I
Изобретение относится к области машиностроения и может быть использовано преимущественно в подшипниковой промышленности.
Известен полуавтомат для набивки цилиндрических роликов в корпусную деталь, содержащий смонтированные на основании механизм ориентации и подачи но лотку игольчатых роликов, механизм образования и подачи кольца из игольчатых роликов, выполненный в виде враща- ющегося сепаратора с продольными канавками, образующего с корпусом кольцевой зазор для роликов, сообщаюп1,ийся с лотком, и соосно расположенного с сепаратором подавателя для кольца роликов, механизм ориентации и подачи с толкателем для корпусной детали 1.
Однако известный полуавтомат не обеспечивает сборки опор качения типа сателлит и имеет низкую производительность.
Целью изобретения является обеспечение сборки опор качения типа сателлит и повышение производительности.
Поставленная цель достигается засчет того, что механизм ориентации и подачи корпусной детали выполнен в виде смонтированных на, основании поворотного трехпозиционного барабана с гнездами для установки сателлитов и ступенчатой призмы.
а толкатель выполнен нрофильным и расноложен внутри призмы. Механизм ориентации и подачи игольчатых роликов снабжен выполненнымв корпусе механизма дополнительным лотком, соединяющимся с указанным, а также плоскими пружинами, соответственно расположенными в калсдом из лотков. Подаватель механизма образования и подачи кольца из роликов выполнен
в виде полой штанги.
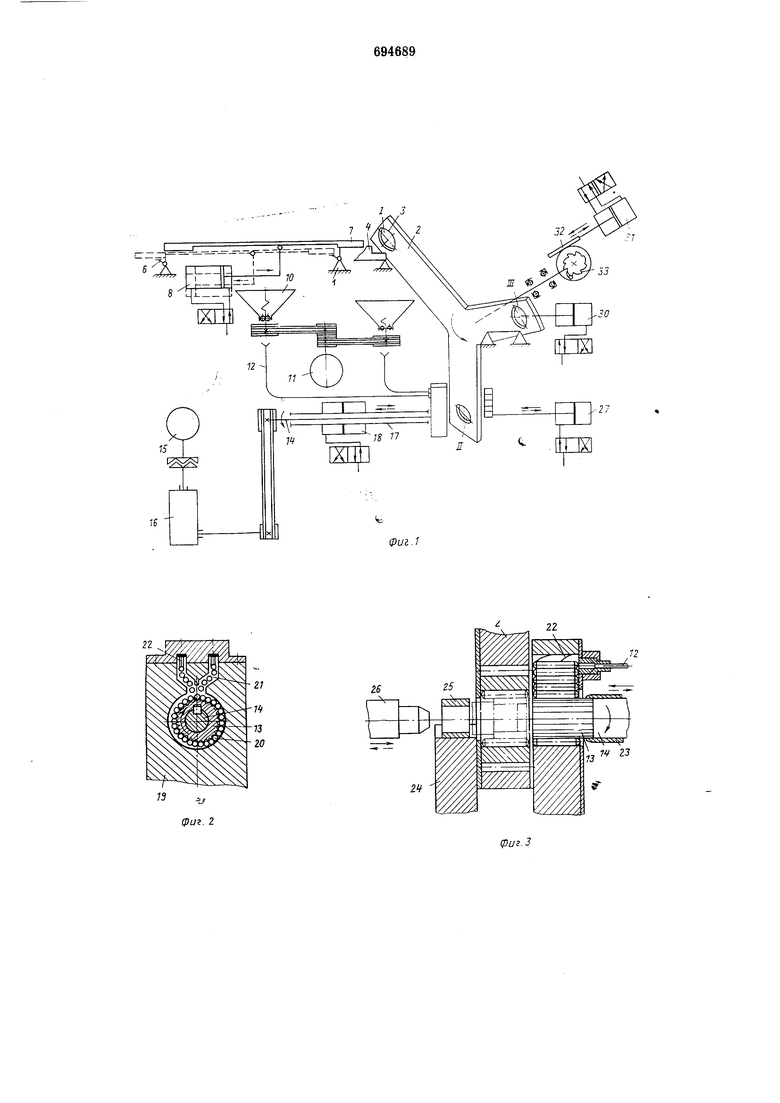
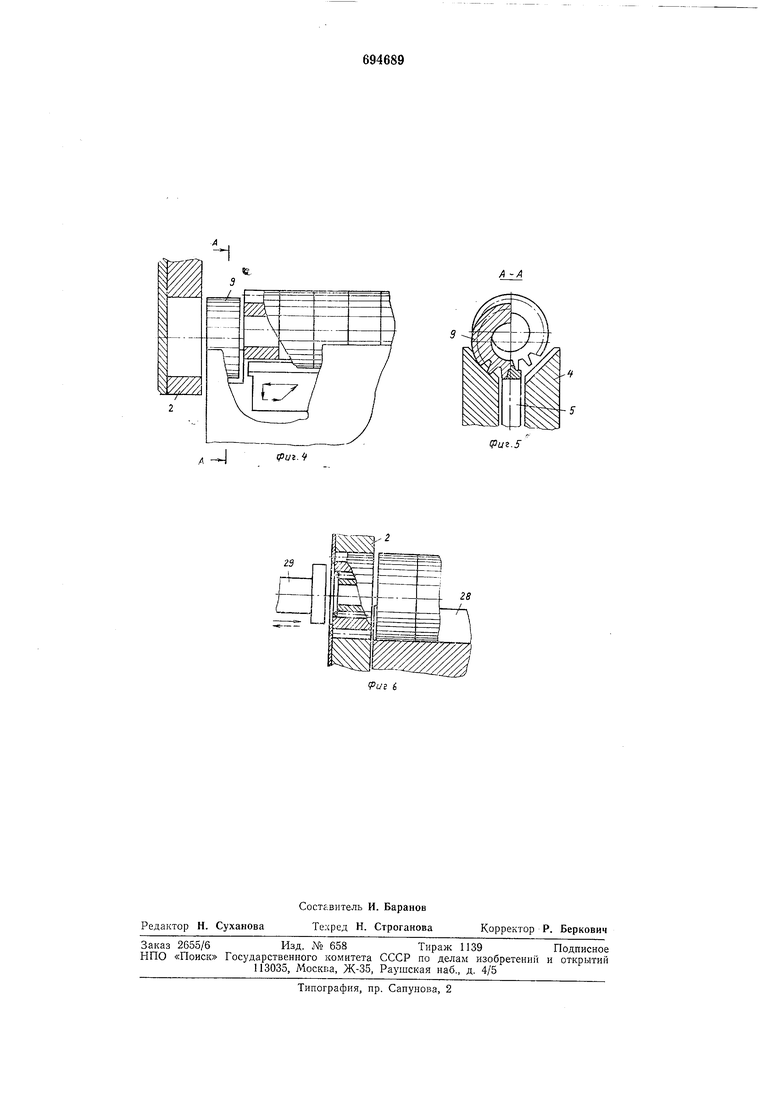
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2 - образование кольца роликов; на фиг. 3- расположение технологической втулки, сателлита и кольца роликов перед сборкой; на фиг. 4 - расположение сателлитов перед загрузкой; на фиг. 5 - разрез А-А на фиг. 4; на фиг. 6 - расположение собранного комплекта.
На основании 1 смонтированы поворотный трехпозиционный барабан 2 с гнездами 3 для устатювкн сателлитов и стунеичатая призма 4 с расноложенным внутри нее проф11льньш толкателем 5, представляющими собой механизм ориентации и подачи корпусной детали. На основании 1 с помощью кулачков 6 установлен толкатель 7, связанный со штоком пневмоцнлиндра 8 и служащий для нодачи сателлитов 9 в гнездо 3.
Механизм ориентации и нодачи но лотку игольчатых роликов нредставляет собой смонтированные на основании 1 бункеры 10 с нриводом 11 и трубками 12 для подачи роликов.
Механизм образования и иодачп кольца из игольчатых роликов состоит из установленного на основании 1 вращающегося сепаратора 13 с продольными канавками, жестко закрепленного на валу 14, приводом которого служит двигатель 15 с редуктором 16, и проходящего внутри полого штока 17 пневмоцилиндра 18.
Вращающийся сепаратор 13 с корпусом 19 механизма образует кольцевой зазор для образующих кольцо роликов 20, сообщающийся с лотками 21, в которых расположены плоские пружины22. Соосно с сепаратором расположен подаватель 23 в виде полой штанги для выталкивания кольца роликов, жестко закрепленный на полом штоке 17 пневмоцилипдра 18. На основании 1 установлена призма 24 для ориентации технологической втулки 25 и выдачи ее в гнездо 3 с помощью оправки 26 пневмоцилиндра 27. На станине 1 смонтированы призмы 28 для выгрузки собранного комнлекта с помощью штока 29 ппевмоцилиндра 30 и привод новоротного трехпозиционного барабана 2, состоящий из пневмоцилиндра 31, рейки 32 и храпового механизма 33.
Автомат работает следующим образом.
На позиции I сателлит 9 ориентируется профильным толкателем 5 на ступенчатой призме 4 и подается толкателем 7 в гнездо 3 поворотного трехпозиционного барабана 2. Последний поворачивается и на позиции II из бункеров 10 по трубкам 12 поступают через сообщающиеся лотки 21 иа вращающийся сепаратор 13 с продольными канавками ролики, образуя кольцо из роликов 20. После этого подаватель 23 выдает кольцо роликов 20 в гнездо 3 поворотного трехпозициоиного барабана 2, в котором предварительно устанавливают сателлит 9 (на позиции I) и технологическую втулку 25, которая, в свою очередь, выдается с призмы 24 оправкой 26 пневмоцилиндра 27. На позиции П1 шток 29 выгружает на призму 28 собранный комплект.
После завершения указанных операций поворотный трехпозиционный барабан поворачивается на 120°, и цикл повторяется.
Формула изобретения
1.Автомат для сборки опор качения, содержащий смонтированные на основании механизм ориентации и подачи по лотку игольчатых роликов, механизм образования
и подачи кольца из игольчатых роликов, выполненный в виде вращающегося сепаратора с продольными капавками, образующего с корпусом кольцевой зазор для роликов, сообщающийся с лотком, и соосно расположенпого с сепаратором подавателя для кольца роликов, механизм ориентации и по-, дачи с толкателем для корпусной детали, отличающийся тем, что, с целью обеспечения сборки опор качения типа сателлит
и повышеиия ироизводительности, механизм ориентации и подачи корпусной детали выполнен в виде смонтированных на основании поворотного трехпозициопного барабана с гнездами для установки сателлитов и
ступенчатой призмы, а толкатель выполнен нрофильиым и расположен внутри призмы.
2.Автомат по п. 1, отличающийся тем, что механизм ориентации и подачи игольчатых роликов снабжен выполненным
в корпусе механизма дополнительным лотком, соединяющимся с указанным, а также плоскими пружинами, соответственно расположенными в каждом из лотков.
3.Автомат по п. 1, отличающийся тем, что подаватель механизма образования
и подачи кольца из роликов выполиен в виде полой штанги.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N° 215117, кл. F 16С 43/06, 1968. ,-27

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки роликовых подшипников | 1980 |
|
SU934066A1 |
| Способ сборки радиальных шариковых подшипников с углом заполнения шарами более 180 @ и устройство для его осуществления | 1978 |
|
SU1135933A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Рабочая головка к автомату для сборки подшипников качения | 1989 |
|
SU1677394A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Устройство для сборки игольчатых подшипников | 1979 |
|
SU865592A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| МАГАЗИН БОЕПРИПАСОВ | 2020 |
|
RU2754234C1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
ffut.f
А-А
Риг.5
28
