1
Изобретение относится к производству монолитных объемных элементов, применяемых в строительстве.
Известно устройство для изготовления объемных железобетонных изделий, содержащее сердечник с пневматическим приводом, причем диафрагма камеры привода жестко соединена с сердечником в нижней его части 1.
Недостатками данной конструкции являются большие энергозатраты при срыве сердечника и большой йес констру1(ции.1
Наиболее близкой к предлагаемой: по технической сущности является установка для формования объемных желе обетонных/ элементов, в которой сердечник установлен на подъемном CTdhe с гидроприводом его вертикального перемещения, причем сердечник выполнен в виде складывающихся торцовых, продольных и угловых элементов и оборудован гидроизоляционным чехлом 2.
Однако данная конструкция сложна из-за наличия складывающихся торцевых продольных и угловых элементов и имеет большой вес.
Кроме того, дополнительно требуют-т ся приводные механизмгл для осуществяения перемещения и фиксации указанных элементов и, следовательно, большие энергозатраты при срыве щитов складывающихся элементов сердечника.
Целью изобретения является сокращение энергоемкости при извлечении сердечника из отформованного изделия.
Указанная цель достигается тем, что в сердечнике для формования объем0-ных элементов, содержащем наружную эластичную оболочку, внутренние щиты опалубки, последние герметично соединены друг с другом и образуют колпак, который снабжен штуцером для
5 подачи рабочего агента между колпаком и эластичной оболочкой.
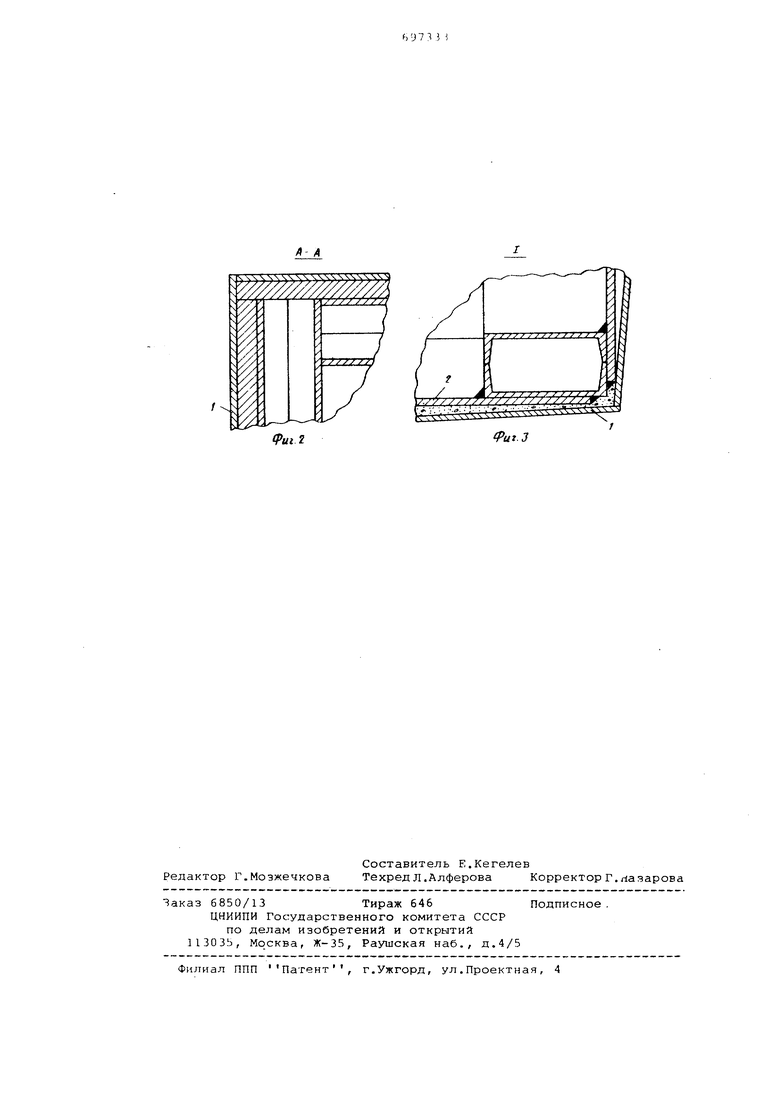
На фиг,1 изображен сердечник в рабочем положении; на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел 1 на
0 фиг.1.
Сердечник содержит наружную эластичную оболочку 1, Еыполненную в виде конусного стакана, внутренние щиты 2 опалубки, герметично соединен5ные друг с другом и образующие колпак, который снабжен штуцером 3 для подачи рабочего агента, например сжатого воздуха, в герметичную камеру 4 между колпаком и эластичной оболочкой
0 1.
Работает пердочник следующим образом.
Сердечник вводится в установку лл формования объемных элементов. Далее через штуцер 3 Б герметичную камеру 4 нахнетается сжатый воздух до давления, при котором сердечник упзличивается в среднем поперечном сечении на мм, при этом наружная эластичная ободо-:ка деформируется, атем полости между сердечником и стенками установки для формования заполняются бетонной смесью, которая уплотняется вибраторами, установленными внутри сердечника, Дадее изделие гюдвергают термообработке, и после твердения бетона в установке: производят рас:палубку. .Пля этого выпускают сжатый воздух из 1ерметич :ой камеры 4, и за счет упругих свойств материала оболочки 1 последняя возвращается в исходное прямолинейное положение f при этом сердечник принимает первоначальные р1азмеры и эластичная ободочка 1 отрывается от бетона. После отрыва изв7течение серде-сника на изделия не представляет трудности „
Данный сердечник обладает рядом пpeи ryщecтв по сравнению с известьгыми р еш е н и я ми j
Так, как наружная эластичная оболочка при снятии давления сжатого воздуха в герметичной камере возв1:)а щается в прямолинейное исходное положение, у еньшаются линейные раз.мерк; с:р.рдечни1 а и сдновременно отрывается болк11 1ая часть :на1)ужноЯ оболочК:--: от бетона изде;1ия) . -ia счет этого достигается облегчение процесса извлечения сердечника.
При формовании объемных элементов с предлагаемым сердечником значительно меньше расходуется рабочей среды (сжатого воздуха), так как последняя нагнетается в узкую герметичную камеру, образованную наружной эластичной оболочкой и внутренними щитами опалубки.
Формула изобретения
Сердечник для формования объемных злеменгов, содержащий внутренние щиты опалубки и наружную эластичную оболочку, отлич ающийся тем, что, с целью сокращения энергоемкости при его извлечении из отформованного изделия, внутренние щиты опалубки соединены герметично друг с другом и образуют колпак, который снабжен штудером для подачи рабочего агента между колпакоми эластичной оболочкой.
Источники информации, принятые во внимание при экспертизе.
1.Авторское свидетельство СССР ff 339410, кл. В 28 В 7/22, 1970.
2.Авторское свидетельство СССР
№ 331901, кл, В 28 В 7/22, 1968 (прототип) ,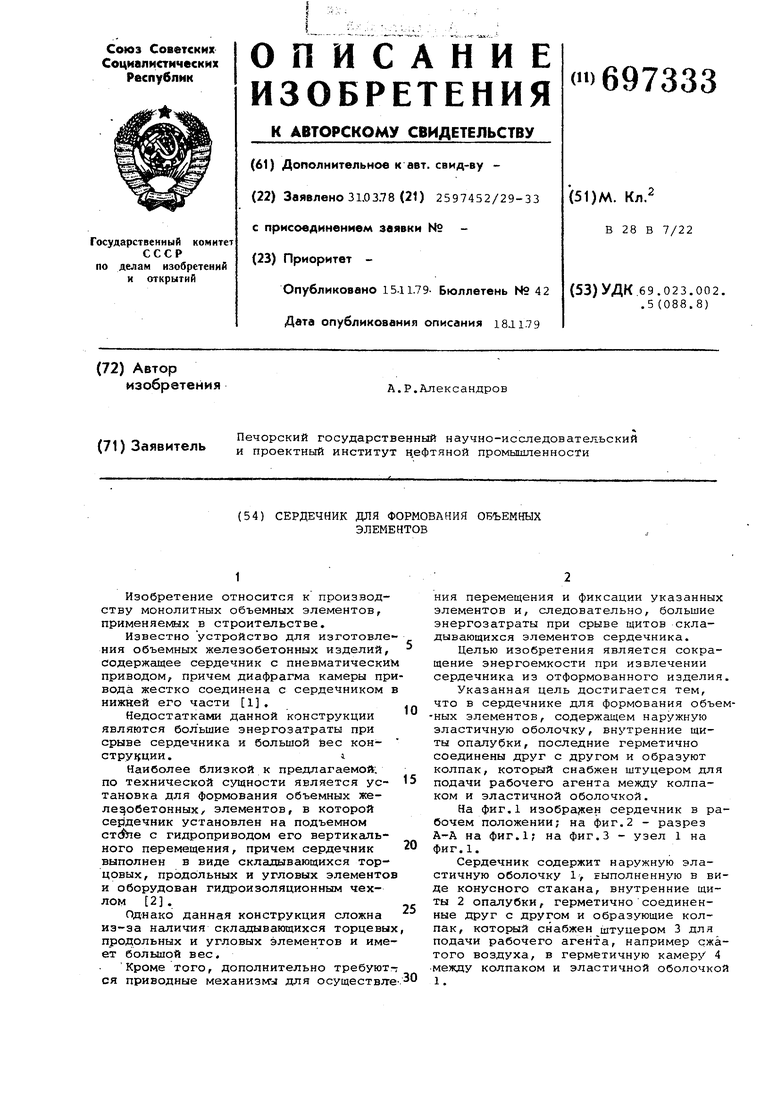

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования объемных элементов | 1981 |
|
SU1039719A2 |
| Устройство для распалубки объемных элементов типа "колпак | 1985 |
|
SU1286421A1 |
| "Установка для изготовления объемных блоков типа "колпак" | 1989 |
|
SU1719206A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Способ формования железобетонных элементов и установка для его осуществления | 1976 |
|
SU692728A1 |
| Сердечник для формования объемных блоков | 1982 |
|
SU1131653A1 |
| Установка для формования объемных элементов | 1976 |
|
SU617264A1 |
| Установка для изготовленияОб'ЕМНыХ элЕМЕНТОВ | 1972 |
|
SU841978A2 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1992 |
|
RU2037408C1 |
| "Установка для формования объемных железобетонных элементов типа "колпак" | 1988 |
|
SU1715617A1 |
/
/; //
о. - а. ,. -„ . о УС., / .-о/ , р: .. -а: .. ; :
. „..l-.i-. ....,,;г „„„;.
. .-О ./ . С . - /
. .- : Irf/.;,;.; о /-,;//; л/. ,-: ., .о :/.Фиг- f
,Литеинь1й уипон
X/
иг 2
4P«.J
