I
Изобретение относится к автоматике и вычислительной технике, в частности к устройствам для программного управления сверлильными станками, например для сверления печатных плат.
Известно устройство для программного управления станком, содержащее датчики и задатчики программы, подключенные через вычислительный и логический; блок к блоку управления l- Наиболее близким техническим решением к данному изобретению является устройство для программного управления станком, содержащее блок задания программы, первый выход которого подключен к первому входу счетчика циклов и ко входам первого и второго регистра приращений, выход - к первому входу блока выбора режима, первый вы ход которого соединен со входом блока задания программы, второй вход - с выходом счетчика циклов, а второй выходс первым входом арифметического блока, другие входы которого подключены, соответственно, к выходам первого и второго регистра приращений и блока задания положения, а первый выход арифметического блока подключен к второму входу счетчика циклов, первому входу блока управления сверлением, третьему входу блока выбора режима и к первым входам первого и второго блока управления позиционированием, первые выходы которых соединены с соответствующими входами первого и блока управления приводом, а вторые входы первого и второго блоков управления позиционированием подключенЬг к первому выходу блока управления сверлением, второй выход которого соединен с входом третьего блока управления приводом 12.
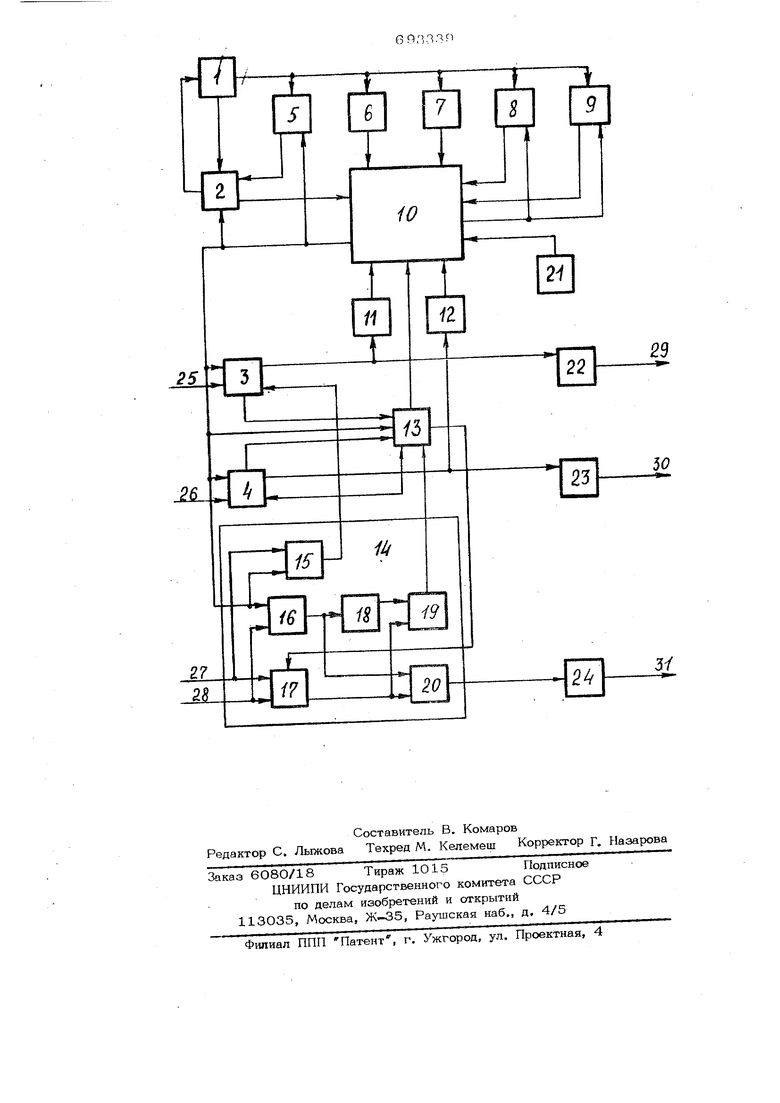
Известные устройства не могут работать при задании программь управления в абсолютных координатах и, кроме этого, в них цикл сверления осуществляется за Ъчет кинематики станка, что снижает быстродействие этих устройств. Целью изобретения является расширение функциональных воаможнслтей устройства, г Поставленная цель дсютигается тем, что в ycTJpoUcTBo введены блок торможениЯ| первый.и второй счетчики абсолютных координат и первый и второй регист ры заданнызс координат, первые выходы KtyfOf Kd соединены с вторым вьгходом ари4 летического блока, бходы с первым выходом блока задайня программы, выходы - с соответствующими входами арифметического ёдоШТ остальные входы которого подключены, соответственно к выходам первого и вт pbtx счетчике абсолютных координа и к первому выходу блока тормоясекйя, второй выход которого соединен с вторым входом блока управпёниа ёЁё лением, третий вход которого подключен к первому входу блока торможейия, другие входы которого соединены, сбответствен нб, с первым выходом блока управления сверлением, с первым выходом арифмети ческого блока и с втърымй выходами первого и второго блока управления по ё1Шв6Шроёай е1й, hepKbie вяхбДЫ Которы подключены к соответствующим входам счетчиков абсолютных координат. Для повышения быстродействия устро ства блок управлений сверлением содер- жит последовательно соединенные первы формирователь нмпуяьсов, делитель частоты и первый элемент ИЛИ, выход кот рогб подключен к третьему выходу блок а второй вход первого элемента ИЛИ со единен с выходом второго формврс)Ьате йя иШуяьсов в первым входом элемента ИЛИ, выход которого подключен к второму выходу блока, а второй вход второтчэ элемента ИЛИ соединен с выходом первого формирователя импульсов, первый вход кото|юго подключен к первому кходу второго фор1ютроват ёля импульсов, а вход - к первому входу блока и первому входу триггера, которого соединен с первым выходом блока, а второй вход триггера к вто|кялу входу второго формирователя импульсов, третий вход котбротго подклю чен к второму входу блока. На чертеже представлена блок-схема предлагаемого устройства. Устройст д;тяТ 1рограш2 гю 11рав лёййй стайком содержит блок задания программы 1, блок выбора режима 2, : блоки управпений поэнцисжированием 3 И 4, Счетчик циклов 5, регистры приращений 6 и 7, регистры заданных координат 8 и 9, арифметический блок 10, счетчики абсолютных координат 11 и 12, блок торможения 13, блок управления сверлением 14, триггер 15, формирователь импульсов 16 и 17, делитель частоты 18, элементы ИЛИ 19 и 20, блок задания положения 21, блоки управления приводом 22 24, входы устройства 25 - 28, выходы 29 - 31. Устройство работает от программы, в которой закодировано перемещение рабочего органа в точки, где необходимо произвести сверление. Цикл сверлений не программируется, а осуществляется авто матически по оксйчаиии позиционирования. Программа на перемещение рабочего станка может задаваться в приращениях и в абсолютных значениях, В обоих этих случаях на обработку каждого бтверстия имеется свой кадр в программе, содержащий признак задания программы в приращениях или в абсолютных значениях. Обработка группы отверстий, расположенных на одной прямой и на равном расстоянии друг от друга, программируется в одном кадре, содержащем соответствующий признак. После установки детали, которую необходимо обработать, в блоке задания положения 21 устанавливают величины :.; координат нулевой точки Детали относи тельно нулевой точки станка. Информация от блока задания программы 1 при работе в абсолютных координатах записывается так: в регистре заДёнщ 1Х координат 8 и 9 - величины координат, в блок выбора режима 2 признак, который ;задает порядок работы арифметйЧебКому бпоку 1О, который по координата,поступающим с счетчиков абсолютных координат 11 и 12 и с блока задания положеная 21 вычисляет величины рассогласоВаннй и их знаки. При наличии Величины рассогласования арйфмет1аческ6е устройство 10 B lpia- . батьтаёт сигнал запуска собтветствуйшего блока ; праЕяёнйй:позийионированием 3 и. 4, который вьграбатывает импульсы, йоётгупаЙЩйе в счетчики абсолютных координат 11 и 12, а через блоки управления приводом 22 к 23 осуществляет уНраёлёййё ДВзгХКоЬрДинатным приводом станка. ; - -;, На участке разгона импульсы возрас-. Тающей частоты поступают с выходов блоков управления позиционированием 3 и 4 в блок . торможения 13, записанная информация используется арифметическим блоком 10 как величина пути торможения. При достижений величин рассогласования заданной величины ариф метический блок 10 вырабатывает сигнал начала торможения iitp codTfietCrByioщей координате, по которому соответствующий блок управления поаиийсийрованиём 3 или 4 начинает сшяать«1йсто тоту вьфабатьюаемых импульсов, После отработк 1 величины рассогласования по обоим координатам арифметический блок 10 вЬфабатывает сигйальГ конца поЗицйойирования, по которым бло выбора режима 2 запрашивает нфый кадр liftbrpaMMH, и запускается формирователь импульсов 1.6. Одновреме ано триггер 15 устанавлй)заетс51 в состояние запрещающее работу блоков упраю1ёнй Я позиционированием 3 и 4 на время свер ления отверстий.;Г . Сигналы с формирователя импульсов 16 через элемент ИЛИ 20 поступают в блок управлений приводом 24, ti через выход 31 поступают на станок, обеспечиваа, тем самьш, перемещение шпинделя станка вниз на рабочей подаЧё. Одао временно Сигналы поступают и на делитель частоты 18 и через элементИЛИ 19 записываются в блок торйЬжёйей 13 При достижении шпинделем станки нижнего положейи я по входу 28 со Станка постуЛает сигнал от д:атчй а нижйёго положения шпинделя, который eaiicyckiaeT формирователь импульсов 17 и pCTaHaiB- ливает работу формирователя импульсов 16. .,-, .,-:; ;; Импульсы возрастающей частоты че- рез элемент ИЛИ 20 поступают на блок управления привсяом 24, который обеспечивает возврат шпинделя в исходное положение на быстром . Одновременно упомянутые импульсы через элемент ИЛИ 19 поступают на вьтчи анвв в блок ; торможения 13, который с опрёделенйого Элемента начинает Снижать частоту им- пульсов формирователя йЦПульСов 17. При поступлении пЬ входу 27 сигнала от датчика верхнего пойожёййй формиров атель ймпульСов 17 прекращает ра боту, а триггер 15 устанавливается в исходное состояние, разрешая отработку второго кадра программы. При задании гфогракшы в приращеййях их величина записьшается в регистры приращений 6 и 7, а знаки - в блок выбора режима 2. Арифметический блок 10 в данном режиме по значениям текущих координат и. величинам приращений, поступающих с регистров приращений 6 и 7, вычисляет величины заданных координат и их. знаки, кОтсфые запксыBiaiOTca в регистры: заданных координат 8 и 9, а вычисленный знак записЫваетсы в блок выбора 2, который переключает работу устройства с абсрлютнымй коордннатёмй ц перемещение . рабочего органа осуществляется так же, как и для случая задания программь в абсолютных зйаче Н иях. ; -,, При задании в одном кадре об работки группы отёерСтйй число отверстий записывается в, счетЧйк циклов 5, а величины приращений и их ;анакй - Соотвётст-г . венйо в регистры приращёййй 6 и 7 и в блок выбрра режима 2, после чего арифметический блок 10 работает, как и в 11редыдущем случае. ПосЛе рк;рйЧ(ния сверлёййя кaяcдй o РТёёрстия из счетчака )аиапов 5 вычитается единица. После обработки прслйдве о отверстия нулевым сост ишнем счетчв а ЦИКЛОВ 5 разрешается выработка блоком выбора режима 2 сигйала запроса следующего . кадра програьшы. Ф о р м у л а и 3 об р ё т е н и я 1. Уст :к Йство для фЬ р/змШрго УП- равпенйя стаййбК ; сВйерскайёе блок задания программ, первый вьгход SOTOрого псйкпючёй к пег)ВРму счёт- ; чика йявйЪв и б йхсйШ перврг второтх регистра 1 ира1ценйй, выходк первому акоду блока выбора режима, первый вьрсой которого соединен с входом блока задаййя nporpaiv№ bi, втфой вход - с выходом счетчика Циклов, а второй выхрд - с пёрйьш вхрдом арифметйческого блсжа,: другие васоды которого подключены СоозрветСтвенно к выходам первого и etdjpbfdi регистра приращений и блока задания полсжения, а Первый выход арифмётичёскогр блока п6дк)1ючен к второму входу счетчика циклов, первомувходу: блока управления свёрпейкем, третьему входу блока выбора режйма: к к первымвходам перврго и второго блока управления позн- циойировайием, первые выХРДЫ. которых соединены t; соответствующими вхЬдами перв.рго и второгб блока упра1вленЕя приВодсм, Ь вторые Входы первого и 7 второго бльков, управления позиционированием подключены к первому выходу блока угфавления сверлением, второй выхой jKdtpporo соединен с входом третьего блока угфавления приводом, о т личающееся тем, что, с целью расширения функциональных возможностей устройства,; сйно содержит блок торможения, первый и второй счетчики абсолютных координат и первый и второй регистры заданных координат, первые Которых соединены с вторым выходом арифметического бло ка, вторые входы - с первым выходом блока задания программы, а выходы с соответствующими входами арифметичёског о блока, остальные входы которого подключены, соответственно, к выходам первого и второго счетчиксв аб- ссйютных координат и к первому выходу блока торможения, втсрой выход которого соединен с вторым входом блока управления сверлением, третий выход которого подключён к первому входу блока торможения, другие входы которо го соединены, соответственно, с первым выходом блока управления сверлением, с первым выходом арифметического бло ка и с вторыми выходами первого и вт рого блока управления1/позиционирование первые выходы которых подключены к соответствующим входам счетчиков аб. солютных координат. 98 2. Устройство по п. 1, о т л и чающееся тем, что, с целью повьпнения быстродействия устройства, блок управления сверлением содержит последовательно соединенные первый формирователь импульсов, делитель частоты и первый элемент ИЛИ, выход которого подключен к третье.му выходу блока, а второй вход первого элемента ИЛИ соединен с выходом второго формирователя импульсов и первым входом . второго элемента ИЛИ, выход которого подключен к второму выходу блока, а второй вход второго элемента ИЛИ соедийен с выходом первого формирователя импульсов, первый вход которого подключен к. первому входу второго фйрмирова- теля импульсов, а второй .вход - к перво му входу блока и. первому входу тригге-ь ра, выход которого соединен с первым выходом блока, а второй вход триггера - к второму входу второго формирователя импульсов, третий вход которого подключен к второму входу блока. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 543921, кл. G О5 В 19/18, 30.06.76, 2.Авторское свидетельство СССР № 515О87, кл. G О5 В19/18, 25.О1.71 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Цифровое устройство для управления станком | 1984 |
|
SU1223210A1 |
| Устройство для позиционного программного управления | 1982 |
|
SU1068895A1 |
| Система для программного управления | 1985 |
|
SU1325410A1 |
| Система для программного управления | 1986 |
|
SU1324011A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СБОРОЧНЫМ УСТРОЙСТВОМ | 1991 |
|
RU2029335C1 |
| Устройство для программного управления | 1986 |
|
SU1317399A1 |
| Устройство для программного управления | 1985 |
|
SU1280571A1 |
| Устройство для управления процессом намотки | 1986 |
|
SU1390618A1 |
| Система для программного управления | 1986 |
|
SU1327063A1 |
| Система для программного управления | 1985 |
|
SU1325409A1 |