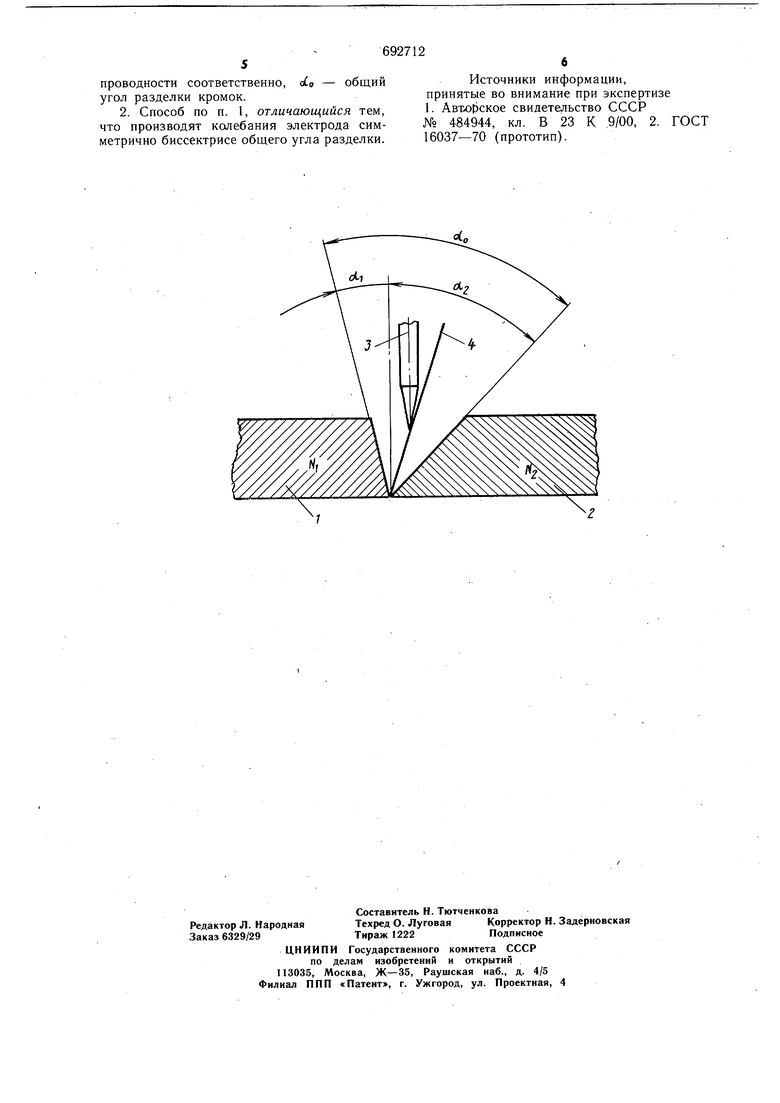
(54) СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ РАЗНОРОДНЫХ МЕТАЛЛОВ Это достигается тем, что рабочий торец электрода располагают на биссектрисе, перемещают вдоль биссекторной плоскости общего угла разделки кромок, а углы скоса кромок каждой свариваемой детали определяют по следующим соотношениям. л,л. Af + с4..о где oti и Ае - угол скоса кромок одной детали и ее коэффициент теплопроводности соответственно; г и Л г - угол скоса кромок другой детали и ее коэффициент теплопроводности соответственно, do - общий угол разделки кромок. Кроме того производят колебания электрода симметрично биссектрисе общего угла разделки. Благодаря этому получение равномерного оплавления кромок разнородного соединения происходит за счет распределения теплового потока от сварочного источника нагрева так, что большая его часть будет направлена в кромку, металл которой имеет, больщую теплопроводность. На чертеже показана несимметричная разделка. Способ сварки плавлением осуществляют следующим образом. Выполняют несимметричную разделку кромок свариваемых деталей 1 и 2 с коэффициентом теплопроводности Л, и Л.- ПРи этом угол скоса детали I oLi и угол скоса детали 2 oLz в сумме дают общий угол разделки do. Углы разделки cLi и da определяют по следующим соотношениям
Ai
Л, ;л.
Затем стыкуют свариваемые элементы, материалы которых имеют коэффициенты теплопроводности А и Л. Перемещают торец вольфрамового электрода 3 вдоль биссекторной плоскости 4 общего угла разделки oto. Для этого в разделку укладывают щаблон, равный общему углу d разделки, имеющему риску, соответствующую биссектрисе общего угла разделки, и по этой риске выставляют торец 3. При этом последний находится над кромкой из металла с больщей теплопроводностью.
Кроме того, кромка из металла с больщей теплопроводностью имеет больщий угол скоса и под электродом уменьшается толщина этой кромки. Благодаря этому в кромку с больщей теплопроводностью вводится боль ше тепла от сварочной дуги, чем облегчается оплавление этой кромки. Далее возбужФормула изобретения
1. Способ сварки плавлением разнородных металлов, при котором производят разделку кромок с углом скоса кромки одной детали неравным углу скоса другой детали, а сумма этих углов равна общему углу разделки кромок, а затем сваривают размещенным в разделке электродом, отличающийся тем, что, с целью повышения качества сварного соединения путем равномерного оплавления обеих кромок, рабочий торец электрода перемещают вдоль биссекторной плоскости общего угла разделки кромок, а углы скоса кромок каждой свариваемой детали определяют по следующим соотношениям
«лЙ;V oT,
где Л угол скоса кромок одной , J ,C.I I. ,il Vri ЛЧ
тали и ее коэффициент теплопроводности соответственно otj и Аг - угол скоса кромок другой детали и ее коэффициент теплодают дугу, и, перемещая электрод 3, сваривают состыкованные детали. В случае сварки больших толщин выполняют многопроходную сварку, при этом в начале процесса сварки электрод 3 устанавливают на биссектрисе 4 и выполняют сварку, а завершающие проходы выполняют с колебаниями электрода 2, симметричного биссектрисе 4. В результате сварочная дуга большую часть времени будет находиться над кромкой из металла с большей теплопроводностью, следовательно, больщая часть тепла будет введена в эту кромку. Пример. Выполняютсварку неповоротного разнородного стыка труб 90x8 мм из стали 22К и стали Х18Н10Т. Базовый угол разделки кромок принят по ГОСТ 16037-70 равным 60°. Коэффициент теплопроводности стали 22К равен 0,48 дж/см сек.град., а стали Х18Н10Т - 0,16 дж/см сек град, в результате угол скоса кромки из стали 22К выполняют равным 45° а кромки из стали Х18Н10Т-15°. Сварку первого и второго прохода производят без колебаний электрода, располагая его на биссектрисе общ.его угла разделки, что соответствует смещению электрода от вертикальной оси на кромку из стали, 22К на 1 мм при сварк€ первого прохода и на 2 мм при сварке второго прохода. Третий и четвертый проходы выполняют с колебаниями электрода. Описываемый способ сварки с несимметричной разделкой кромок обеспечивает смещение электрода на кромку из ,.металла с большей теплопроводностью, чем достигается равномерное оплавление кромок с различной теплопроводностью и улучшение формирования шва.
проводности соответственно, оСо - общий угол разделки кромок.
2. Способ по п. 1, отличающийся тем, что производят колебания электрода симметрично биссектрисе общего угла разделки.
Источники информации, принятые во внимание при экспертизе 1. Авт-орское свидетельство СССР № 484944, кл. В 23 К 9/00, 2. ГОСТ 16037-70 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| Способ изготовления соединений из разнородных металлов сваркой плавлением | 1984 |
|
SU1175639A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННО-ДУГОВОЙ СВАРКИ | 2011 |
|
RU2460618C1 |
| Способ сварки плавлением высокопрочных и разнородных сталей | 1976 |
|
SU659310A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1738541A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
