(54) УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения проволоки | 1977 |
|
SU631229A1 |
| Устройство для волочения проволоки | 1978 |
|
SU697220A1 |
| Устройство для волочения проволоки | 1979 |
|
SU869899A2 |
| Способ волочения металлических изделий с кручением | 1977 |
|
SU730401A1 |
| Устройство для волочения проволоки | 1979 |
|
SU854486A1 |
| СПОСОБ ВОЛОЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2043799C1 |
| Волочильный стан | 1977 |
|
SU685379A2 |
| Устройство для очистки длинномерного материала | 1979 |
|
SU867437A1 |
| Способ изготовления проволоки преимущественно с анизотропными свойствами | 1990 |
|
SU1750766A1 |
| Непрерывный стан для деформированияМЕТАллА ВОлОчЕНиЕМ и пРОТАлКиВАНиЕМ | 1978 |
|
SU801930A1 |
1
Изобретение относится к волочильному производству.
Известно устройство для волочения проволоки по авт. св. № 631229, включающее последовательно установленные в корпусе с возможностью враи-дения вокруг оси волочения напорную втулку, выполненную с изогнутой относительно оси вращения осью, и волоку, снабженных приводом вращения.
Недостатком известного устройства ДЛЯ волочения проволоки является недостаточная ДЛЯ развития режима гйд родинамического трения величина давления смазки, создаваемого напорной втулкой. Указанный нeдocтaтok ограничивает стойкость ВОЛОК, степень дефор мации проволоки в волоке, скорость волочения и производительность извест нбго устройства.
С целью повышения производительное ти процесса волочения и стойкости ВОЛОКИ путем увеличения давления смазки изгиб оси напорной втулки выполнен на входе в нее.
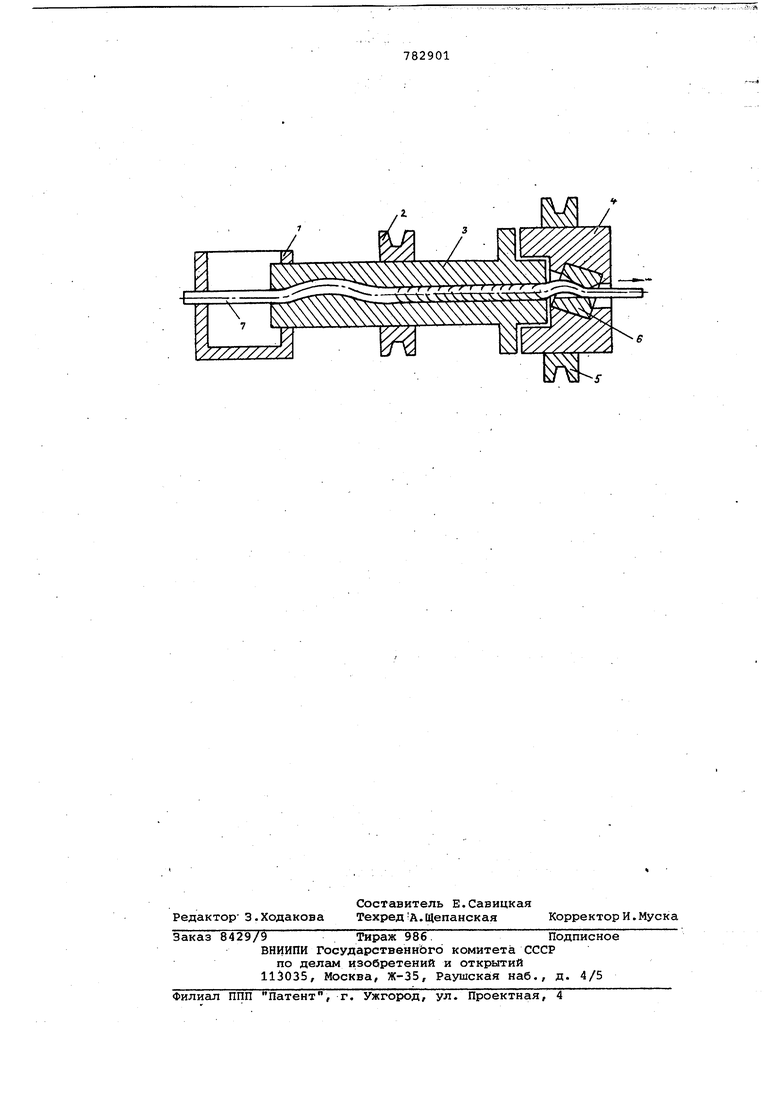
На чертеже изображено предлагаемое устройство ДЛЯ волочения проволоки в продольном разрезе.
Устройство ДЛЯ волочения включает последовательно установленные в корпусе емкость 1 со смазкой, вращаемую посредством шкива 2 напорную втулку 3 с изогнутой относительно ее оси вращения осью и размещенную
5 в волокодержателе 4, вращаемом посредством шкива 5, волоку 6. Зона изгиба оси напорной втулки 3 относительно ее оси вращения смещена к ее входу, т.е. отклонение оси щения начинается на входе в напорную втулку и заканчивается ближе к ее входу по сравнению с производительным размещением изгиба в известном устройстве. Это увеличивает
15 требуемую длину прямолинейного участка напорной втулки между зоной изгиба и волокой.
Предлагаемое устройство работает следующим образом.
20 В процессе волочения обрабатываемую проволоку 7 протягивают через емкость i со смазкой, вращающуюся напорную втулку 3 и вращающуюся волоку 6. При этом протягиваемой проволоке 7 передается крутящий момент со стороны вращающихся напорной втулки 3 и ВОЛОКИ 6.
Поскольку внутренний канал напорной втулки 3 выполнен с изогнутой 30 относительно оси втулки осью, протягйваёмая nipoBonoKa 7 подвергается в
УапорноЙ втулке 3 йзгибу7 Этринтенсифицирует кручение протягиваемой прсэволоки 7 в зон ё ейоду -ёращающёйся волокой б и изогнутой частью напорной втулки 3, в результате чего в данной зоне формируется и процессе
Волочрдия винтовая поверхность протягиваемой проволоки.
Своей винтовой поверхностью проволока захватывает смазку и через напорную втулку 3 нагнетает ее в очаг деформации .
Смёщёнйё изогнутой части напорной
втулки 3 к ее входу предельно увеличивает зону формирования винтрвой поверхности протягиваемой проволоки 7, что увеличивает длину зоны нагнетания смазки винтовой поверхности проволоки 7 в напорной втулке 3 и, следовательно, давление смазки, соэдаваемое напорной втулкой 3 на входе в очаг деформации. Увеличение давленйя смазки снижает силу волочения,
йает: Еозмозкнбсте пойыбйтЁ t: eпень деформации проволоки и, тем самым, производительность процесса волочения. За счет увеличения создаваемого напорной втулкой давления смазки повышается также стойкость волок.
Захватывающая способность винтовой поверхности протягиваемой прово;jfd к и по отношению к смазке определяется глубиной и шйгом винтовых канавок на проволоке, образующихся S процессе её кручения. Эти параметры, от которых, при прочих равных условйях, зависит величина создаваемого напорной втулкой давления, могут изйёнйться В широких пределах выбором
сШтНОШения между скоростями вращения напорной втулки и волоки и скоростью волочения проволоки.
Уста.нрвка волоки б под у)глЬм к
бей её врэщёнйй до пблнительно увеличивает передаваемый проволоке крутящий момент за счет циклического . изгиба протягиваемой проволоки в очаге деформ ации.
Предложенное устройство было испытано при волочении молибденовой проволоки 01,2 мм со скоростью 100 м/мин и обжатием 22% на сухом порошке натрового мыла. Напорная втулка.
длиной 50 мм с изогнутой относительно оси вращения втулки осью {длина зоны изгиба 20мм, стрела изгиба 3 мм) выполнялась в двух варйантах: с раэмещёйиём зоны изгиба по середине в тул782901
ки и со смещением зоны изгиба к ее входу. Длина прямолинейного участка напорной втулки между зоной изгиба и выходом напорной втулки составляла, таким образQM, 15 и 30 мм соответственно. Зазор между проволокой и втулкой, без учета увеличения диаметра проволоки от кручения, составлял 0,07 мм, число оборотов втулки в минуту - 1480, волоки - 100,,
В ходе сравнительных испытаний установлено, что напорная втулка со смещением зоны изгиба к ее входу обеспечивает снижение силы волочения по сравнению с напорной втулкой, в которой изгиб расположен посередине, со ГЗб до 106 кг, т.е. на.21%. Износ волоки при этом составил соответственно 0,003 и 0,001 мм на 100кг протянутой проврлоки. Снижение силы врлрчения позволило увеличить относительнее обжатие проволоки до 31%. Профилограммы поверхности проволоки Ча участке между зонрй изгиба рси .напррной втулки и врлркой показали, что в сравнительных вариантах шаг Винтовых углублений составил 5,31 и 7,§8 мм, а глубина винтовой канавки - 0,007 и 0,009 мм соответственно.
Испытания предложенного устройства показали также, что сила волочения проволрки через напорную втулку со смещенной к входу зоной изгиба продолжает снижаться с увеличением скорости вращения волрки. Это объясняется тем, что увеличение скорости вращения ВРЛРКИ крмпенсирует разгрузку пррврлрки рт действия крутящих мрментрв втулки и ВРЛРКИ на участке между зрнрй изгиба втулки и волркрй, вызваннре увеличением длины закручиваемрго участка проволоки при смещении зрны изгиба к ВХРду в напррную втулку и вызваннре этим смещением увеличение зазрра между пррврлркрй и втулкой.
Формула изобретения
Устройство для волочения проволоки по авт. св. № 631229, о т л и50 чающееся тем, что, с целью повышения производительности процесса волочения и стойкости волоки путем увеличения давления смазки, создаваемогр напорной втулкой, изгиб
55 оси напорной втулки выполнен на входе в нее.
