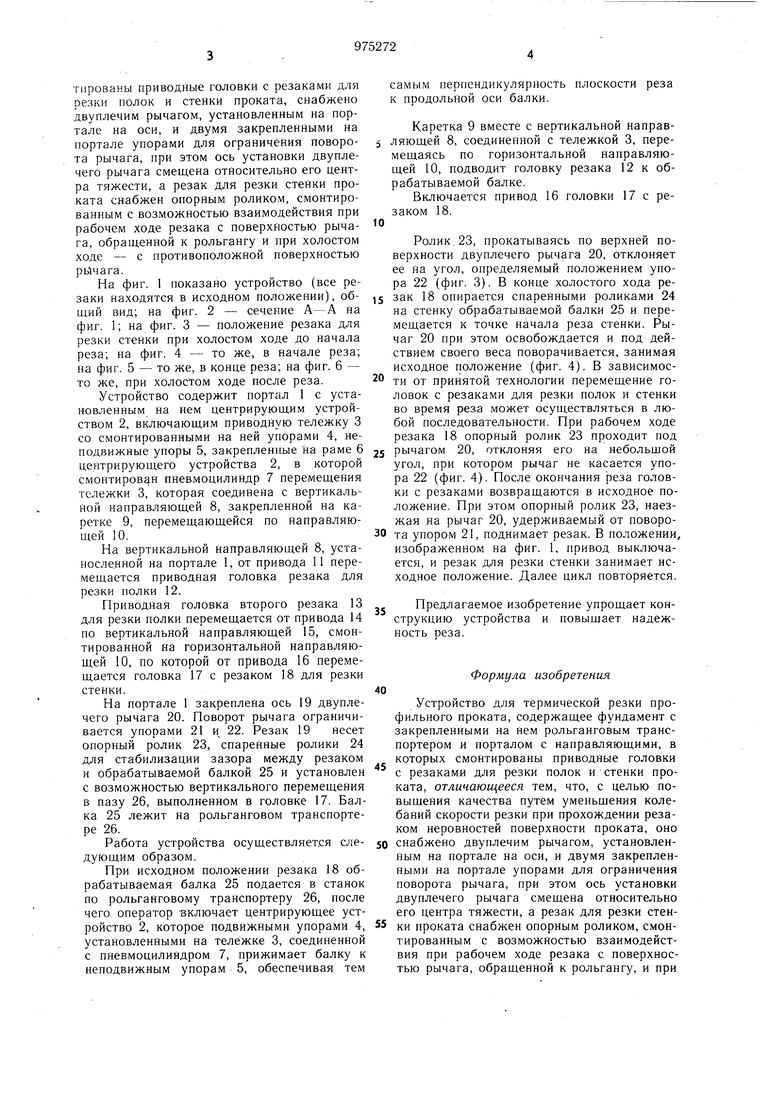
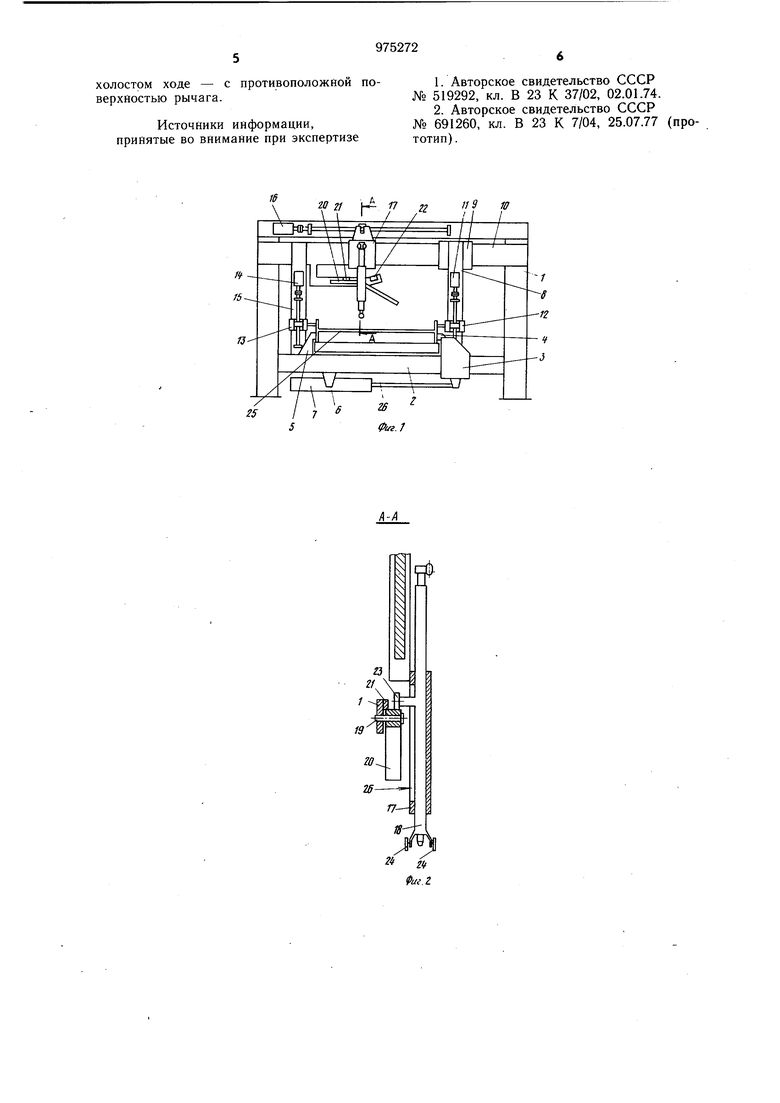
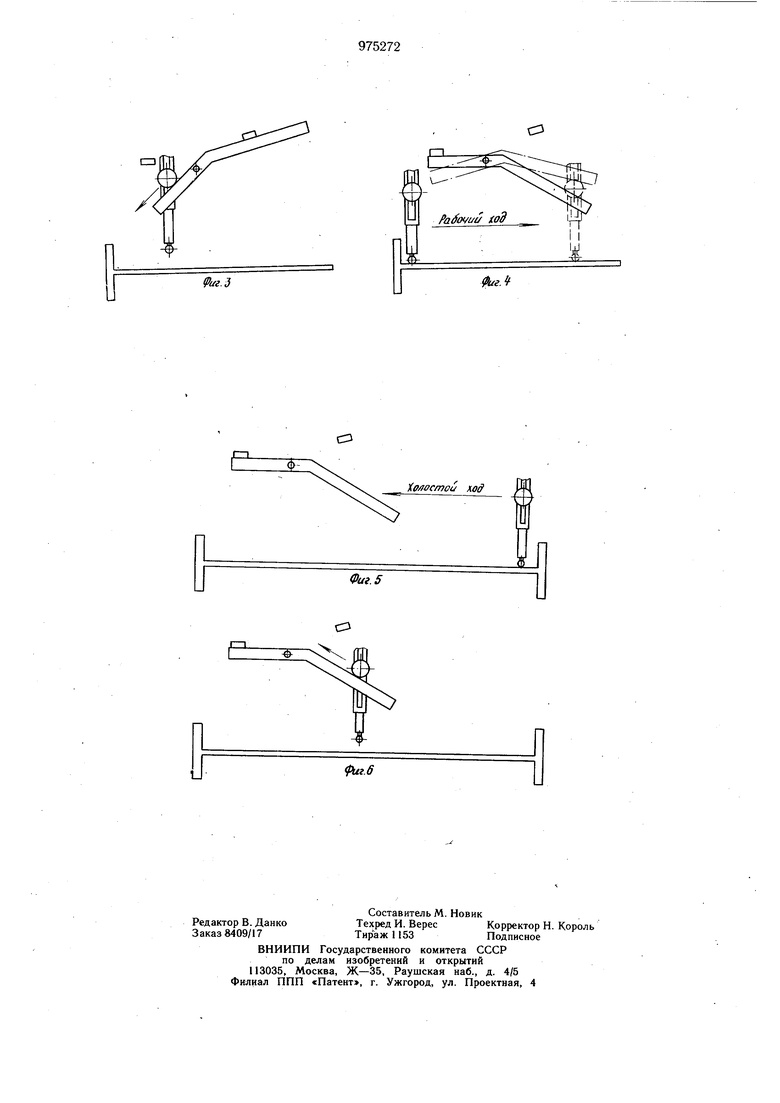
На фиг. 1 показано устройство (все резаки находятся в исходном положении), общий вид; на фиг. 2 - сечеиие А-А на фиг. I; на фиг. 3 - положение резака для резки стенки при холостом ходе до начала реза; на фиг. 4 - то же, в начале реза; на фиг. 5 - то же, в конце реза; на фиг. 6 - то же, при холостом ходе после реза.
Устройство содержит портал 1 с установленным на нем центрирующим устройством 2, включающим приводную тележку 3 со смонтированными на ней упорами 4, неподвижные упоры 5, закрепленные на раме 6 центрирующего устройства 2, в которой смонтирован пневмоцилиндр 7 перемещения тележки 3, которая соединена с вертикальной направляющей 8, закрепленной на каретке 9, перемещающейся по направляющей 10.
На вертикальной направляющей 8, устаносленной На портале 1, от привода 11 перемещается приводная головка резака для резки полки 12.
Приводная головка второго резака 13 для резки полки перемещается от привода 14 по вертикальной направляющей 15, смонтированной на горизонтальной направляющей 10, по которой от привода 16 перемещается головка 17 с резаком 18 для резки стенки.
На портале 1 закреплена ось 19 двуплечего рычага 20. Поворот рычага ограничивается упорами 21 и 22. Резак 19 несет опорный ролик 23, спаренные ролики 24 для стабилизации зазора между резаком и обрабатываемой балкой 25 и установлен с возможностью вертикального перемещения в пазу 26, выполненном в головке 17. Балка 25 лежит на рольганговом транспортере 26.
Работа устройства осуществляется следующим образом.
При исходном положении резака 18 обрабатываемая балка 25 подается в станок по рольганговому транспортеру 26, после чего оператор -включает центрирующее устройство 2, которое подвижными упорами 4, установленными на тележке 3, соединенной с пневмоцилиндром 7, прижимает балку к неподвижным упорам 5, обеспечивая тем
самым перпендикулярность плоскости реза к продольной оси балки.
Каретка 9 вместе с вертикальной направляющей 8, соединенной с тележкой 3, перемещаясь по горизонтальной направляющей 10, подводит головку резака 12 к обрабатываемой балке.
Включается привод 16 головки 17 с резаком 18.
Ролик.23, прокатываясь по верхней поверхности двуплечего рычага 20, отклоняет ее на угол, определяемый положением упора 22 (фиг. 3). В конце холостого хода резак 18 опирается спаренными роликами 24 на стенку обрабатываемой балки 25 и перемещается к точке начала реза стенки. Рычаг 20 при этом освобождается и под действием своего веса поворачивается, занимая исходное положение (фиг. 4). В зависимости от принятой технологии перемещение головок с резаками для резки полок и стенки во время реза может осуществляться в любой последовательности. При рабочем ходе резака 18 опорный ролик 23 проходит под
рычагом 20, отклоняя его на небольшой угол, при котором рычаг не касается упора 22 (фиг. 4). После окончания реза головки с резаками возвращаются в исходное положение. При этом опорный ролик 23, наезжая на рычаг 20, удерживаемый от поворота упором 21, поднимает резак. В положении, изображенном на фиг. 1, привод выключается, и резак для резки стенки занимает исходное положение. Далее цикл повторяется.
Предлагаемое изобретение упрощает конструкцию устройства и повышает надежность реза.
Формула изобретения
Устройство для термической резки профильного проката, содержащее фундамент с закрепленными на нем рольганговым транспортером и порталом с направляющими, в которых смонтированы приводные головки с резаками для резки полок и стенки проката, отличающееся тем, что, с целью повышения качества путем уменьшения колебаний скорости резки при прохождении резаком неровностей поверхности проката, оно
0 снабжено двуплечим рычагом, установленным На портале на оси, и двумя закрепленными На портале упорами для ограничения поворота рычага, при этом ось установки двуплечего рычага смещена относительно его центра тяжести, а резак для резки стенки проката снабжен опорным роликом, смонтированным с возможностью взаимодействия при рабочем ходе резака с поверхностью рычага, обращенной к рольгангу, и при
холостом ходе - с противоположной поверхностью рычага.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 519292, кл. В 23 К 37/02, 02.01.74.
2.Авторское свидетельство СССР
№ 691260, кл. В 23 К 7/04, 25.07.77 тотип).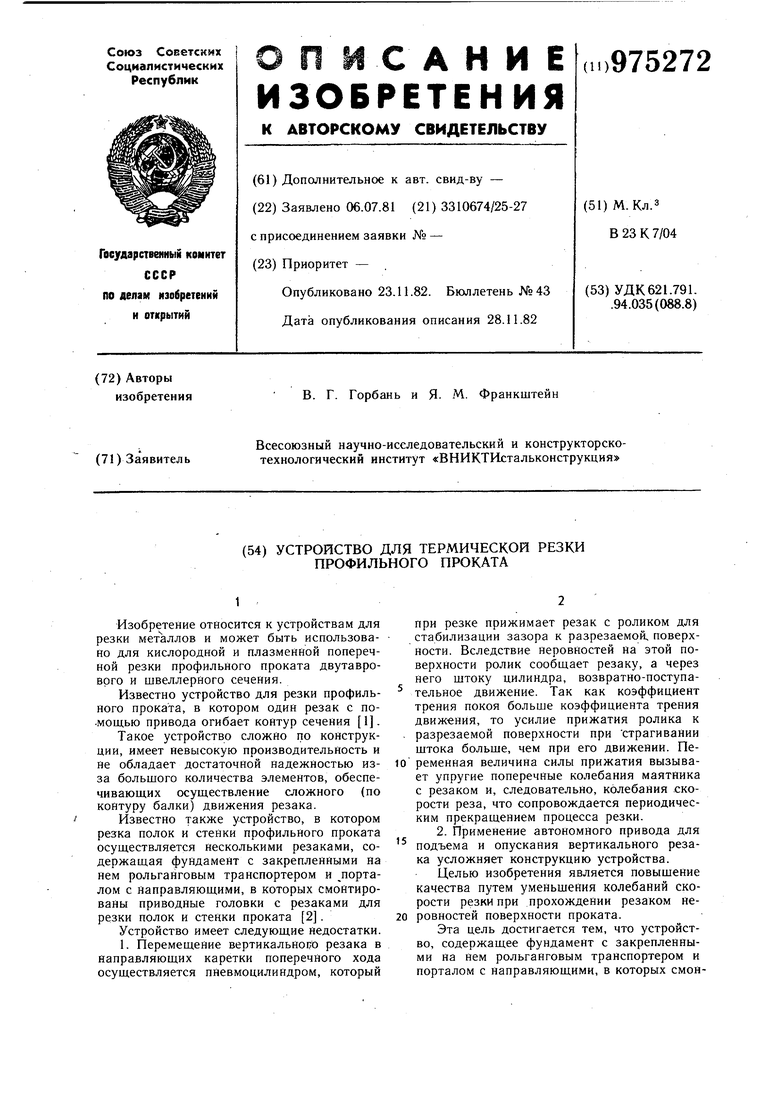
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки профильного проката | 1977 |
|
SU691260A1 |
| Устройство для резки профильного проката | 1980 |
|
SU946836A1 |
| Стенд для газовой резки профильногопРОКАТА | 1979 |
|
SU812458A1 |
| Устройство для резки профильного проката | 1981 |
|
SU967708A1 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
| Машина для термической резки с программным управлением | 1976 |
|
SU695774A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Установка для резки проката | 1985 |
|
SU1444105A1 |
| Машина для термической резки листов | 1981 |
|
SU998031A1 |
| Стенд для вырезки клиньев из профильного проката | 1977 |
|
SU659305A1 |
из 10
I
СЗ
Ifo/rocmou ход
Фиг. 5
