(54) УСТРОЙСТВО ДЛЯ ПОЛУАВТОМАТИЧЕСКОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
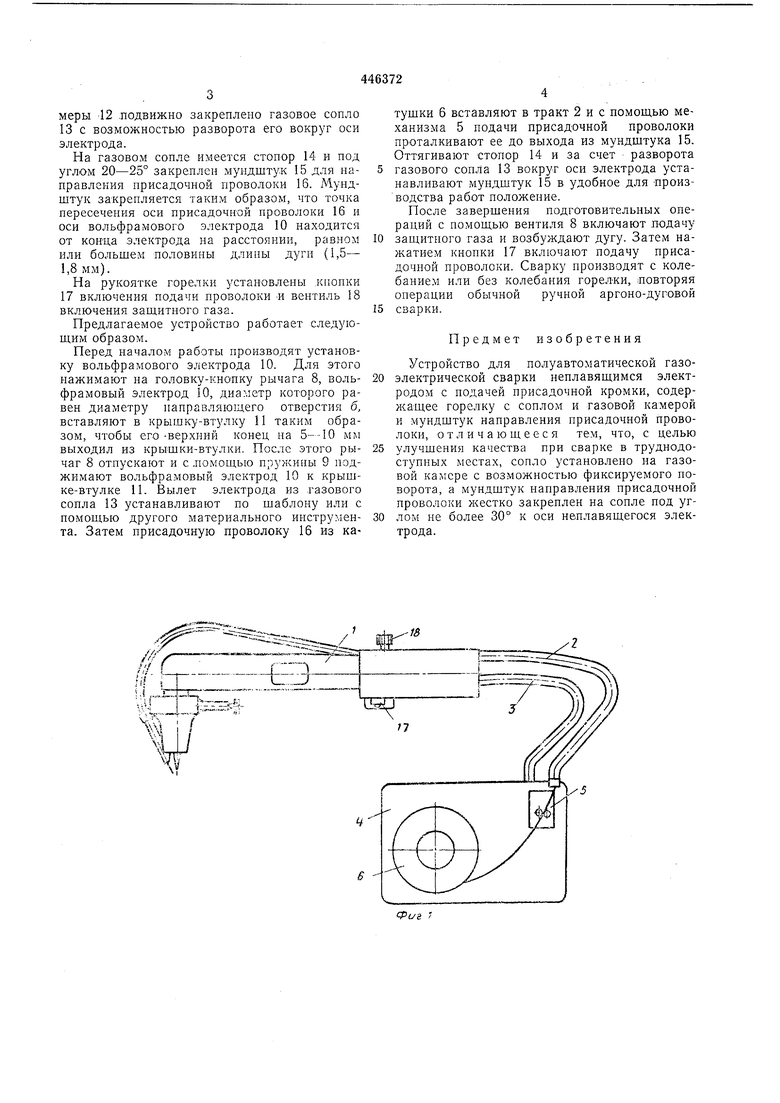
меры 12 .подвижно закреплено газовое сопло 13 с возможностью разворота его вокруг оси электрода.
На газовом сопле имеется стопор 14 и под углом 20-25° закреплен мундштук 15 для направления присадочной проволоки 16. Мундштук закрепляется такнм образом, что точка пересечения оси присадочной проволоки 16 и оси вольфрамового электрода 10 находится от конца электрода на расстоянии, равном или большем половины длины дуги (1,5- 1,8 мм).
На рукоятке горелки установлены .кнопки 17 включения подачи проволоки И вентиль 18 включения защитного газа.
Предлагаемое устройство работает следуюшим образом.
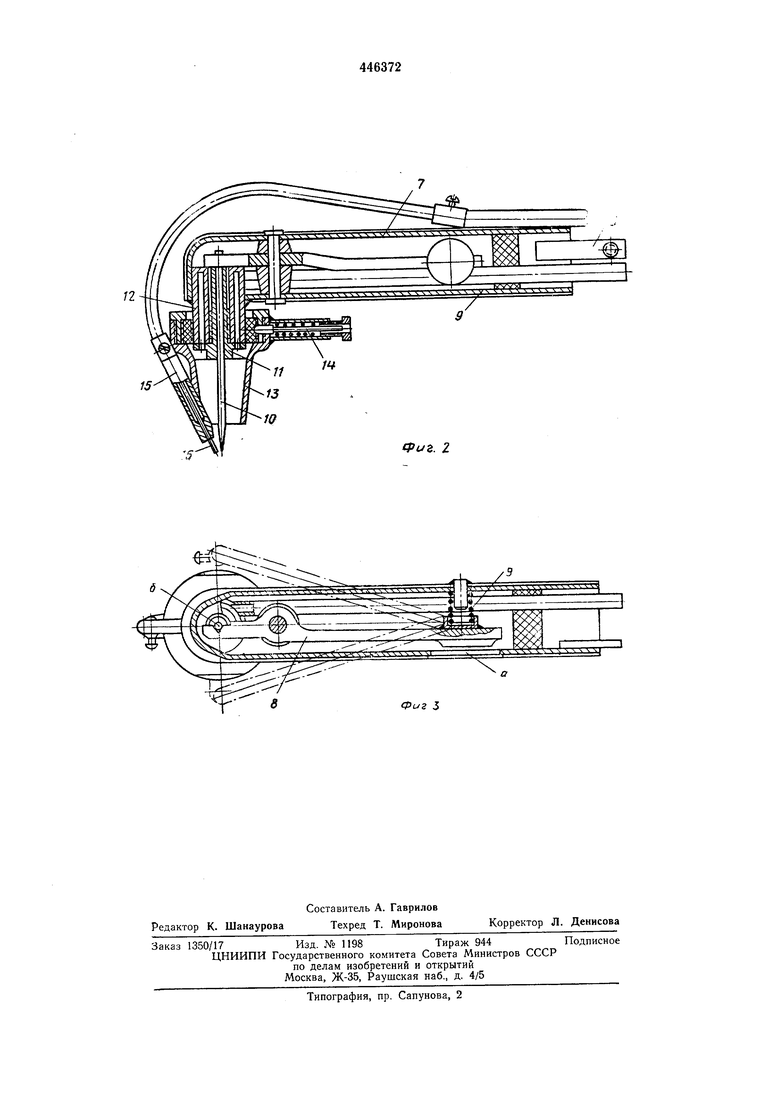
Перед началом работы производят установку вольфрамового электрода 10. Для этого нажимают на головку-кнолку рычага 8, вольфрамовый электрод 10, диаметр которого равен диаметру направляющего отверстия 6, вставляют в крышку-втулку 11 таким образом, чтобы его -верхний конец на 5--10 мм выходил из крышки-втулки. После этого рычаг 8 отпускают и с .помоп,ью пружины 9 поджимают вольфрамовый электрод 10 к крышке-втулке 11. Вылет электрода из газового сопла 13 устанавливают по шаблону или с помошью другого материального инструмента. Затем присадочную проволоку 16 из катушки 6 вставляют в тракт 2 и с помош,ью механизма 5 подачи присадочной проволоки проталкивают ее до выхода из мундштука 15. Оттягивают столор 14 и за счет разворота газового сонла 13 вокруг оси электрода устанавливают мундштук 15 в удобное для производства работ положение.
После завершения подготовительных операций с помощью вентиля 8 включают лодачу защитного газа и возбуждают дугу. Затем нажатием кнонки 17 включают подачу присадочной проволоки. Сварку производят с колебанием или без колебания горелки, повторяя операции обычной ручной аргоно-дуговой сварки.
Предмет изобретения
Устройство для полуавтоматической газоэлектрической сварки неплавяшимся электродом с подачей присадочной кромки, содержащее горелку с соплом и газовой камерой и мундштук направления присадочной проволоки, отличающееся тем, что, с целью улучшения качества при сварке в труднодоступных местах, сопло установлено на газовой камере с возможностью фиксируемого поворота, а мундштук направления присадочной проволоки жестко закреплен на сопле под углом не более 30° к оси неплавяшегося электрода.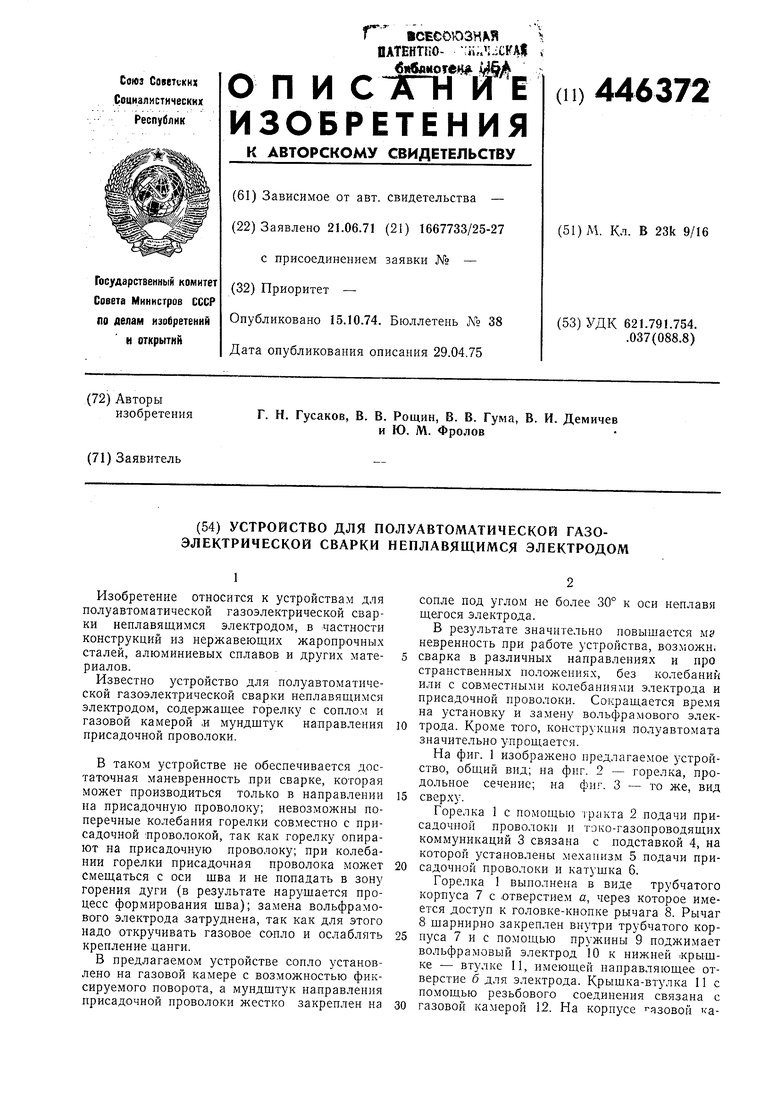
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полуавтоматической сварки неплавящимся электродом с подачей присадочной проволоки | 1978 |
|
SU743808A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для дуговой сварки | 1978 |
|
SU776816A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
cpuz.
Фиг 3 2
