1
Изобретение относится к области обработки металлов давлением, а именно к устройствам для накатывания шлицев малогр модуля на валах из высокопрочных сталей.
Известна головка для накатывания зубчатых колес, и.меющая цилиндрические корпуса с накатника.ми, установленные в радиальных направляющих корпуса 1.
Наиболее близки.м решением из известных является головка для накатывания зубчатых профилей на токарном станке, содержашая три установленные в корпусе равномерно по окружности каретки с неприводными накатниками, имеюшими заборный конус 2.
К недостаткам этих устройств относятся низкая точность и качество накатываемых профилей, что связано с недостаточным коэффициентом перекрытия между накатниками и заготовкой.
Целью настояш.его изобретения является повышение точности и качества накатываемых профилей за счет снижения усилий.
Указанная цель достигается тем, что оси накатников расположены под углом 2-5° к оси головки, при этом зубья заборного конуса 11ак;1Т1П1Ков i5i)iiio,iiieHi)i cpe.iaiiiiijiMn iio веришнам под тем же угло.ч к и.юскости. касающейся вершин oyfibCH 1ча.1ибрукмнего участка.
Такое poiiieiiiie головки д,1я накатывания нлицевы.х ii3;;e. 11ОЗИ(),1яет снизить XCII.IHH накатывания за счет более paiiiioMcpiioii .теформации зубьев 1н.ищев и тем самым повысить их точность и качество.
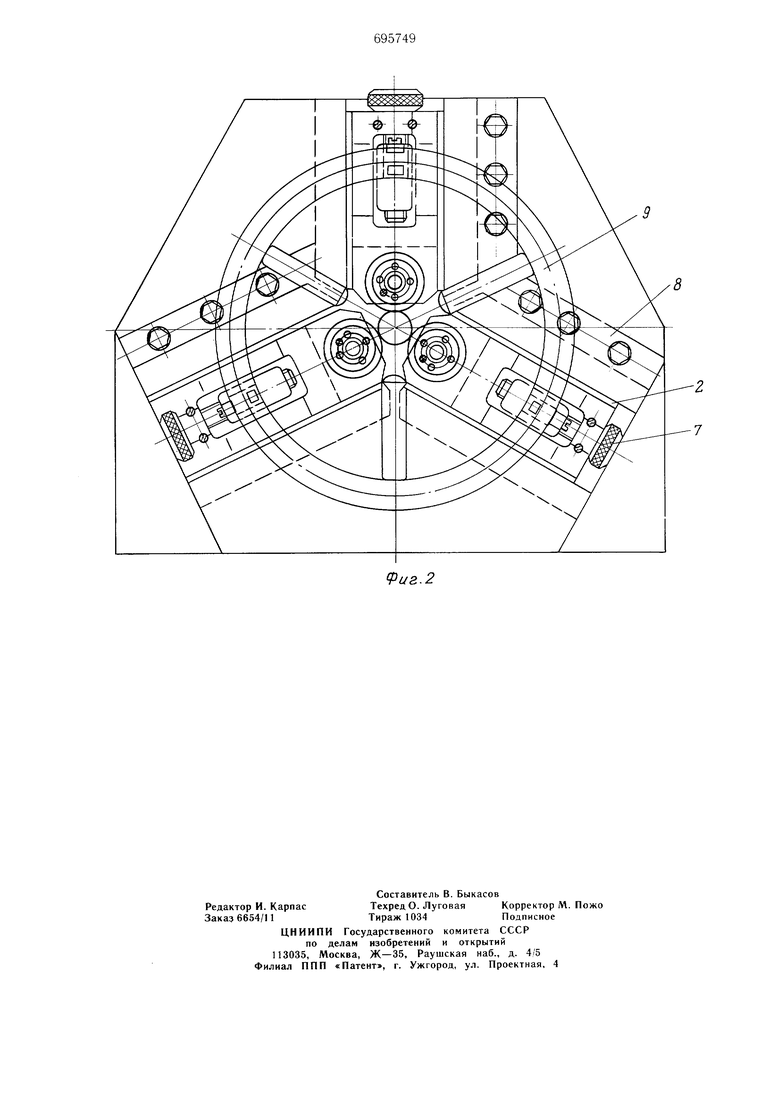
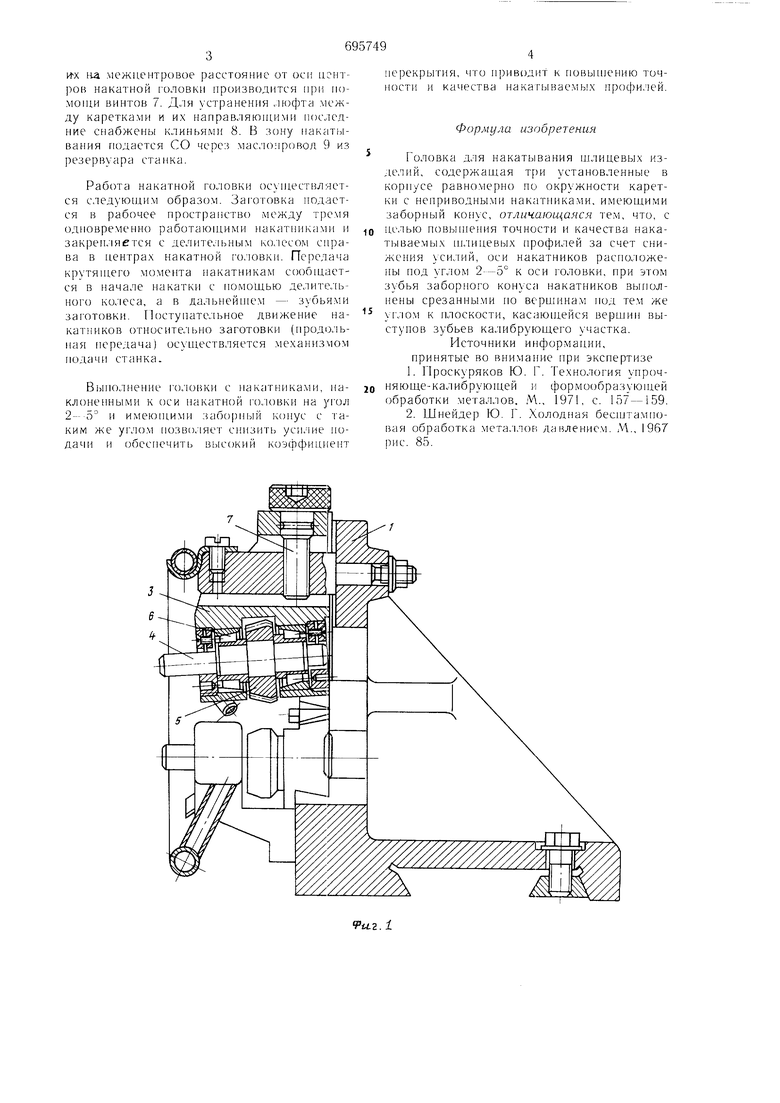
На фиг. 1 изображена П(.10/) Ioловка в продольном сечсипи; на - - го.повка, вид сверху.
Накатная головка содерл ит корпус I. выполненный в внде литого жесткого Io.ibника, на передней плоскости которого имеются три направляюни1е 2 в виде ласточкиного хвоста, расположенные нод чч/юм 120 одна к другой. По нанравляюшим iiepc.McmaioTCH три каретк 3. В каретке накатной головки под углом оС 2-5° к оси накатной 14),1овки на осях 4 монтируются накатники 5, которые враи1аются с иомои1ью роликонодшииников 6 высокой точности.
Угол заборного конуса на накатниках выполнен равным углу наклона осей. Пере.менхение кареток с накати1п ами и настройка
ttx tu межнентровое расстояние от оси цент ров накатной головки нроизводится при иомощи винтов 7. Для устранения люфта между каретками и их направляюни-ьми последние снабжены клиньями 8. В зону накатывания нодается СО через маслопровод 9 из резервуара станка.
Работа накатной головки оеун1еетвляется следующим образом. Заготовка подается в рабочее нространство между тремя одновременно работающими накатниками и закрепляется с делительным ко,1есом снрава в центрах накатной головки. Передача крутян1его момента накатникам сообщается в начале накатки с помощью делительного колеса, а в дальнейшем - зубьями заготовки. Поступательное движение накатников относительно заготовки (продольная передача) осуществляется механизмом подачи станка.
Вынолпение i-оловки с накатниками, наклоненными к оси накатной головки на угол 2---5° и имеющими заборпый конус с таким же угло.м 1озво,1яет снизить усилие нодачп и обеспечить высокий коэффициент
перекрытия, что приводит к повьпиению точности и качества накагывае.мых профи.тей.
Формула изобретения
Головка для накатывания шлицевых изделий, содержащая три установленные в корпуее равномерно но окружности каретки с ненриводными накатниками, имеющими заборный конус, отличающаяся тем, что, с целью повышения точности и качества накатываемых щлицевых профилей за счет енижения усилий, оси накатников расположены под углом 2---5° к оси головки, при этом зубья заборного конуса накатников выполнены срезанными но верщинам нод тем же углом к плоскости, касаюнхейся верщин выступов зубьев калибрующего участка.
Источники информации, принятые во внимание при экспертизе
1.Проскуряков Ю. Г. Технология унрочняюще-калибруюн;ей и формообразующей обработки металлов. Д ., 1971, с. 157-159.
2.Шнейдер Ю. Г. Холодная бесн:тамповая обработка металлов давлением. М., 1967 рис. 85.
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для накатывания зубчатых профилей | 1988 |
|
SU1516208A1 |
| Способ накатывания зубчатых профилей | 1989 |
|
SU1706770A1 |
| Способ накатки зубчатых колес | 1981 |
|
SU963656A1 |
| Способ получения зубчатых профилей | 1989 |
|
SU1639857A1 |
| Устройство для накатки зубчатых колес | 1983 |
|
SU1174140A1 |
| Инструмент для подачи металла под накатку зубчатых профилей | 1978 |
|
SU854531A1 |
| СПОСОБ ИМПУЛЬСНОГО НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2002 |
|
RU2216424C1 |
| Способ накатывания зубчатых, шлицевых и подобных профилей | 1988 |
|
SU1771856A1 |
| Накатник для зубчатых колес | 1990 |
|
SU1801697A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |