(54) СПОСОБ ОБРАБОТКИ ОТФОРМОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
3697476
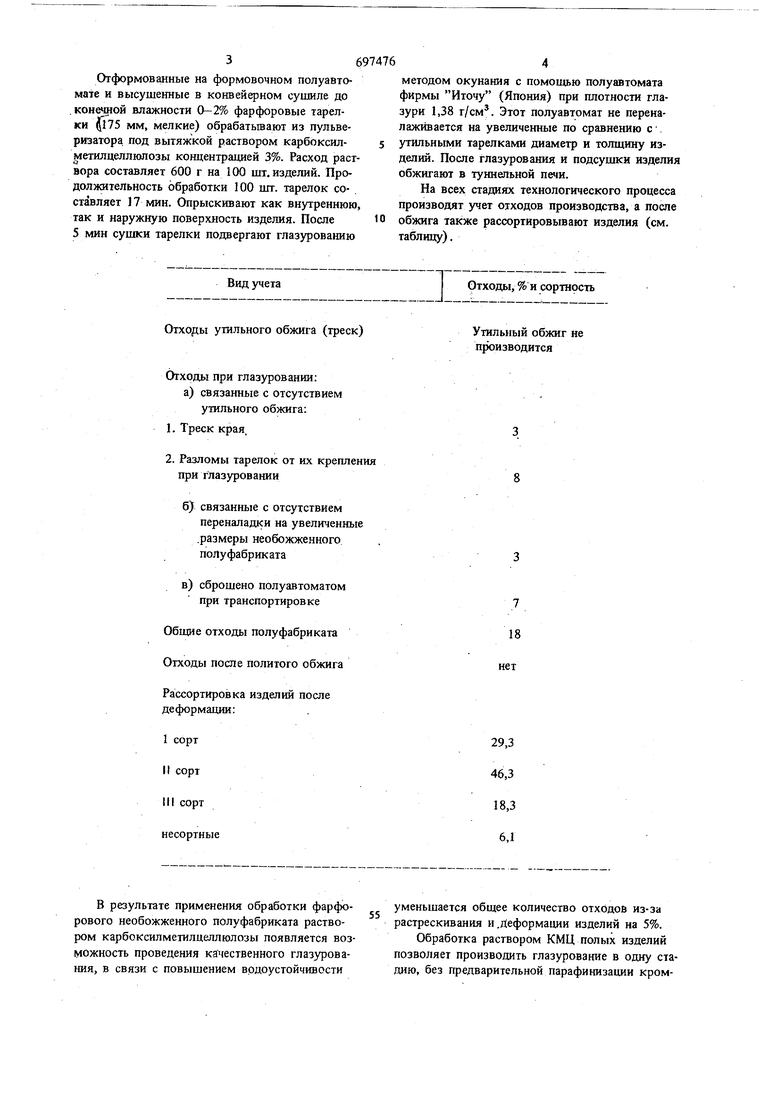
Отформованные на формовочном полуавтомате и высушенные в конвейерном сушиле до .конечной влажности 0-2% фарфоровые тарелки 175 мм, мелкие) обрабатьшают из пульверизатора, под вытяжкой раствором карбоксил- s метнлцеллюлозы концентрацией 3%. Расход раствора составляет 600 г на 100 шт. изделий. Продолжительность обработки 100 шт. тарелок со- . ставляет 17 мин. Онрыскивают как внутреннюю, так и наружную поверхность изделня. ПослеЮ
5 мин сушки тарелкн подвергают глазурованию
Вид учета
Отходы утильного обжига (треск
Отходы при глазуровании:
а)связанные с отсутствием утильного обжига:
1.Треск края.
2.Разломы тарелок от их крепле при глазуровании
б)связанные с отсутствием переналадки на увеличенны .размеры необожженного полуфабриката
в)сброшено полуавтоматом при транспортировке
Общие отходы полуфабриката Отходы после политого обжига
Рассортировка изделий после деформации:
Iсорт
IIсорт
IIIсорт несортные
методом окунания с помощью полуавтомата фирмы Иточу (Япония) при плотности глазури 1,38 г/см. Этот полуавтомат не переналаживается на увеличенные по сравнению с утильными тарелками диаметр и толщину изделий. После глазурования и подсушки изделия обжигают в туннельной печи.
На всех стадиях технологического процесса производят учет отходов производства, а после обжига также рассортировывают изделия (см. таблицу).
I
Отходы, % и сортность
Утильный обжиг не производится
7 18 нет
29,3
46,3
18,3
6,1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU417292A1 |
| СПОСОБ ДЕКОРИРОВАНИЯ БИСКВИТНЫХ ФАРФОРОВЫХ ИЗДЕЛИЙ | 1993 |
|
RU2036887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАРФОРОВЫХ ИЗДЕЛИЙ, ДЕКОРИРОВАННЫХ КОБАЛЬТОМ | 1999 |
|
RU2161146C1 |
| Керамическая масса для изготовления фарфоровых глазурованных изделий | 1989 |
|
SU1673564A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2224660C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОГО ФАРФОРА ПОВЫШЕННОЙ БЕЛИЗНЫ | 2009 |
|
RU2422400C1 |
| Керамическая масса для изготовления фарфоровых изделий | 1989 |
|
SU1631055A1 |
| Способ изготовления фарфоро-фаянсовых изделий | 1982 |
|
SU1052498A1 |
| Способ изготовления фарфоровых изделий | 1986 |
|
SU1393828A1 |
| Способ изготовления и установки декоративного или художественного аэрирующего объемного элемента в полость чаши стеклянного сосуда для питья | 2021 |
|
RU2763180C1 |
В результате применения обработки фарфорового необожженного полуфабриката раствором карбоксилметилцеллюлозы появляется возможность проведения качественного глазурования, в связи с повышением водоустойчивости
уменьшается общее количество отходов из-за растрескивания и.деформации изделий на 5%. Обработка раствором КМЦ полых изделий позволяет производить глазурование в ozwy стадию, без предварительной парафинизации кромки изделия, что способствует повышению производительности труда, возможности механизации и автоматизации процесса глазурования, сокращению цикла производства, снижению отходов на 3-4%.
Формула изобретения
Способ обработки отформованных керамических изделий, преимущественно фарфоровых, включающий в себя сушку изделий, глазурование и обжиг, отличающийся тем, что, с целью повыщеиия водоустойчивости выс тиенных изделий, на гюзерхность последних перед глазурованием наносят раствор карбоксилметилцеллюлозы концентрацией 1 -4%.
Источники информации,
принятые во внимание при экспертизе
