Предметом изобретения является конвейерная установка, предназначенная для подачи деталей к нескольким расположенным вдоль нее бункерам, в которой конвейер выполнен в виде качающегося жолоба, снабженного отверстиями для выхода деталей.
С целью регулирования подачи изделий в бункеры в зависимости от их расхода в установке предусматривается соединение каждого отверстия жолоба с гравитационной трубой, устье которой расположено непосредственно над деталями, лежащими в бункере под углом естественного откоса и создающими обратный подпор потоку деталей, заполняющих трубу и попадающих в бункер при уменьшении подпора по мере расходования деталей. Внутри жолоб снабжен поперечными вертикальными перегородками, не доходящими до дна жолоба и предназначенными для регулирования движения деталей по жолобу и предохранения их от выпадания из жолоба путем создания подпора под перегородками.
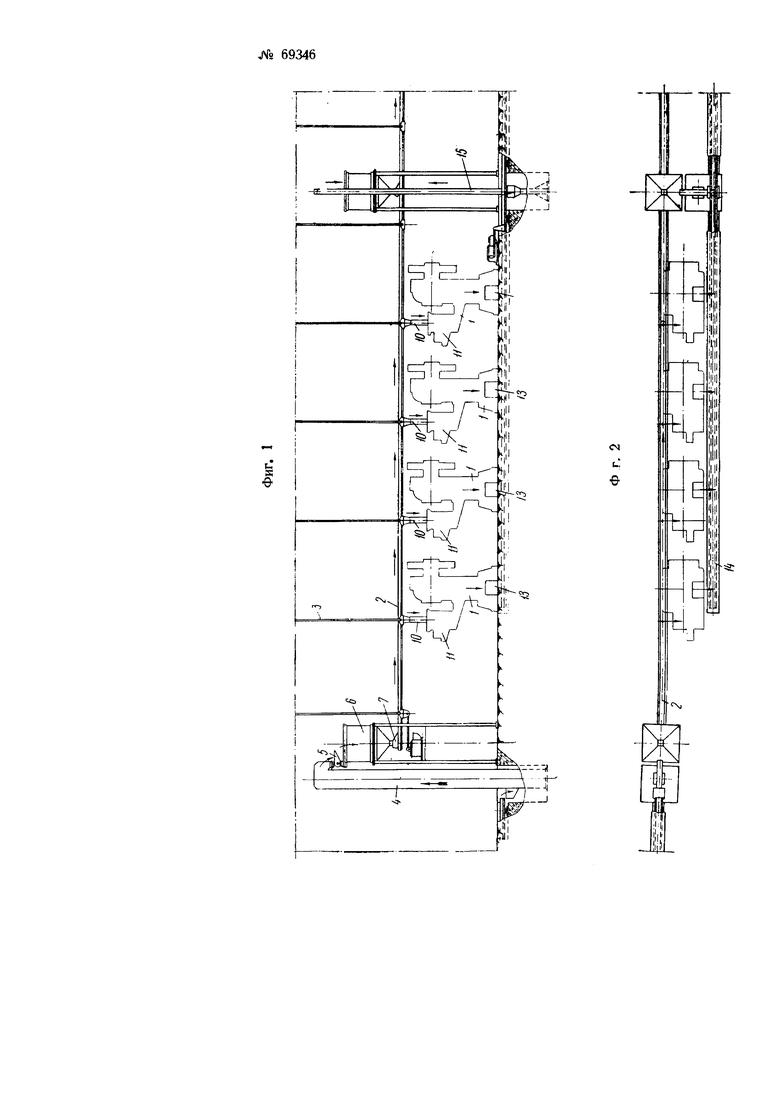
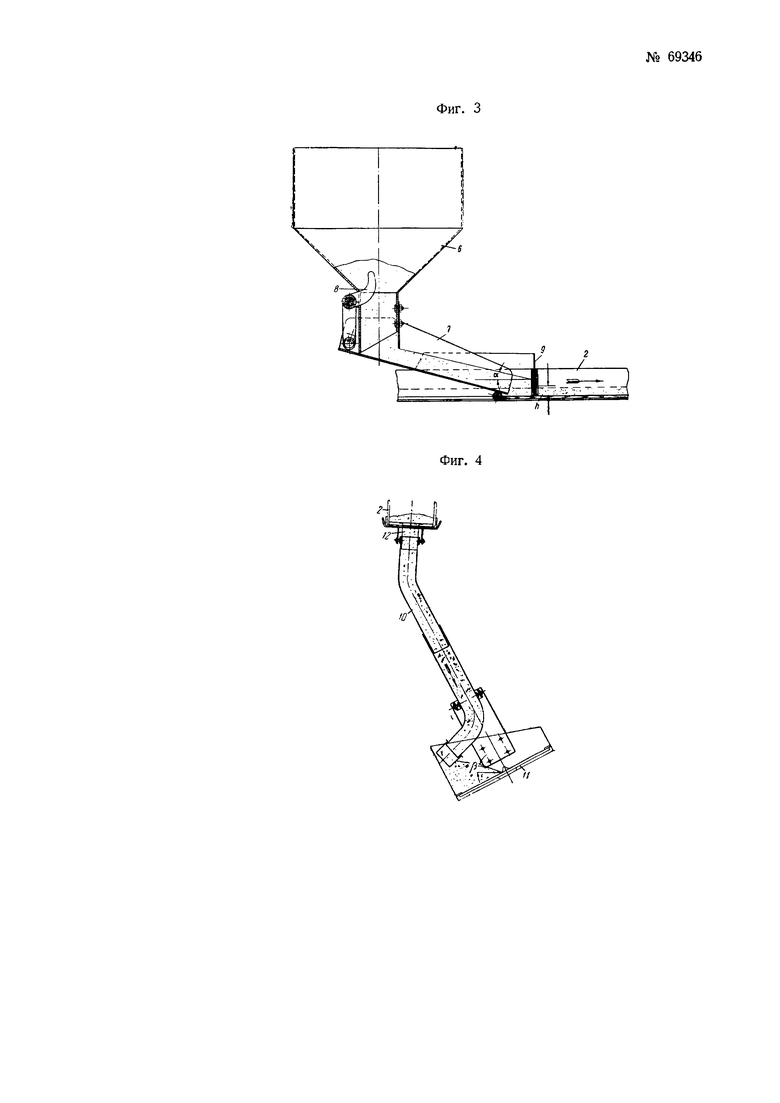
На фиг. 1 схематически изображен общий вид конвейерной установки, на фиг. 2 - вид на установку в плане, на фиг. 3 - общий вид загрузочного лотка и на фиг. 4 - общий вид гравитационной трубы.
Вдоль линии обслуживаемых станков 1 на опорах 3 установлен инерционный конвейер, имеющий поступательно-возвратное движение в горизонтальной плоскости, выполненный в виде открытого жолоба 2.
Детали с предыдущей операции попадают на элеватор 4, который подает их на чашку автоматических весов 5, отмеривающих определенные порции деталей и передающих их в бункер 6, расположенный над жолобом 2. Из бункера 6 детали поступают в лотковый питатель (фиг. 3). Питатель представляет собой наклонный лоток 7, связанный с одной стороны шарнирно с жолобом 2, а с другой стороны - с бункером 6. На лотке 7 монтирован рычаг 8, который при движениях лотка 7 разрушает у выхода из бункера 6 пробку, образующуюся из деталей.
При движении конвейера лоток 7 получает относительно бункера по горизонтали и вертикали некоторое перемещение, благодаря которому детали по лотку соскальзывают в жолоб 2 конвейера. При этом количество подаваемых деталей зависит от величины подпора, оказываемого им по выходе с лотка 7 ранее попавшими в жолоб 2 деталями и имеющих возможность при избытке упираться в поперечную перегородку 9. Перегородка 9 установлена на некотором расстоянии h над дном жолоба 2, достаточным для прохода под ней деталей при их нормальной подаче. Перегородка 9 обеспечивает нахождение деталей на лотке 7 питателя и участке жолоба 2 вблизи питателя под определенным углом α, равным углу естественного откоса транспортируемого материала для данных динамических условий.
Детали, пройдя под перегородкой 9, двигаются под действием сил инерции по жолобу 2 конвейера.
Жолоб 2 в днище имеет по числу станков отверстия круглой или прямоугольной формы, соединенные трубопроводами 10 (фиг. 4) с бункерами 11 автоматов питания станков 7 или ящиками при ручном питании. Трубы 10 связаны шарнирно с жолобом 2 конвейера и бункерами 11 автоматов питания станков 1.
Внутреннее пространство жолоба 2 через отверстия сообщается с трубами 10 через гибкие эластичные манжеты 12, свободно входящие одним концом в трубы 10.
Детали, двигаясь по жолобу 2, встречают на своем пути отверстия и под действием силы тяжести, падая в них, заполняют трубы 10, из которых попадают в бункера 11 автоматов питания станков 1. Количество одновременно находящихся деталей в бункере 11 регулируется подъемом или опусканием телескопически устроенного конца трубы 10.
Течение деталей по трубе 10 происходит за счет устремления их сохранить постоянный объем по выходе из нее при присущем для них угле β естественного откоса, который по мере работы станка непрерывно нарушается и восстанавливается деталями, поступающими из трубы 10. Бесперебойному прохождению деталей по трубе 10 способствует непрерывное встряхивание труб при работе конвейера.
После станков детали попадают в накопители, представляющие собой небольшие бункера 13, вращающиеся вокруг своей оси.
Годная продукция путем поднятия шибера поступает в лоток, связывающий накопитель 13 со сборочным конвейером 14. Забракованная продукция высыпается из накопителя 13 в стоящий рядом ящик. Сборочный конвейер 14 представляет собой, как и раздаточный, инерционный жолоб.
Детали, попавшие в жолоб сборочного конвейера 14, под влиянием сил инерции двигаются по нему до отверстия в днище, устроенного над приемной воронкой элеватора 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки предохранителей | 1975 |
|
SU564664A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
| Устройство для ориентированной подачи деталей | 1987 |
|
SU1530410A1 |
| Подвижная погрузочная машина для сыпучих материалов | 1939 |
|
SU55855A1 |
| Станок для сборки комбинированного шипа противоскольжения | 2023 |
|
RU2821136C1 |
| Питатель | 1981 |
|
SU996042A2 |
| Линия термообработки деталей | 1982 |
|
SU1073303A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СЕЛЕКТИВНОГО РАЗДЕЛЕНИЯ ТЯЖЕЛЫХ МИНЕРАЛОВ | 1996 |
|
RU2123386C1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ АВТОМОБИЛЬНОГО КОМБИНИРОВАННОГО ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 2019 |
|
RU2725254C1 |
1. Конвейерная установка для подачи деталей к нескольким расположенным вдоль нее бункерам, заключающая в себе конвейер в виде качающегося жолоба с разгрузочными отверстиями, отличающаяся тем, что, с целью регулирования подачи изделий в бункеры в зависимости от их расхода, каждое выпускное отверстие снабжено гравитационной трубой, устье которой расположено непосредственно над кучей деталей, лежащих в бункере под углом естественного откоса и создающих обратный подпор потоку деталей, заполняющих трубу и попадающих в бункер при уменьшении подпора по мере расходования деталей из кучи.
2. Установка по п. 1, отличающаяся тем, что, с целью регулирования производительности конвейера, его жолоб снабжен поперечными вертикальными перегородками, не доходящими до дна жолоба и имеющими назначение регулировать движение деталей путем создания за перегородками подпоров.
3. Установка по п. 2, отличающаяся тем, что перегородка позади расположенного над конвейером питающего бункера выполнена подъемно-опускной, с целью регулирования подачи деталей из бункера в жолоб, а устье бункера расположено над кучей, образуемой высыпающимися из бункера деталями, создающими обратный подпор.
