Изобретение относится к технике тонкого измельчения строительных матерна лов а может быть испопьвовано при автоматизации струйных мельниц. Из основного авт. св. № 446309 известен способ автоматического регупиро вания гфодесса газоструйного измельчения, включающий изменение додачи исходного материала, выделение готового продукта с Помощью классификатора, изменение перепада давления до Е посла классификатора и использование его значения для изменения числа оборотов классификатора к в еличины подачи исходного материала в мельницу. Недостатком способа является невоз можность обеспечения высокого качества регулирования и получения требуемой круп ности при измельчении материала с перемен мыма физико-механическими свойствами, В указанном способе частота вращения ротхэра классификатора, а следовательно Н крупность выдаваемого классификатором продукта, зависит не только от величины управляющего напряжения на обмотках электропривода, но и от нагрузки на его валу, связанного с ротором классяфика- тора. Цепь изобретения - повышение- качест™ ва регулированияа Достагается это тем, что в способе автоматического регулирования процесса газоструйного измельчения по авт. св. N5 446309 дополнителыю измеряют мо мент на валу привода классификатора н полученный сигнал аспользуют для изменения числа оборотов классификатора. Сущность способа заключается в следующем. Введением дополнительной связи по нагрузке привода классификатора достига™ ется инвариантность (.независимость) частоты вращения ротора от нагрузки, т.е. от увеличения количества материала, проходящего через мельницу. Таким образом, обеспечивается возможность получения продукта заданной крупности независимо от изменения физкко- лвха1гачесасих свойств материала или режимов работы мельницы. Схема реализации способа приведена на чертеже, где приняты следующие обознаяшвя:бункер исходного материала 1, пита тель 2 исходного материала с приводом 3, питающие трубы 4, смесительные ка меры инжекторов 5, разгонные трубки б, помольная камера 7, труба стояк 8, ротор классификатора 9, моментная муфта 1О, электропривод классификатора 11, отво дящий трубопровод 12, пылеосадательное устройство 13, бункер готового материала 14, вытяжной вентилятор 15, датчики давления 16, 17, дифференциальный майометр 18, регулятор частоты вращения привода классификатора 19, аадатчик частоты вращения 20, усилитель 21, регуля тор подачи исходного материала 22, за датчик подача материала 23. Материал из бункера 1-питателем 2, приводимым в движение электроприводом, подается через питающие трубы 4 в оле- сителшые камеры инжекторов 5. Смещан« ные с высокоскоростным энергоносителем частоты геердого материала разгоняются в разгч5нных трубках 6 и разрущаются в помолы ой камере 7 со встречно движущимся потоком частац. .Потерявшие скорость частоты выносятся вместе с энер гшосителем по трубе стояка 8 в зону классафикахши, где в результате изменения аэродинамических свойств потока за сяет его закручивания ротором классификатора 9, приводимым во вращение через моментную муфту 10 электроприводом 11 происходит их разделение по крупности. Частицы, потерявшие скорость в классифн каторе, возвращаются в смесительные ка- меры S, Частицы с крупностью меньше выделенных выносятся газом по отводяще му трубопроводу 12 через пьшеосади тельное устройство 13 в бункер 14, а очи- щенный энергоноситель вентилятором 15 выбрасывается в атмосферу. Датчики 16 и 17 измеряют давление соответственно до и после классификатора, р 1зность которых, характеризует аэродинамический режим классификатора. Сигна-ль1 датчиков подают на дифференциальный манометр, вь1рабатывающий сигнал, пропорциональный величине перепада давлений на классификаторе. Этот сигнал, в регуляторе 22 подачи исходного материала сравнивается свгаалом задатчика 23, образуя в результате управляющее воздействие, изменяющее посредством привода 3 скорость подачи материала в мельницу. Сигнал инференциального манометра поступает одновременно на регулятор 19. На этот же регулятор поступает сигнал с выхода момантгаой муфты 10, нрс порциональный изменению нагрузки на валу ротора классификатора, вызванного изменением загруаки классификатора матегжалом или другими причинами. Сумма сигналов дифференциального манометра и моментной муфтъ сравнивается с сапгалом задатчика 2О и таким путем образует на выходе регулятора регулирующее воздействие, которое после усиления в усилителе 21 воздействует на электропривод 11, изменяя частоту его вращения в соответствии с заданием вне зависимости от изменений нагрузки на валу. Формула изобретения Способ автоматического регулирования процесса газоструйного изменения по авт. св. Мз 446309, отличающийся IeM, что, с цельвг повышения качества регртарования, дополнительво измеряют,момент на валу привода классификатора и полученный сигнал используют для изменения Числа своротов классификатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическогоРЕгулиРОВАНия зАгРузКи пРОТиВОТОчНОйгАзОСТРуйНОй МЕльНицы | 1979 |
|
SU814464A1 |
| Газоструйная мельница | 1982 |
|
SU1074596A1 |
| Газоструйная мельница | 1986 |
|
SU1384334A1 |
| Способ автоматического регулирования процесса газоструйного измельчения | 1973 |
|
SU446309A1 |
| Способ автоматического регулирования процесса измельчения и сепарации в противоточной струйной мельнице | 1989 |
|
SU1645012A1 |
| Газоструйная мельница | 1981 |
|
SU967563A1 |
| Газоструйная мельница | 1991 |
|
SU1763011A1 |
| Система регулирования процесса измельчения в противоточной газоструйной мельнице | 1991 |
|
SU1791033A1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ТВЕРДЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343981C1 |
| Способ автоматического управления процессом помола в газоструйной мельнице | 1979 |
|
SU772590A1 |
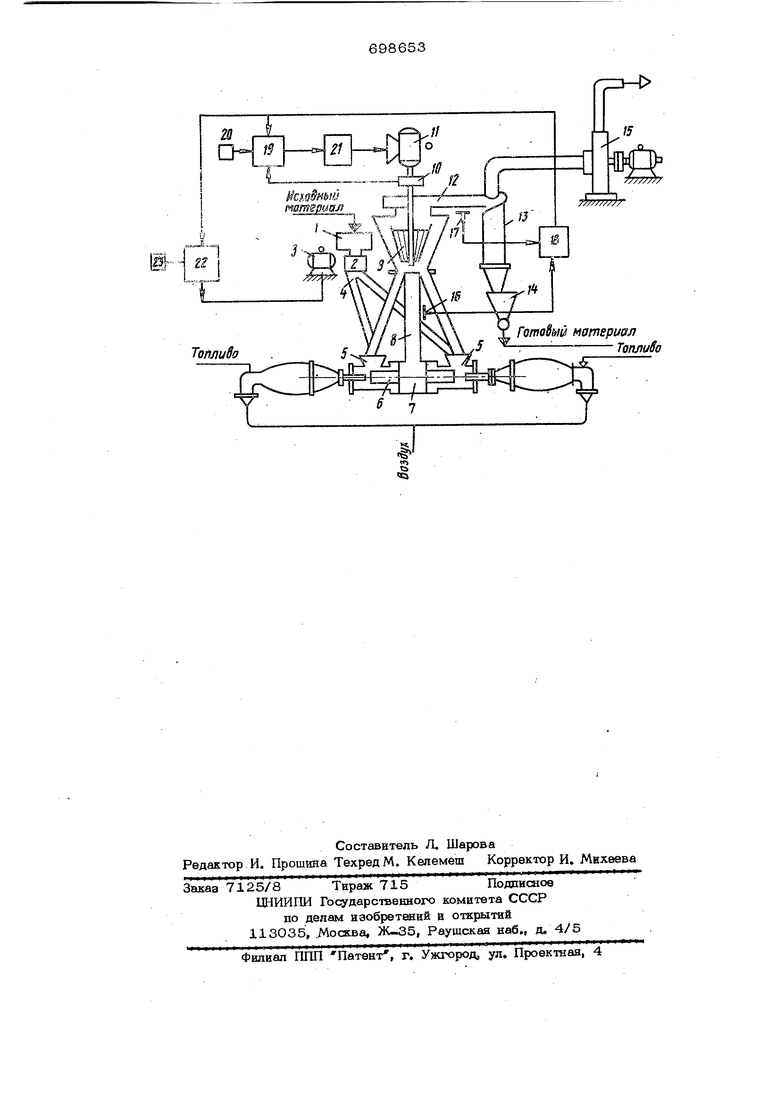
rotnoSbiu материал
ТоплиЗа
w ts «5
