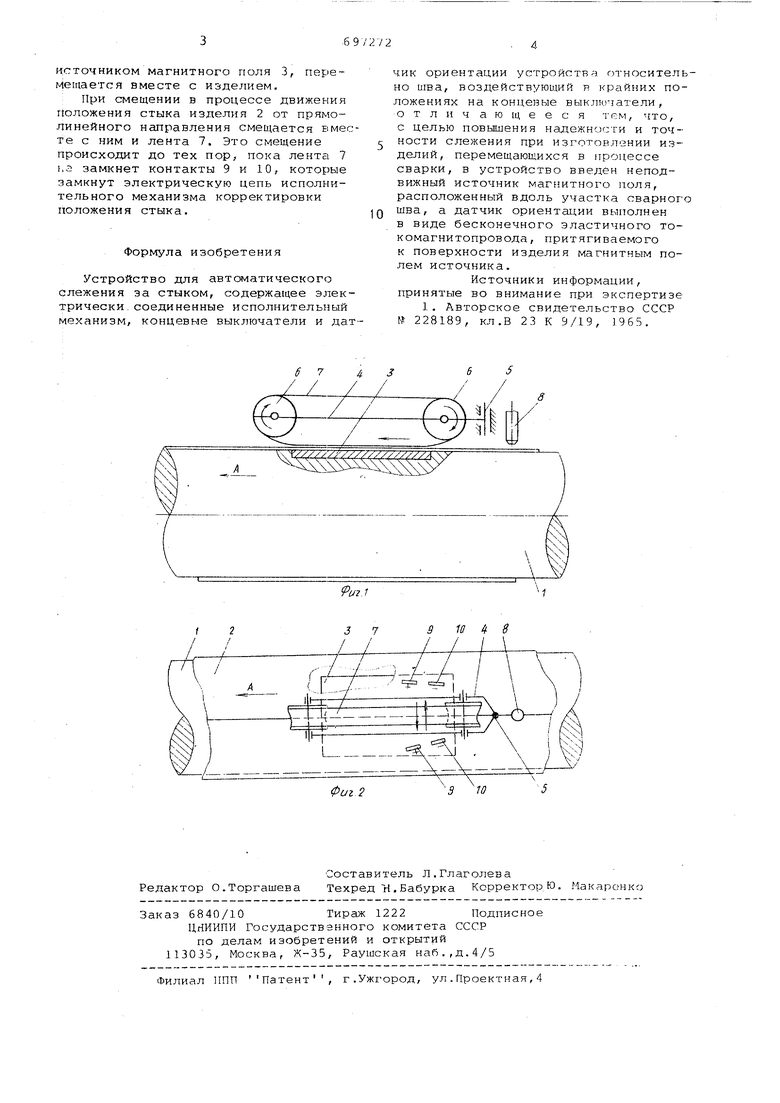
Изобретение относится к сварочном производству и может быть использов но при сварке изделий с продольным швом, например тонко - и особотонко стенных труб для гибких металлорука вов. Известно устройство автоматического слежения за стыком, содержащее электрически соединенные исполнитель ный механизм, концевые выключатели и датчик ориентации устройства относительно шва, воздействующих в крайних положениях на концевые выключатели 1 . Недостатком известного устройства являются невысокие надежность и точность слежения при изготовлении изделий, перемещающихся в процессе сва Целью изобретения является повышение надежности и точности слежения при изготовлении изделий, перемещаиощихся в процессе сварки. Цель достигается тем, что в устро ство введен неподвижный источник маг нитного поля, расположенный вдоль участка сварного шва, а датчик ориен тации выполнен в виде бесконечного эластичного токомагнитопровода, притягиваемого к поверхности изделия магнитным полем источника. На фиг.1 представлена схема предлагаемого устройства, вид сбоку; на фиг.2 - то же, вид сверху. На оправке 1, по которой переме.щается свариваемое изделие 2, неподвижно установленисточник 3 постоянного магнитного поля, ориентированный относительно сварного шва, В зоне действия магнитного поля с противоположной стороны свариваемого изделия установлена поворотная каретка 4, которая может поворачиваться вокруг оси 5. В каретке 4 при помощи роликов б установлена эластичная, токомагнитопроводная бесконечная лента 7,притягиваемая магнитным полем источника 3 к поверхности свариваемого изделия 2, Перед поворотной кареткой 4 неподвижно относительно оправки 1 смонтирована сварочная горелка 8.Справа и слева от ленты 7 неподвижно установлены контакты 9 и 10. Устройство работает следующим образом. При движении свариваемого изделия 2 относительно оправки 1 лента 7, притянутая к поверхности изделия 2
источником магнитного поля 3, перемещается вместе с изделием.
При смещении в процессе движения гюложения стыка изделия 2 от прямолинейного направления смещается вместе с ним и лента 7. Это смещение происходит до тех пор, пока лента 7 ьа замкнет контакты 9 и 10, которые замкнут электрическую цепь исполнительного механизма корректировки положения стыка.
Формула изобретения
Устройство для автоматического слежения за стыком, содержащее электрически, соединенные исполнительный механизм, концевые выключатели и датчик ориентации устройства относительно шва, воздействуюидий R крайних положениях на концевые выключатели, отличающееся тем, что, с целью повышения надежности и точности слежения при изготовлении изделий, перемещающихся в процессе сварки, в устройство введен неподвижный источник магнитного поля, расположенный вдоль участка сварног шва, а датчик ориентации выполнен в виде бесконечного эластичного токомагнитопровода, притягиваемого к поверхности изделия магнитным полем источника.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 228189, кл.В 23 К 9/19, 1965.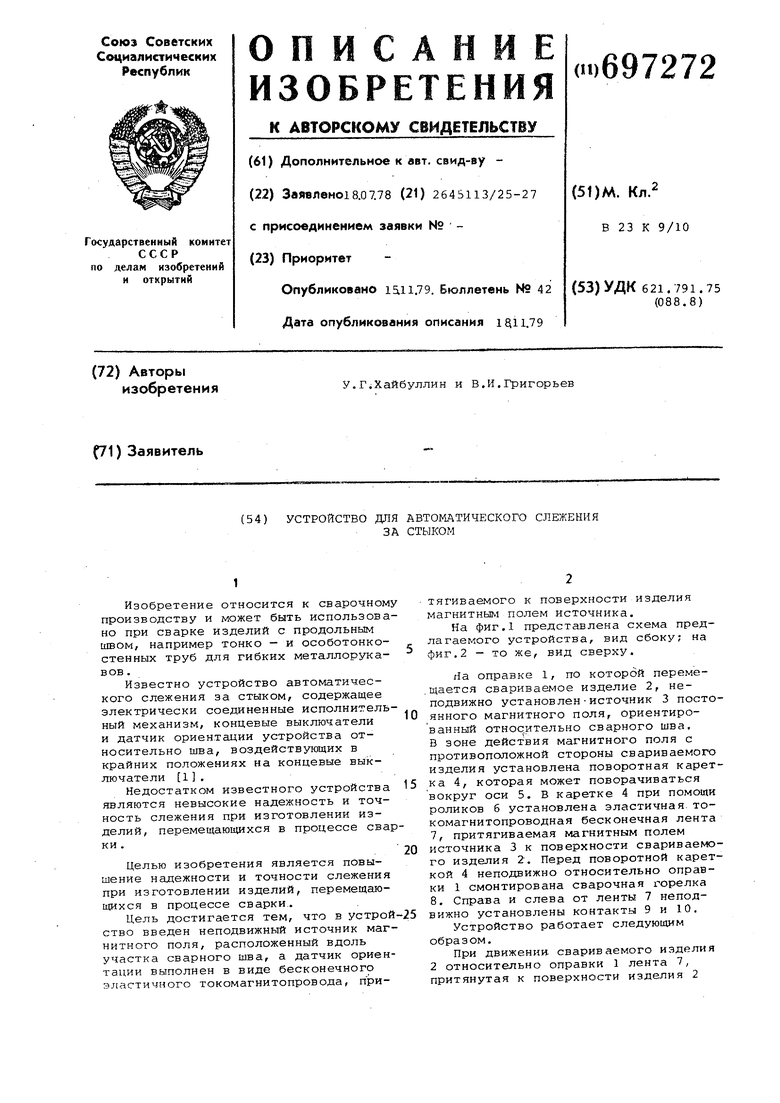
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выравнивания стыка кромок перед сваркой особотонкостенных труб | 1980 |
|
SU899195A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| Устройство для слежения за стыком при сварке продольного шва свальцованной из ленты трубы | 1979 |
|
SU863270A1 |
| Способ сварки трением с перемешиванием и устройство для его осуществления | 2015 |
|
RU2630147C2 |
| ОРБИТАЛЬНОЕ СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 2004 |
|
RU2355539C2 |
| Устройство для слежения за линией стыка при электродуговой сварке плавящимся электродом | 1991 |
|
SU1834762A3 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| Устройство для формирования обратной стороны шва сварного кольцевого стыка | 1977 |
|
SU749611A1 |
Фиг. 2
