1
Изобретение относится к области во лочильного производства и может быть использовано при волочении в режиме гидродинамического трения.
Известно устройство для волочения проволоки, включающее в себя последовательно установленные в корпусе с возможностью вращения вокруг оси волочения напорную втулку с изогнутой относительно оси волочения осью и волоку i
Создаваемое напорной втулкой давление смазки в известном устройстве недостаточно по величине для создания гидродинамического трения при волочении проволоки. Это обусловлено возвратным движением (отгоном), смазки в зазоре между проволокой и напорной втулкой. В результате в очаге деформации имеют место значительные силы трения, которые повышают напряжение волочения и уменьшают степень деформации проволоки в волоке. Вращение напорной втулк в известных устройствах для волочения лишь уменьшает, но не устраняет указанный недостаток. Кроме того, величина противонатяжения, создаваемого напорной втулкой, значительна. Величина передаваемого обрабатываемой проволоке противо- натяжения возрастает, при прочих равных условиях, с увеличением стрелы изгиба оси напорной втулки относительно оси ее вращения и числа знакопеременных изгибов оси втулки. Эти же факторы определяют в известном устройстве и величину передаваемого проволоке крутящего момента, используемого для силовой разгрузки очага деформации.
Целью изобретения является повыше5ние производительности процесса волочения путем снижения напряжения волочения.
Это достигается тем, что ось напорной втулки изогнута по винтовой линии.
0
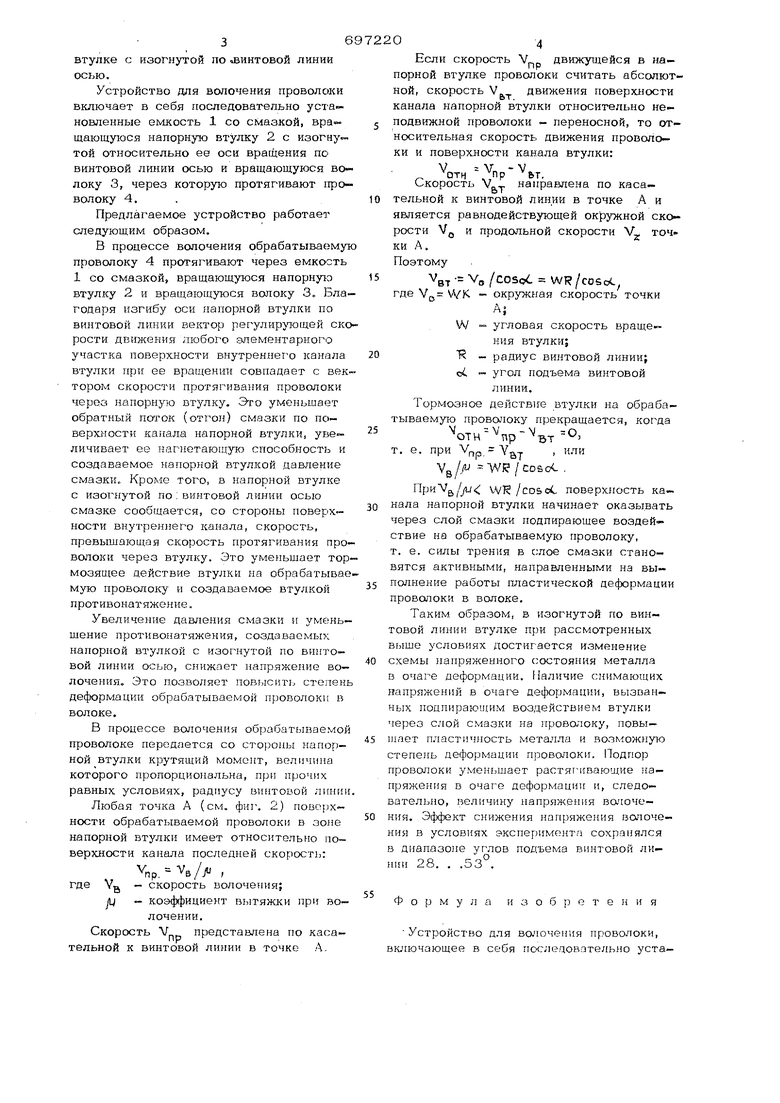
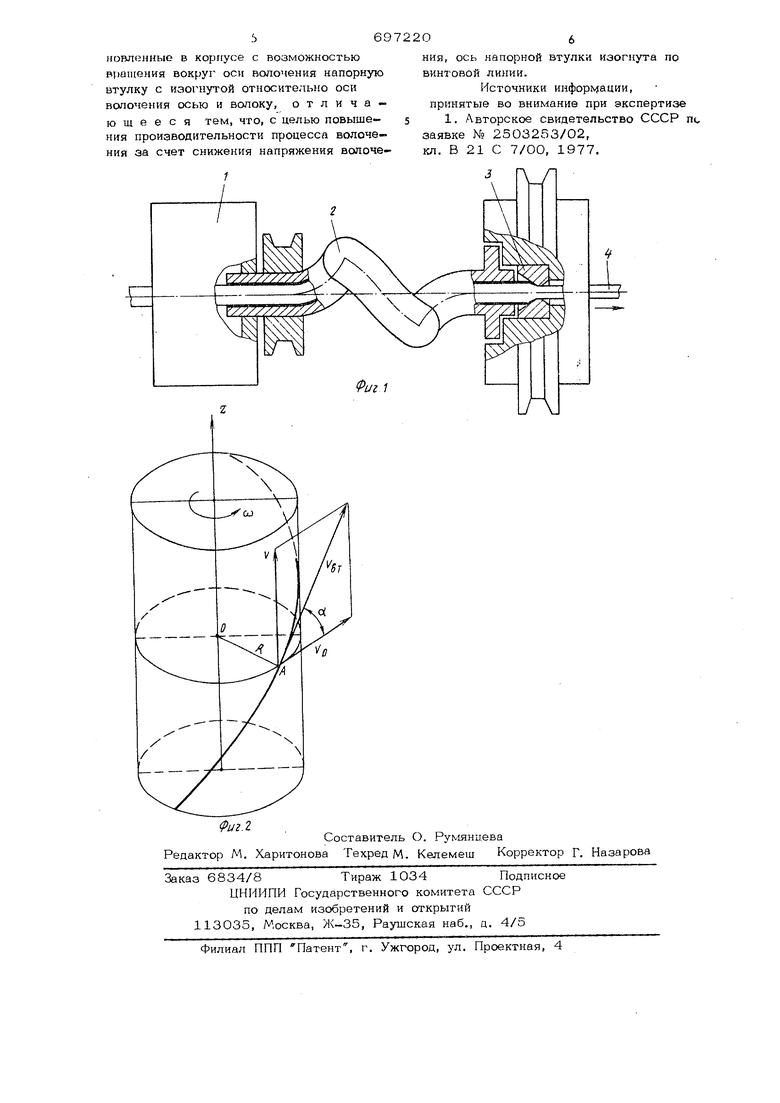
На фиг. 1 показано предлагаемое устройство для волочения проволоки; на фиг. 2 - траектория движения произвольной точки поверхности проволоки в напорной 36 втулке с изогнутой по винтовой линии осью. Устройство для волочения проволоки включает в себя последовательно уста«новленные емкость 1 со смазкой, вращающуюся напорную втулку 2 с изогнутой относительно ее оси вращения по винтовой линии осью и вращающуюся во« локу 3, через которую протягивают проволоку 4.. Предлагаемое устройство работает следующим образом. В процессе волочения обрабатываегму проволоку 4 протягивают через емкость 1 со смазкой, вращающуюся напорную втулку 2 и вращающуюся волоку 3. Бла годаря изгибу оси напорной втулки по винтовой линии вектор регулир пощей ско рости движения любого элементарного участка поверхности внутреннего канала втулки при ее вращении совпадает с век тором скорости протягивания проволоки через напорную втулку. Это уменьщает обратный поток (отгон) смазки по пс верхности канала напорной втулки, увеличивает ее нагнетающую способность и создаваемое напорной втулкой давление смазки. Кроме того, в напорной втулке с изогнутой по,винтовой линии осью смазке сообщается, со стороны поверхности внутреннего канала, скорость, превышающая скорость протягивания про волоки через втулку. Это уменьшает тор мозящее действие втулки на обрабатывае мую проволоку и создаваемое втулкой противонатяжение. Увеличение давления смазки и уменьшение противонатяжения, создаваемых напорной втулкой с изогнутой по витювой линии осью, снижает напряжение волочения. Это позволяет повысить степен деформации обрабатьшаемой проволоки в волоке. В процессе волочения обрабатываемой проволоке передается со стороны напорной втулки крутящий момент, величи1 а которого пропорциональна, при прочих равных условиях, радиусу винтовой линии Любая точка А (см. фиг. 2) noBotax- ности обрабатываемой проволоки в зоне напорной втулки имеет относительно поверхности канала последней скорость: V,p-V,/ju, где Yg - скорость волочения; yU - коэффициент вытяжки при волочении.
Скорость V предстагмена но касательной к БИНТОВОЙ линии в точке А.
Устройство для ваючения проволоки, включающее в себя последовательно уста- 0 Если скорость V движущейся в напорной втулке проволоки считать абсолютной, скорость V движения поверхности канала напорной втулки относительно неподвижной проволоки - переносной, то относительная скорость движения проволоки и поверхности канала втулки: отч . Скорость Vny направлена по касательной к винтовой линии в точке А и является равнодействующей окружной скорости Vj . Q и продольной скорости Vj точ. ки А. Поэтому вт о /COScd WR /COSc где V(,, А/К - окружная скорость точки W - угловая скорость вращения втулки; К - радиус винтовой линии; с4 - угол подъема винтовой Тормозное действие втулки на обрабатываемую проволоку прекращается, когда т. е. при Vnp.Y , или -WI /Cosc4 , npHVg //u wK /CDSoC поверхность канала напорной втулки начинает оказывать через слой смазки подпирающее воздействие на обрабатываемую проволоку, т. е. силы трения в слое смазки становятся активными, направленными на выполнение работы пластической деформации проволоки в волоке. Таким образом, в изогнутой по винтовой линии втулке при рассмотреннь х выше условиях достигается изменение схемы напряженного состояния металла в очаге деформации. Наличие снимающих напряжений в очаге деформации, вызванных подпирающим воздействием втулки через слой смазки на проволоку, шает пластичность металла и возможную степень деформации проволоки. Подпор проволоки уменьшает растягчгвающие напряжения в очаге деформации и, следовательно, величину напряжения вачоче- ния. Эффект снижения напряжения волочения в условиях эксперимента сохранялся в диапазоне углов подъема винтовой линии 28. . .53°. Формул а и 3 о б р е т е н и я
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения проволоки | 1979 |
|
SU869899A2 |
| Устройство для волочения проволоки | 1978 |
|
SU782901A2 |
| Устройство для волочения проволоки | 1977 |
|
SU631229A1 |
| Устройство для волочения проволоки | 1979 |
|
SU854486A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Устройство для очистки длинномерного материала | 1979 |
|
SU867437A1 |
| Непрерывный стан для деформированияМЕТАллА ВОлОчЕНиЕМ и пРОТАлКиВАНиЕМ | 1978 |
|
SU801930A1 |
| Способ определения размеров деформирующего канала рабочей волоки одного из переходов при многократном волочении пруткового материала | 1989 |
|
SU1733146A1 |
| Устройство для теплого волоченияпРОВОлОКи | 1979 |
|
SU812372A1 |
| Волочильный стан | 1977 |
|
SU685379A2 |
